0% found this document useful (0 votes)
102 views27 pagesDesign Project
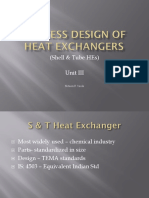
The document provides a comprehensive overview of heat exchanger design, focusing on shell and tube heat exchangers. It covers both thermal and mechanical design considerations, including the selection of materials, dimensions, and design procedures. Additionally, it discusses methods for calculating heat transfer coefficients and pressure drops, emphasizing the importance of efficient heat transfer in chemical processes.
Uploaded by
yonastarekgn2023Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
102 views27 pagesDesign Project
The document provides a comprehensive overview of heat exchanger design, focusing on shell and tube heat exchangers. It covers both thermal and mechanical design considerations, including the selection of materials, dimensions, and design procedures. Additionally, it discusses methods for calculating heat transfer coefficients and pressure drops, emphasizing the importance of efficient heat transfer in chemical processes.
Uploaded by
yonastarekgn2023Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd