ARC WELDING POWER SOURCES
Arc welding It produces coalescence of materials by the heat of the arc. The arc and the weld pool are protected from any atmospheric contamination. Filler material may be added depending upon the need.
Elements of a Shielded Metal Arc Welding
Ideal weld The ideal weld is one in which there is complete continuity between the parts joined and every part of the joint is indistinguishable from the material in which the joint is made. Although this ideal is never achieved in practice, welds which give satisfactory service can be made in many ways. Objective of an arc welding Deposit a weld bead with constant dimensions and shape relationships such that the weldment exhibits same mechanical properties from start to end. Therefore, the melting rate (MR) / welding wire deposition rate should be constant over a period of time. Weld bead geometry and shape relationships
w= Weld bead width p = penetration h = Weld bead height
Weld bead WPSF (w/p) = Weld penetration shape factor Weld reinforcement form WRFF (w/h) = r facto Ap= Area of penetration Ar= Area of reinforcement
%D =
A p A t
= Angle of convexity
100= %dilution
= Angle of entry
A t = Ap + Ar Total weld bead area HI= VI Cos J/mm S
Heat input per unit length
V = Arc voltage;volts, I = Welding current; amps., S = Welding speed; mm/s, Cos = Power factor, = Heat transfer efficiency
�Dependence of MR on welding parameters MR is dependent on welding parameters both direct and indirect parameters. However, once the welding arc is initiated, the MR then mainly depends on welding current and arc voltage. Since MR is directly proportional to square of the welding current, it is the welding current which needs to be maintained constant so as to get constant MR and this leads to the uniform BG&SR and hence uniform mechanical properties. The welding current and arc voltage are regulated by the welding power source. Arc welding processes (conventional) Shielded Metal Arc Welding Gas Tungsten Arc Welding (GTAW), also known as (TIGW) Plasma Arc Welding (PAW) Submerged Arc Welding (SAW) Gas Metal Arc Welding (GMAW), also known as (MIGW)
Arc welding processes Semiautomatic GMAW (MIGW)
Manual
SMAW
GTAW (TIGW)
PAW
SAW
FCAW
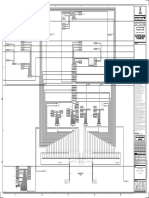
Manual processes: Feeding of electrode and direction of welding both are manually controlled. Semi automatic processes: Only feeding of welding filler wire is mechanized and direction of welding is controlled manually. Power sources THE various arc-welding processes require special electric power of relatively low voltage and high current to produce and sustain an arc capable of making a good weld. Machines designed to deliver such electric power are known as power sources for arc welding. Basic elements of an arc welding power source are shown in Figure-1.
Fig.-1 Basic Elements of an Arc Welding Power Source Many types of power sources are available to suit the various arc-welding processes, and they can be classified in several ways. A simple classification based on the consideration, of
2
�design, rating and applications is shown in Table-1. The description of a power source should include the appropriate feature under each method of classification given in this table. For example, a particular power source could be described as static type transformer-rectifier having saturable core type current control and constant current (CC) characteristics, with AC/ DC output, current range of 70 to 400 amps and rating of 400 amps at 60% duty cycle. Thus each method of classification explains a particular feature of the power source but is not complete in itself to describe its essential features. The basic features of the arc welding power source are: 1) 2) 3) 4) 5) 6) Static characteristic curves (Volt-Amp curves) Open-circuit voltage (OCV) Static and dynamic characteristics Current ratings and duty cycle specifications Classes of insulation Power factor
1) Static Characteristic Curves These curves show the relation between load voltage and load current under various load conditions. Hence they are also called Volt-Amp (V-A) curves. It is seen that some curves are of drooping type, while the others are of relatively flat type. A machine giving a drooping curve is said to have drooping characteristics and is described as a constant current (CC) type machine, because small variations in the voltage caused by variations in arc length during welding, do not significantly change the output current. A machine with a relatively flat curve is described as a constant voltage (CV) or constant potential (CP) type machine, because in this case small variations in load voltage caused by arc fluctuations result in substantial changes in the current output. Normally CV machines are designed for DC welding. A CV power source giving AC output is not suitable for arc welding The terms, constant current and constant voltage are technically incorrect; yet they are used and accepted by the welding industry. It is only recently that electronically controlled power sources have been developed, which are capable of giving virtually any type of curve between truly constant current and truly constant voltage. Drooping or constant current type power sources (Figure-2) are conventionally used for manual metal arc welding (MMAW) / shielded metal arc welding (SMAW) and gas tungsten arc welding (GTAW) processes. The obvious reason being that with this type of characteristics, the welding current remains substantially constant irrespective of small variations in arc length and consequent slight change in are voltage, which are unavoidable even in the case of a skilled welder. As the welding current is fairly steady, the weld quality is consistent. In this case, the short-circuit current is not excessive (normally less than 200% of the set current); hence at the time of arc striking and in case of accidental situations, the current does not exceed too much and hence the weld quality remains unimpaired.
�Fig.-2 Typical Volt - Ampere characteristics of a Drooping Power Source with Adjustable OCV Flat or constant-voltage type power sources (Figure-3) are conventionally used for semiautomatic and fully-automatic processes involving a continuous electrode fed at a constant rate, such as MIG / CO2 welding, flux-cored arc welding and submerged-arc welding. The flat type power source together with a continuous electrode fed at a constant wire-feed speed form essentially a self-regulating are. The arc length and weld current are interrelated in such a way as to correct sudden changes.
Fig.-3 Volt - Ampere Output Relationship for a Constant Voltage Power Source For example, arc length variation is determined by the difference between melting rate and feeding rate of the electrode wire. The voltage drop across the arc is directly proportional to arc length. A small change in arc voltage results in a very large change in the welding current. This in turn increases the melting rate of the wire and quickly restores the arc length to normal. In MIG/ CO2 welding, changes in arc length can occur when the operator moves the welding torch toward or away from the workpiece. The flat type power source compensates for these changes by momentarily changing the current and the melt-off rate of the wire until equilibrium is established (Figure-4). Thus, the arc length can be adjusted by setting appropriate voltage on the power source and the welding current, is controlled by adjusting the wire-feed speed. By selecting a correct combination of voltage and wire-feed speed, a stable metal transfer can be obtained which results in getting a good quality weld. In this
�case, the flat characteristic is not truly flat but has a slight drooping tendency (approximately 2 to 3 V per 100 amp).
Fig.-4 Automatic regulation of welding arc length with cpps Power sources having both drooping and flat characteristics are also available. The required characteristic can be pre-selected by means of a change over switch/link board. These power sources are called Universal Power Sources, as they are equally suitable for manual welding and semiautomatic and fully automatic welding. Table-2 indicates at a glance the suitability or otherwise of AC/ DC and CC/ CV types of power sources for several common arc welding processes. 2) Open-circuit Voltage Open-circuit voltage (OCV) is the voltage across the output terminals of the power source, when it is under no-load condition. Hence it is also termed as no-load voltage. In CV type power sources, OCV is not significant, but in the case of CC type machines, both AC and DC, OCV plays a very important role in ensuring easy arc starting and good arc stability. Higher the OCV, better is the arc stability. However, high OCV poses the danger of electric shock to the welder and hence its value is restricted to 100 V maximum by IS:4559, Specification for single operator rectifier type DC arc welder and other relevant standards. Commercially available welding rectifiers have OCV values generally ranging between 65 and 80 V, while welding generators have variable OCV values in the 40-90 V range. Welding transformers meant for heavy duty applications are generally designed for OCV of 60 to 70 V, while low-cost limited-service class transformers have OCV as low as 50 V. With such low OCV transformers, it is difficult to strike and maintain an arc. They are therefore suitable for electrodes having a high proportion of arc stabilisers in their coating. Some transformers are designed to give OCV of 100 V in addition to the normal OCV value, so that they can operate satisfactorily with certain basic low-hydrogen electrodes. Generally speaking, all general-purpose electrodes operate satisfactorily with OCV of 80 V (AC as well as DC). In AC welding, OCV becomes all the more important, because alternating current reverses direction of flow each 0.01 second. Figure-5 shows sine waveforms of a typical two-range
5
�AC power source with OCV of 80 V and 55 V, each sine waveform completing a cycle in 0.02 second. It is seen that at each half-cycle, the current becomes zero. This means that at this instant the electrons and ions, which cause the current flow in the arc, cease to flow. In the next instant the electrons and ions must resume their flow but in the opposite direction. To make this possible, ionisation of the material in the arc must be either maintained or reinitiated by the voltage across the arc gap. This voltage called the recovery voltage is shown in the Figure-5.
Fig.-5 Typical Voltage and Current Waves of a Dual Range AC Power Source To make the period of arc extinction as brief as possible, it is necessary that the recovery voltage is kept at the highest possible value. The figure shows that the recovery voltage is higher with 80 OCV, firstly, because of the higher source voltage and secondly, because with the greater phase shift of the current, the zero current occurs at a time when the recovery voltage is nearly as great as the open-circuit voltage. 3) Static and Dynamic Characteristics Every power source has specific static characteristics as well as dynamic characteristics, both of which are important from the welding performance point of view. As explained earlier, the static characteristics describe the relation between voltage and current under various fixed load conditions. In contrast, the dynamic characteristics describe the relation between voltage and current under changing load conditions, i.e. the instantaneous variation in arc voltage with change in welding current over an extremely short interval of time (say, 1 microsecond). Good dynamic characteristics enable the power source to provide extremely rapid changes in its output voltage and current under changing arc conditions. This is of special significance for the power source, because the welding arc is never in real steady state, but is subjected to severe and rapid fluctuations due to constant small variations in arc length, arc voltage and welding current. The arc gives rise to transients at the time of starting, extinction and re-ignition after each half-cycle in the case of AC welding. It also gives similar transients in spray transfer MIG/ CO2 welding. A power source having good dynamic characteristics gives a very stable and smooth are in spite of such transients. The dynamic characteristics of a power can be improved by
6
�providing appropriate value of series inductance (choke), by providing feedback controls and by modification of waveform of the welding current (pulsed modulations), singly or in combination. Dynamic characteristics cannot be observed with standard graphs as in the case of static characteristics. The dynamic behaviour of a power source is studied on an oscilloscope with special simulated conditions in the laboratory. 4) Current Ratings and Duty Cycles Power sources, are of various current ratings and duty cycles, and are rated by the manufacturers on the basis of their current output at specific duty cycles. Duty cycle is defined as the percentage of a five-minute interval that it operates at a given current setting. A 60% duty cycle means that the arc is in action for three minutes out of a five-minute time period. In other words, a cycle of five minutes comprises of a period of three minutes of welding load followed by a period of two minutes of no-load operation. Continuous operation at rated currents fop 36 minutes out of one hour is not a 60% duty cycle, because the rating is based on successive five minute intervals. For heavy-duty service in the fabrication industry, 60% duty cycle is taken as standard for the MMA process. For example, if a machine is rated at 300 amps, at 60% duty cycle, it means that it can be safely operated at 300 amps current without the danger of overheating for three out of every five minutes. Power sources designed for less rigorous applications and those involving short welding cycles and long intervals may be rated at lower currents than 300 amps and at lower duty cycles, say 50% or even 20%, taking into account the end use and safe working. Such machines are less expensive than the normal ones, but if they are used at higher duty cycles, their insulation is likely to burn out prematurely due to overloading. Sometimes welding machines are required to give output other than rated, as for example, when a 400 A 60% duty cycle machine is used for automatic welding application. In this case, the user should know the safe current of operation at 100% duty cycle. This is computed by the following formula, which takes into account the safe thermal rating of the power source: (Rated current)2 x Rated duty cycle (%) = (Desired current)2 x Desired duty cycle (%) In the above example, the automatic current limit will be: (400)2 x 60 = (Desired current)2 x 100 Automatic current = 309.8. This means 309.0 A must be the maximum allowable current (lower whole number is to be selected). Similar calculation shows that a 300 amps, 60% duty cycle machine could be used at 392.8 A or 392 A without the danger of damaging the insulation, if the duty cycle is reduced to 35%. 5) Classes of Insulation The duty cycle rating of a power source is primarily based on the maximum allowable temperature of various components (e.g. primary coil, secondary coil, choke, etc.) in the power source. These temperature values in turn depend on the type of insulation used in the
7
�manufacture of these components. Various insulation classes and the corresponding maximum permissible temperatures are specified in IS: 4559, Specification for single operator rectifier type DC arc welder. 6) Power Factor Power factor (pf) is an important electrical characteristic of a power source, which is calculated from the following formula: Kw Pf = ---------Kva Where, Kva is apparent power drawn from the supply line and Kw (Kilo-watts) is actual power used to produce the rated load, which gets registered on the power meter. Kva means kilovolt-ampere, which indicates the total product of ampere times volts delivered by the Supply Company. For example, if the voltage reading and current reading on the primary side are 240 V and 30 amps respectively and the actual watts registered are 5040, 5040 pf = ---------------- = 0.7 240 x 30 Low pf means unnecessary wastage and less efficient utilisation of power. Power supply companies as well as plant engineers are, specially interested in maintaining high pf for all the electrical equipment. IS: 4559 has specified that machines must have a minimum pf of 0.80 at 50% of the continuous hand welding current. The pf of a welding transformer can be as low as 0.45, and this applies equally to a welding rectifier, which is basically a transformer with a means of rectification on the secondary side. On the other hand, the inherent pf of a motor-generator is between 0.80 and 0.90. The pf of a welding transformer or rectifier is improved by connecting a capacitor across the primary winding. The result is that less primary current is demanded while welding is being performed. In the absence of a capacitor, much higher line current is drawn, which is likely to overload and damage the electrical wiring. To avoid this, one must provide wiring of higher capacity, which again means extra expenditure. PRINCIPLES OF OPERATION ARC welding involves low-voltage, high-current arcs between an electrode and the work piece. The means of reducing power system voltage in Figure-1 may be a transformer or an electric generator or alternator driven by an electric motor. Electric generators built for arc welding usually are designed for dc welding only. In this case, the electromagnetic means of controlling the volt-ampere characteristic of the arc welding power source is usually an integral part of the generator and not a separate element, as shown in Figure 1. Unlike generators, alternators provide ac output, which must be rectified to provide a dc output. Various configurations are employed in the construction of dc generators. They may use a separate exciter and either differential or cumulative compounding for controlling and selecting volt-ampere output characteristics.
�Welding Transformer Figure-6 shows the basic elements of a welding transformer and associated components. For a transformer, the significant relationships between winding turns and input and output voltages and currents are as follows: N1 / N2 = E1 / E2 = I2 / I1 Where, N1 = N2 = E1 = E2 = I2 = I1 = the number of turns on the primary winding of the transformer the number of turns on the secondary winding the input voltage the output voltage the input current the output (load) current.
Fig.-6 Principal Electrical Elements of a Transformer Power Supply Generator and Alternator Rotating machinery is also used as a source of power for arc welding. These machines are divided into two types; types; generators which produce direct current and alternators which produce alternating current. Solid State Diodes Solid-state derives its name from solid state physics: the science of the crystalline solid. Methods have been developed for treating certain materials in order to modify their electrical properties. The most important of these materials is silicon. Transformer-rectifier or alternator-rectifier power sources rely on rectifiers to convert ac to dc. Early welding machines used selenium rectifiers. Today, most rectifiers are made of silicon for reasons of economy, current-carrying capacity, reliability, and efficiency.
9
�A single rectifying element is called a diode, which is a one-way electrical valve. When placed in an electric circuit, a diode allows current to flow in one direction only: when the anode of the diode is positive with respect to the cathode. Using a proper arrangement of diodes, it is possible to convert ac to dc. Silicon Controlled Rectifier (SCR) Thyristor Solid-state devices with special characteristics also can be used to directly control welding power by altering the welding current or voltage waveform. Such solid-state devices have now replaced saturable reactors, moving shunts, moving coils, etc., formerly used to control the output of welding transformers. One of the most important of these devices is the siliconcontrolled rectifier (SCR), sometimes called a thyristor. The SCR is a diode variation with a trigger called a gate, as shown in Figure-7. An SCR is non-conducting until a positive electrical signal is applied to the gate. When this happens, the device becomes a diode, and will conduct current as long as the anode is positive with respect to the cathode. However, once it conducts, the current cannot be turned off by a signal to the gate. Conduction will stop only if the voltage applied to the anode becomes negative with respect to the cathode. Conduction will not take place again until a positive voltage is applied to the anode and another gate signal is received.
Fig.-7 Silicon Controlled Rectifier Transistors The transistor is another solid-state device, which is used in welding power supplies. Because of their cost, the use of transistors is limited to power supplies requiring precise control of a number of variables. The transistor differs from the SCR in several ways. One is that conduction through the device is proportional to the control signal applied. With no signal, there is no conduction. When a small signal is applied, there is a corresponding small conduction; with a large signal, there is a correspondingly large conduction. Unlike the SCR, the control can turn off the device without waiting for polarity reversal or an off time. Since transistors do not have the current-carrying capacity of SCRS, several may be required to yield the output of one SCR. Solid State Inverter The primary contributors to weight/mass in any power source are the magnetics (main transformer and filter inductor). Various attempts have been made to reduce their weight and size, for example, the substitution of aluminium windings for copper. The use of an inverter
10
�circuit can produce significant reductions in size and weight of these components as well as decrease their electrical losses. An inverter-based power source is smaller, more compact, requires less electricity than conventional welding power sources, and offers a faster response time. An inverter is a circuit, which uses solid-state devices (SCR's or transistors) to convert DC into high-frequency AC, usually in the range of 1 kHz to 100 kHz. Conventional welding power sources use transformers operating from a line frequency of 50 or 60 Hz. Since transformer size is inversely proportional to line or applied frequency, reductions of up to 75 percent in power source size and weight are possible, using inverter circuits. The basic elements of an inverter power source are shown in Figure-8.
Fig.-8 Inverter Diagram Showing Power Supply Sections and Voltage Wave Forms. Inverter-The Universal Welding Power Source Inverter is a circuit which uses solid state devices (SCR's or transistors) to convert DC into high frequency AC, usually in the range of 1kHz to 100 kHz. Why Inverters? 1. ECONOMY 2. SIZE 3. PROCESS CONTROL SIZE: The basic transformer equation is expressed as: U f U = 4.44 f N A B N A B = = = = = Induced emf. Frequancy of operation. Number of turns. Area of cross section of the core. Flux density.
11
�ECONOMY The savings in materials especially in copper and core material results in tremendous economy. Also the efficiency of the power source is of the order of 85 % and power factor of the order of 0.97 because of which there is a big reduction in energy consumption and resultant lower running cost. For a conventional thyristorized MIG machine, the efficiency of the power source is of the order of 79 % and power factor of the order of 0.92. The input current at 500A/39V output and three phase, 415 V input for an inverter based power source is 30A whereas for a conventional machine, it is around 40A. PROCESS CONTROL Welding Quality This is a direct result of the control of dynamic properties. In a conventional unit operating at 50 Hz. a current signal is received every 20 ms. If however, we operate at 40 kHz, a signal is received every 5 microseconds (almost thousand time faster than conventional machine). Hence an unit operating at high frequency can sense all variations in the metal transfer mechanism and also variation in the input supply and ensures that corrections are made in time to obtain consistent weld quality. Arc Starting The improved starting characteristic from an inverter is evident from Fig.-9. In this, comparison has been done between a thyristorised inverter unit and a conventional one. In a conventional unit, due to electromagnetic circuitry, there is a delay in arc starting. This can give rise to inconsistent starts, stubbing, etc. With an inverter, the energy transfer is much faster. This is also clear from the Fig.-10, which compares the average arc starting time for a conventional MIG / MAG unit with an inverter power source.
Fig.-9 Arc starting
12
�Fig.-10 Average starting time Spatter Spatter is essentially due to sudden short circuits and release of excessive energy across the arc. With the ability to control dynamic characteristic and consistent arc starting, inverters can ensure almost spatter free welds. SAFETY AND PRECAUTIONS Arc-welding machines (also called power sources) are designed and built to protect you from most electrical hazards as long as you use them correctly. The manufacturers of these machines must comply with many safety requirements specified by BIS. Sometimes, Local City or state ordinances, and often your plant's safety director will have a say in how this equipment is installed and used. Hazardous Conditions Arc-welding machines conforming to these requirements will be safe and will provide good service in normal work environments. For unusual operating conditions welding machines must be specially constructed or modified. The unusual conditions are: 1. Air temperatures higher than 41 C and lower than OC. High temperatures will overheat the machine and very cold weather will make some types of electrical insulation brittle. 2. Altitudes above 1000 m, especially if the power source is an engine-driven machine. Just like an automotive engine, the carburetor in the engine drive needs a different mixture of fuel and air to work efficiently at higher altitudes than lower ones. Welding machines also cool off more slowly at higher altitudes and their duty cycles may be different from the machine's rated duty cycle. 3. Exposure to severe weather conditions, to steam, excessive humidity, and unusually corrosive vapors and fumes. These conditions are tough on any kind of electrical equipment. But welding-equipment manufacturers can seal the machine against most of these hazards and problems if they know that's what's needed when the machine is sold. 4. Exposure to abrasive dust, to oil vapors, to flammable gases and explosive powders such as coal, or to wheat or soybean flour in a grain mill, grain elevator, or silo. These are all inherently explosive materials.
13
�5. Abnormal vibration or mechanical shock, that can loosen circuits, or exposure to nuclear radiation which rapidly ages electrical insulation. 6. Seacoast or shipboard conditions. Salt spray is very corrosive and will eat up many metals and other materials that you would think are corrosion-resistant. Salt spray will even eat the paint right off a welding-machine cabinet if you don't wash it off periodically. 7. If you are going to work in any unusual or hazardous conditions, be sure that, your arcwelding machine and equipment are designed for such service and that they are safe for welding in these places. If you are in doubt, consult your welding supervisor, a welding engineer, or your welding distributor or equipment supplier. Never strike an arc (or an oxy-fuel flame) in any area with a potentially explosive atmosphere. That not only includes things like automobile gas tanks that still have gasoline vapors in them but also places like flour mills or coal mines with fine organic dust or explosive gases. Get Help from Electricians Welding machines must be installed and their electrical connections made according to the instructions on the machine or in the user's manual. Only competent electricians or other trained and authorized people are allowed to install and repair them. Welding distributors and machine manufacturers both operate local welding-equipment repair stations for their customers. As a welder, you obviously are expected to know how to set up and connect a welding machine. But you are not authorized to repair one. Never fool around with the wiring inside a machine, or poke around inside the cabinet unless you know exactly what you are doing, and are both qualified and authorized by your company to do the work. Also remember that the output end of the welding machine that you work with actually is the low-voltage end of the machine. The input end (and parts of the inside of the machine) can have voltages anywhere from 220 V on up to 440 V compared with open-circuit output voltages of 70-V dc to 80-V ac. If you do operate any arc-welding equipment, you must first be properly instructed in its use. Written instructions are available from your equipment manufacturer. These manuals usually are supplied with every machine when it is delivered. Don't expect to find the operating instructions for an old machine still hanging inside the cabinet, but ask for it. You'll probably find the manual on file somewhere in the plant so you can read up on the specific machine model before you use it. Different machines that are rated the same often will have slightly different limitations, and occasionally special directions and requirements. Be sure that you understand the limitations of your machine. If you have any questions, ask your welding supervisor, engineer, local welding distributor, or the equipment manufacturer. Nobody will think you are a "green" operator for asking good questions, because nobody wants to work with an unsafe welder around them. If you don't hurt yourself, you can hurt other innocent people in the plant. Keep unqualified people away from your equipment. People who meddle with your equipment can hurt you as well as themselves.
14
�Electrical Hazards Electric shock is the most critical hazard in arc welding. That's pretty obvious. You can better understand and protect yourself from this hazard if you understand how electricity can hurt you. An electric circuit has four important properties that can do some damage to you. They are the amperage (current flow), the voltage, the resistance, and the type of current (de or ac) that you will work with. High voltage is more serious than high amperage, although both are dangerous. Electrical current flow is the "substance" that causes injury in electric shock. The more electricity (amperes) that flows through you, the more likely you are to be hurt. But high voltage is the factor that forces the current to overcome the resistance in your glove or your skin so that the amperage can enter you. That's why you have to be so careful with a power source when you are not welding. The open circuit voltage (OCV) can really do some damage to you. That's why the OCV of most welding power sources is limited to a maximum of 80 V on ac machines, and 70 V on de machines. Other factors that affect the degree of injury are the duration of current flow, the frequency when ac is used, and the part of your body that carries the current.
15
�Method of classification Type of basic design
Table-1: Classification system for the power sources. Features Rotating type Motor driven generator Engine driven generator Static type Transformer Rectifier
Method of current control Type of output current Type of static characteristics (V-A curve) Rated current & duty cycle Suitability for the process Suitability for no. of operators Type of cooling method
Field control, variable reactor, variable coupling, tap changer switch, saturable reactor, electronic control with-feedback (thyristor control, transistor control), etc. Direct current (DC) Alternating current (AC) Combination of both (AC) & (DC) Constant current type (CC) Constant voltage type (CV) Combination of both (CC) & (CV) type Capability of the power source to deliver current at specified duty cycle, say 60% duty cycle, 100% duty cycle, etc., and range of welding current. Capability of the power source to be used for manual metal arc welding (MMAW), Gas metal arc welding (MIG/CO2), Gas tungsten arc welding (GTAW or TIG), Submerged arc welding (SAW), etc. Capability of the power source to be used simultaneously by a single operator, by double operators or multioperators. Natural air-cooled (NA) Forced air-cooled (FA) Oil-cooled natural (ON) Oil-cooled forced (OF) Class A, Class B, Class E, Class F, and Class H, depending on the maximum allowable temperature rise over a specified ambient temperature (usually 40 C).
Type of insulation
Table-2: Welding processes and recommended power source type Process Direct current Alternating Current CC CV CC Manual metal arc welding Yes Not used Yes Gas-tungsten arc welding (GTAW or TIG) Yes Not used Yes Plasma arc welding Yes Not used No Carbon arc welding, cutting, gouging Yes Possible Yes Stud welding Yes Possible No Submerged are welding (SAW) Yes Yes Yes Gas metal arc welding (MIG) Yes Yes No MAG (CO2) welding Usable Yes Not used MIG/ MAG, short-circuiting Not used Yes Not used Flux-cored arc welding Yes Yes Possible Usable Electroslag welding Possible Yes
16