You might also like
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- Asme Section Ii A-2 Sa-814 Sa-814mDocument8 pagesAsme Section Ii A-2 Sa-814 Sa-814mdavid perezNo ratings yet
- Question Bank MD IDocument15 pagesQuestion Bank MD IvsambardekarNo ratings yet
- Pre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDocument3 pagesPre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDanZel DanNo ratings yet
- Astm B850-98Document3 pagesAstm B850-98luiz.superv.valbracNo ratings yet
- B849 Galvanizado ENVIAR PDFDocument3 pagesB849 Galvanizado ENVIAR PDFBraulio Carvajal100% (1)
- Astm A-693Document7 pagesAstm A-693Sales VindindiaNo ratings yet
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument6 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripMaximiliano VerardoNo ratings yet
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument13 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsJohn HollandNo ratings yet
- Post-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDocument3 pagesPost-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDanZel Dan100% (1)
- Castings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceDocument6 pagesCastings, Iron-Nickel-Chromium and Nickel Alloys, Specially Controlled For Pressure Retaining Parts For Corrosive ServiceOdyzeus PingolNo ratings yet
- A690A690MDocument2 pagesA690A690MDanilo YamaguchiNo ratings yet
- Post-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDocument3 pagesPost-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementLeo CostaNo ratings yet
- A193A193MDocument13 pagesA193A193MItalo Carvalho MilliNo ratings yet
- Astm A351 2006Document5 pagesAstm A351 2006Almas AthifNo ratings yet
- Astm 653Document13 pagesAstm 653Alejandro Garza100% (1)
- A 389 - A 389M - 03 Qtm4os9bmzg5tqDocument3 pagesA 389 - A 389M - 03 Qtm4os9bmzg5tqtruongminhhoangNo ratings yet
- A193a193m PDFDocument13 pagesA193a193m PDFIng. Adolfo GarciaNo ratings yet
- Astm 358Document7 pagesAstm 358Willy SastraleksanaNo ratings yet
- ASTM A 488-01 Standard Practice For Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument18 pagesASTM A 488-01 Standard Practice For Steel Castings, Welding, Qualifications of Procedures and PersonnelAlex VillegasNo ratings yet
- Astm A193 - 2009Document13 pagesAstm A193 - 2009Leonardo R. GonçalvesNo ratings yet
- ASTM A320-A320M-05aDocument8 pagesASTM A320-A320M-05aNadhiraNo ratings yet
- Asmt A320 A320m 05aDocument8 pagesAsmt A320 A320m 05aRonald SequeiraNo ratings yet
- Sa 320Document12 pagesSa 320ismaelarchilacastilloNo ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument9 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripJulio RodriguezNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-TungstenDocument3 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-TungstenSama UmateNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Pressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServiceDocument3 pagesPressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServiceDiegoNo ratings yet
- Pressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedDocument4 pagesPressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedSama UmateNo ratings yet
- Astm B850Document3 pagesAstm B850Somesh Ravichandran100% (1)
- Astm A320 PDFDocument9 pagesAstm A320 PDFFerri AguswanNo ratings yet
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument3 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsPEPENo ratings yet
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDocument5 pagesA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNo ratings yet
- Castings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsElpidio ManansalaNo ratings yet
- Astm A320mDocument4 pagesAstm A320mSHYAM SINGHNo ratings yet
- Alloy-Steel and Stainless Steel Bolting Materials For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument13 pagesAlloy-Steel and Stainless Steel Bolting Materials For High Temperature or High Pressure Service and Other Special Purpose Applicationsali ahmedNo ratings yet
- A488Document18 pagesA488Pedro SilvaNo ratings yet
- Alloy-Steel and Stainless Steel Bolting Materials For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument13 pagesAlloy-Steel and Stainless Steel Bolting Materials For High Temperature or High Pressure Service and Other Special Purpose ApplicationsJohn HollandNo ratings yet
- Sa 320 PDFDocument13 pagesSa 320 PDFRaju SkNo ratings yet
- A320A320MDocument8 pagesA320A320MJay GaneshNo ratings yet
- Alloy-Steel and Stainless Steel Bolting Materials For Low-Temperature ServiceDocument8 pagesAlloy-Steel and Stainless Steel Bolting Materials For Low-Temperature Servicesharon blushteinNo ratings yet
- A193A193MDocument13 pagesA193A193MJay GaneshNo ratings yet
- Steel Bars, Alloy, Hot-Wrought, For Elevated Temperature or Pressure-Containing Parts, or BothDocument2 pagesSteel Bars, Alloy, Hot-Wrought, For Elevated Temperature or Pressure-Containing Parts, or BothRamesh MarimuthuNo ratings yet
- A 358 - A 358M - 04 - Qtm1oc9bmzu4tqDocument7 pagesA 358 - A 358M - 04 - Qtm1oc9bmzu4tqYorman TorresNo ratings yet
- A990 PDFDocument6 pagesA990 PDFilknur karaNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Astm A743Document6 pagesAstm A743lyricmp100% (1)
- ASTM A320 - A320M-22aDocument8 pagesASTM A320 - A320M-22a1965karanfil6No ratings yet
- A 297 A 297MDocument3 pagesA 297 A 297Mمحمد العيسوىNo ratings yet
- Steel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsDocument4 pagesSteel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsCarlos JavierNo ratings yet
- A 1028-03 Stainless Steel Bars For Compressor and Turbine AirfoilsDocument4 pagesA 1028-03 Stainless Steel Bars For Compressor and Turbine Airfoilsalucard375100% (1)
- A358/a358m 12Document8 pagesA358/a358m 12Maria Ivana100% (1)
- Astm A928a 928M - 08Document6 pagesAstm A928a 928M - 08Yahya Kharis Abidul AzizNo ratings yet
- Pressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelDocument3 pagesPressure Vessel Plates, Low-Carbon Age-Hardening Nickel-Copper-Chromium-Molybdenum-Columbium Alloy SteelsamehNo ratings yet
- A1011A1011M Selv2204Document9 pagesA1011A1011M Selv2204Eduardo Carvalho OliviNo ratings yet
- Astm A 792Document6 pagesAstm A 792Mafer FbaNo ratings yet
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument15 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelRafael CossolinoNo ratings yet
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDocument4 pagesElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater Tubeshans ccNo ratings yet
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDocument4 pagesElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubeshNo ratings yet
- Sustainability 15 13498 v3Document17 pagesSustainability 15 13498 v3sunnythereal29No ratings yet
- Temperature SystemsDocument10 pagesTemperature SystemsrajaraghuramvarmaNo ratings yet
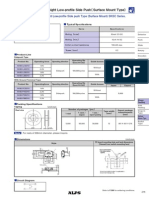
- 1.25mm Height Low-Profile Side Push Surface Mount TypeDocument3 pages1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuNo ratings yet
- Data Sheet: Elcometer 415 Paint & Powder Coating Thickness GaugeDocument2 pagesData Sheet: Elcometer 415 Paint & Powder Coating Thickness Gaugemalaya tripathyNo ratings yet
- Astm A666 - StainlesssteelDocument8 pagesAstm A666 - StainlesssteelPeter MohabNo ratings yet
- LUCEM PlannimailDocument44 pagesLUCEM PlannimailAyashkanta RoutNo ratings yet
- F 714 PDFDocument9 pagesF 714 PDFDanilo Rojas MartinezNo ratings yet
- Course Applied For: Post Graduate Diploma in Plastics Processing & Testing (PGD-PPT Centre: Cipet, Jaipur Academic Year: 2008-2010Document18 pagesCourse Applied For: Post Graduate Diploma in Plastics Processing & Testing (PGD-PPT Centre: Cipet, Jaipur Academic Year: 2008-2010vimal verma100% (1)
- Astm - e 747 - 04 PDFDocument14 pagesAstm - e 747 - 04 PDFBryan Jimenes DorantesNo ratings yet
- Steel TerminologyDocument19 pagesSteel Terminologyshailesh9jan100% (4)
- Internal Corrosion Direct Assessment For Multiphase Flow Pipelines103922-MSDocument9 pagesInternal Corrosion Direct Assessment For Multiphase Flow Pipelines103922-MSGucNo ratings yet
- In Situ Mechanical Characterization of Structural Bamboo Materials Under Flexural BendingDocument11 pagesIn Situ Mechanical Characterization of Structural Bamboo Materials Under Flexural BendingLuanna CamposNo ratings yet
- Ls Dyna Theory Manual 2005 BetaDocument680 pagesLs Dyna Theory Manual 2005 BetaManuel CampidelliNo ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- StudyGuide InstruControlTechDocument34 pagesStudyGuide InstruControlTechshedzaNo ratings yet
- Activity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Document7 pagesActivity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Ma Luisa Ancog AngsincoNo ratings yet
- 08 Inductive Sensor Bi10 p30sr Fz3x2 enDocument3 pages08 Inductive Sensor Bi10 p30sr Fz3x2 enShariq KhanNo ratings yet
- f0 For Plastic BendingDocument4 pagesf0 For Plastic BendingbatmanbittuNo ratings yet
- Sika PlasterstikDocument2 pagesSika Plasterstikkobus bekkerNo ratings yet
- Flow Sheet Writeup Gypsum DewateringDocument2 pagesFlow Sheet Writeup Gypsum DewateringKumarrathinamNo ratings yet
- M-412-073 Rev B T4000 APX Setup ManualDocument54 pagesM-412-073 Rev B T4000 APX Setup Manualjimbo1978100% (1)
- HeatDocument32 pagesHeatAndreiNo ratings yet
- Mechanical PropertiesDocument14 pagesMechanical PropertiesAbhishekNo ratings yet
- ChE 150 - Write-UpDocument24 pagesChE 150 - Write-UpAnthony Justin EdmaNo ratings yet
- Glucopon 425 NHH TI enDocument4 pagesGlucopon 425 NHH TI enledude21No ratings yet
- CS / GI To PE Fittings (I.e. Transition Fittings of Sizes 20 MM To 63 MM)Document4 pagesCS / GI To PE Fittings (I.e. Transition Fittings of Sizes 20 MM To 63 MM)Raman KumarNo ratings yet
- Soft Ferrites - 1988Document44 pagesSoft Ferrites - 1988Aurora Parau100% (3)
- SCH5000C&CL F&B 2006Document23 pagesSCH5000C&CL F&B 2006Washington HuallpaNo ratings yet
- Hazen Williams Pressure Loss CalculatorDocument2 pagesHazen Williams Pressure Loss Calculatorchristian1909No ratings yet