You might also like
- Tech Eval Report American Ultraviolet Corp Acp-24 Ho-4 Biological Inactivation Efficiency by Hvac In-Duct Uv Light SystemsDocument23 pagesTech Eval Report American Ultraviolet Corp Acp-24 Ho-4 Biological Inactivation Efficiency by Hvac In-Duct Uv Light SystemscarlonewmannNo ratings yet
- Duplex and Superduplex Stainless SteelsDocument11 pagesDuplex and Superduplex Stainless SteelscarlonewmannNo ratings yet
- An Introduction To Duplex and Super Duplex Stainless SteelsDocument5 pagesAn Introduction To Duplex and Super Duplex Stainless SteelscarlonewmannNo ratings yet
- High Temperature Embrittled Duplex Stainless SteelsDocument8 pagesHigh Temperature Embrittled Duplex Stainless SteelscarlonewmannNo ratings yet
- 007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0Document11 pages007 Welding Duplex and Superduplex Stainless Steel Industry Guide Rev0carlonewmannNo ratings yet
- CatalogDocument180 pagesCatalogcarlonewmannNo ratings yet
- Shape Memory Alloys (SMAs)Document6 pagesShape Memory Alloys (SMAs)carlonewmannNo ratings yet
- Lancer Catalog WiresDocument18 pagesLancer Catalog WirescarlonewmannNo ratings yet
- Orthodontic WiresDocument116 pagesOrthodontic WiresAyad Taha100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Energy Efficiency For Engineers and Technologists PDFDocument595 pagesEnergy Efficiency For Engineers and Technologists PDFVíctor50% (4)
- Welcome Back To School New SemesterDocument23 pagesWelcome Back To School New SemesterMohd Najmi FahmiNo ratings yet
- NFPA 1142 WaterSupplyCalcSheetDocument13 pagesNFPA 1142 WaterSupplyCalcSheetpandu_chemengNo ratings yet
- Heating and Cooling Curve of A Substance 1Document5 pagesHeating and Cooling Curve of A Substance 1bennaorbino272006No ratings yet
- 11th JEE SyllabusDocument1 page11th JEE SyllabusPujan JainNo ratings yet
- Arithmophobia and Its Effect On Academic PerformanceDocument41 pagesArithmophobia and Its Effect On Academic PerformanceCristan Dave Zablan100% (2)
- 0625 Y14 SQ 191114Document114 pages0625 Y14 SQ 191114mydadawalfnNo ratings yet
- General Physics Ourse Outline Final GOLD MARKDocument4 pagesGeneral Physics Ourse Outline Final GOLD MARKNahom AmareNo ratings yet
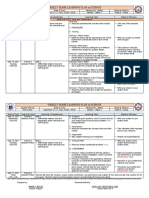
- Weekly Home Learning Plan in ScienceDocument4 pagesWeekly Home Learning Plan in ScienceRamir BecoyNo ratings yet
- Physics 9th BISE LHRDocument12 pagesPhysics 9th BISE LHRATHARNo ratings yet
- Cooling Tower Project ReportDocument51 pagesCooling Tower Project ReportOsama Hasan97% (31)
- Energy Conservation Measures in Pusher-Type Reheating Furnace Through Modifications and ModernizationDocument7 pagesEnergy Conservation Measures in Pusher-Type Reheating Furnace Through Modifications and ModernizationNoman AliNo ratings yet
- Heat Transfer Through Nano Fluids 2-4Document25 pagesHeat Transfer Through Nano Fluids 2-4Lizzi JohnsonNo ratings yet
- Flexible Design Process OperabilityDocument23 pagesFlexible Design Process OperabilityAbhishek kumarNo ratings yet
- Problems For Chapter 8: Power Cycles: A. The Rankine CycleDocument48 pagesProblems For Chapter 8: Power Cycles: A. The Rankine CycleEUGENE AICHANo ratings yet
- IISER Pune Semester IIDocument12 pagesIISER Pune Semester IIAnmol SahuNo ratings yet
- General Chemistry 2 Asynchronous Activity 1Document7 pagesGeneral Chemistry 2 Asynchronous Activity 1casinillojilianNo ratings yet
- Analysis of Refrigeration System Utilizing Waste Heat On A ShipDocument49 pagesAnalysis of Refrigeration System Utilizing Waste Heat On A ShipEmmanuel KingsNo ratings yet
- Technical Note - Number FF-25-02-08: Notes On Cleaning of Continuous Vacuum PansDocument11 pagesTechnical Note - Number FF-25-02-08: Notes On Cleaning of Continuous Vacuum PansJavier Manuel IbanezNo ratings yet
- Cooling Tower Exp 3Document16 pagesCooling Tower Exp 3mahmudNo ratings yet
- It Can Also Work in ReverseDocument3 pagesIt Can Also Work in ReverseMatthew VillanuevaNo ratings yet
- Peter Lindemann, Aaron Murakami - Save On Home Energy-A&P Electronic Media (2009)Document94 pagesPeter Lindemann, Aaron Murakami - Save On Home Energy-A&P Electronic Media (2009)Ganugio MirianiNo ratings yet
- The Basic of Electric Process HeatingDocument8 pagesThe Basic of Electric Process HeatingAmir AmkaNo ratings yet
- Sample Problems ExergyDocument5 pagesSample Problems ExergySamer Al-MimarNo ratings yet
- 12 Asme JHT PDFDocument3 pages12 Asme JHT PDFsijyvinodNo ratings yet
- Resume Rahul ShelarDocument4 pagesResume Rahul ShelarRahulNo ratings yet
- CSEC Physics P2 2016 JuneDocument16 pagesCSEC Physics P2 2016 JuneTomásNo ratings yet
- Grade 4 3rd SUMMATIVE EXAM 2Document2 pagesGrade 4 3rd SUMMATIVE EXAM 2Mariel Gregore100% (5)
- Akame Ga Kill: BackgroundsDocument24 pagesAkame Ga Kill: BackgroundsWiglas GomesNo ratings yet