You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 6 Bodies Mortuary FreezerDocument10 pages6 Bodies Mortuary FreezerRaul CostiniucNo ratings yet
- Used Oil AnalysisDocument30 pagesUsed Oil AnalysisJalel Saidi100% (3)
- Spliced Axially-Loaded Single-Angle Members in CompressionDocument8 pagesSpliced Axially-Loaded Single-Angle Members in CompressionJennifer TurnerNo ratings yet
- Jorge Tovar PachecoDocument11 pagesJorge Tovar PachecodenislauNo ratings yet
- Visvesvaraya Technological University Jnana Sangama, BELAGAVI-590018Document34 pagesVisvesvaraya Technological University Jnana Sangama, BELAGAVI-590018Pavan Kalyan Yadav100% (1)
- City of Gweru Engineering DepartmentDocument9 pagesCity of Gweru Engineering DepartmentprinceNo ratings yet
- Feasibility of Mussel Shells in Making Hollow BlocksDocument23 pagesFeasibility of Mussel Shells in Making Hollow BlocksEmamMsHome-hyhy50% (2)
- Cobalt Superalloy (l605)Document3 pagesCobalt Superalloy (l605)mtshNo ratings yet
- Ball Milling Induced Borophene Flakes FabricationDocument8 pagesBall Milling Induced Borophene Flakes Fabricationshokhul lutfiNo ratings yet
- 2 2. BoqDocument113 pages2 2. Boqmian NaveedNo ratings yet
- Brief History of MicroelectronicsDocument5 pagesBrief History of MicroelectronicsRishi JhaNo ratings yet
- Composite Slab ReportDocument10 pagesComposite Slab ReportAhmed Moustafa AboelelaNo ratings yet
- Danfoss Compressor CatalogDocument294 pagesDanfoss Compressor CatalogAnonymous uEOZ7raPkzNo ratings yet
- AP Chemistry Homework CPT 1 AnswersDocument5 pagesAP Chemistry Homework CPT 1 AnswersSally NasserNo ratings yet
- Polymer Gels 2018 PDFDocument412 pagesPolymer Gels 2018 PDFpolifisicaNo ratings yet
- RCD6Document31 pagesRCD6Nelle SarmientoNo ratings yet
- Module 3 - Lesson 2 ThermodynamicsDocument98 pagesModule 3 - Lesson 2 ThermodynamicsZarina SalesNo ratings yet
- Academic Licesensing 02Document4 pagesAcademic Licesensing 02Robi PaulNo ratings yet
- Msds Baseline 2019Document3 pagesMsds Baseline 2019Sariman SalimNo ratings yet
- PHC Calculation ASSHTO-LRDF 2007Document3 pagesPHC Calculation ASSHTO-LRDF 2007Nguyen D CongNo ratings yet
- Permatex, Inc - Ultra Gasket Sealant 1ozDocument3 pagesPermatex, Inc - Ultra Gasket Sealant 1ozjaredf@jfelectric.comNo ratings yet
- EE311 EE311 Introduction To Semiconductor Introduction To Semiconductor DevicesDocument24 pagesEE311 EE311 Introduction To Semiconductor Introduction To Semiconductor Devicesjagriti kumariNo ratings yet
- Chains and Buckets Etc.Document6 pagesChains and Buckets Etc.dariusiasdasdNo ratings yet
- Circular Plates Literature ReviewDocument4 pagesCircular Plates Literature ReviewLovesh ChennaiNo ratings yet
- Carbo Graphite Grade JP 1300: Properties ofDocument1 pageCarbo Graphite Grade JP 1300: Properties ofMykmen SánchezNo ratings yet
- Peeling Art-Label Case StudyDocument4 pagesPeeling Art-Label Case StudyAnuj Shroff0% (1)
- Exolit-FR-Clariant 2014Document6 pagesExolit-FR-Clariant 2014xy2zjgNo ratings yet
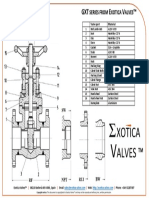
- Gate Valve Cast A216 WCB Body Hastelloy C276 TrimDocument1 pageGate Valve Cast A216 WCB Body Hastelloy C276 TrimGiovanni PetrizzoNo ratings yet
- JR Et Al. - 2004 - Liquid Armor Protective Fabrics Utilizing Shear Thickening FluidsDocument9 pagesJR Et Al. - 2004 - Liquid Armor Protective Fabrics Utilizing Shear Thickening FluidsThiago SantosNo ratings yet
- Aluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)Document8 pagesAluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)sartonoNo ratings yet