You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Company Profile PT ICSDocument56 pagesCompany Profile PT ICSRudy NASUHANo ratings yet
- XQ2000 Auto Paralleling - Quick Start v1.3 PDFDocument15 pagesXQ2000 Auto Paralleling - Quick Start v1.3 PDFVictor Nunez100% (1)
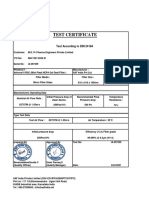
- HV and LV CablesDocument11 pagesHV and LV Cablessarsan nedumkuzhi maniNo ratings yet
- Nikon NRK-8000 Auto-Ref Keratometer Repair ManualDocument30 pagesNikon NRK-8000 Auto-Ref Keratometer Repair ManualARIF NAQSHBANDI100% (2)
- SF6 Gas Insulated Switch Gear (GIS)Document12 pagesSF6 Gas Insulated Switch Gear (GIS)Rakesh Reddy100% (1)
- Boiler Operator Training PP PresentationDocument44 pagesBoiler Operator Training PP PresentationANIL YADAVNo ratings yet
- Bulldozer Diagrama ElctricoDocument18 pagesBulldozer Diagrama ElctricoAldo Lozoria MendietaNo ratings yet
- 10 Technical EnglishDocument5 pages10 Technical EnglishIoanaEleniTicuNo ratings yet
- Mecanisme Came 1Document17 pagesMecanisme Came 1deyutzu26No ratings yet
- Energy, Heat and WorkDocument3 pagesEnergy, Heat and Workdeyutzu26No ratings yet
- Energy, Heat and WorkDocument3 pagesEnergy, Heat and Workdeyutzu26No ratings yet
- Energy, Heat and WorkDocument3 pagesEnergy, Heat and Workdeyutzu26No ratings yet
- Energy, Heat and WorkDocument3 pagesEnergy, Heat and Workdeyutzu26No ratings yet
- Energy, Heat and WorkDocument4 pagesEnergy, Heat and Workdeyutzu26No ratings yet
- C1 Technical EnglishDocument4 pagesC1 Technical EnglishIancu SergiuNo ratings yet
- English GrammarDocument2 pagesEnglish Grammardeyutzu26No ratings yet
- I ( :i, X (Ntmul :'R: #Ruru J' 6',': F. Understanding A Printed TextDocument4 pagesI ( :i, X (Ntmul :'R: #Ruru J' 6',': F. Understanding A Printed Textdeyutzu26No ratings yet
- F. Understanding A Printed Text (2) : Combining MatetialsDocument3 pagesF. Understanding A Printed Text (2) : Combining Matetialsdeyutzu26No ratings yet
- 3 Technical EnglishDocument6 pages3 Technical EnglishIoanaEleniTicuNo ratings yet
- 4 Reported SpeechDocument2 pages4 Reported SpeechN WingNo ratings yet
- English GrammarDocument2 pagesEnglish Grammardeyutzu26No ratings yet
- 5 - Complex Sentences (Nominal&Relative)Document2 pages5 - Complex Sentences (Nominal&Relative)Anda AlexandraNo ratings yet
- 2 - The Sequence of TensesDocument2 pages2 - The Sequence of TensesElena RusandraNo ratings yet
- Word Order: Mihai ION Basic English SyntaxDocument2 pagesWord Order: Mihai ION Basic English Syntaxdeyutzu26100% (1)
- Contactor 3RT 3TF6 - E86060 k1010 A191 A1 7600Document29 pagesContactor 3RT 3TF6 - E86060 k1010 A191 A1 7600Mai Hồng QuânNo ratings yet
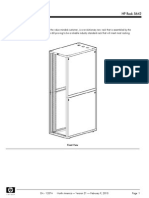
- Ast II RSC 610 X 610 X 105 MMDocument80 pagesAst II RSC 610 X 610 X 105 MMHARSHANo ratings yet
- Manual FLC3 70Document1 pageManual FLC3 70joNo ratings yet
- HEO Hydraulic Excavator List of Tools Equipment and ConsumablesDocument3 pagesHEO Hydraulic Excavator List of Tools Equipment and ConsumablesRoi Jason Carillo DetorresNo ratings yet
- Mokveld Product Sheet Axial Control Valve 2Document2 pagesMokveld Product Sheet Axial Control Valve 2Nattawut SenatamNo ratings yet
- T1000 PartexDocument4 pagesT1000 PartexLuis MiguelNo ratings yet
- Water Chiller: No Unnecessary Water Consumption Due To A Closed Water Circuit Operating PrincipleDocument2 pagesWater Chiller: No Unnecessary Water Consumption Due To A Closed Water Circuit Operating Principleludo-du-67No ratings yet
- YTC Catalogo-Ilovepdf-CompressedDocument36 pagesYTC Catalogo-Ilovepdf-CompressedM. Gerardo SanchezNo ratings yet
- MACHINESDocument61 pagesMACHINESogenrwot albertNo ratings yet
- SP 226Document32 pagesSP 226victoras21No ratings yet
- Plana 14160Document2 pagesPlana 14160Dan PopescuNo ratings yet
- Led Emergency KitDocument2 pagesLed Emergency KitWR2 ASMNo ratings yet
- Rate Chart Updated 14.6.2019Document10 pagesRate Chart Updated 14.6.2019Gourab Das RøbNo ratings yet
- Valve Section (Blade) - (S - N 232512783, 232711434, 232612158 & Above) - 334Document2 pagesValve Section (Blade) - (S - N 232512783, 232711434, 232612158 & Above) - 334EUROPARTSNo ratings yet
- CHYHBH-AV32 - 4PEN471761-1C - 2019 - 09 - Installer Reference Guide - EnglishDocument108 pagesCHYHBH-AV32 - 4PEN471761-1C - 2019 - 09 - Installer Reference Guide - EnglishChris BrauchliNo ratings yet
- SJT Series AC Servo Motor User ManualDocument23 pagesSJT Series AC Servo Motor User ManualSaleem IqbalNo ratings yet
- Portable Machine MM2000iDocument3 pagesPortable Machine MM2000ijromero_rpgNo ratings yet
- 499 Spec of DS-2CE16C2T-VFIR3 PDFDocument2 pages499 Spec of DS-2CE16C2T-VFIR3 PDFPaul AlexandruNo ratings yet
- b21 DatasheetDocument10 pagesb21 DatasheetedsonopNo ratings yet
- Vision ProblemsDocument3 pagesVision ProblemsAvegaile Tuazon SantosNo ratings yet
- Commonly Used Colour Codes For British Car Wiring: Colour Main/Tracer UseDocument3 pagesCommonly Used Colour Codes For British Car Wiring: Colour Main/Tracer UseazuertohbshhhNo ratings yet
- MX-M264N Series Service ManualDocument256 pagesMX-M264N Series Service ManualJJ JJ100% (2)
- ABAC - Formula 30 75Document8 pagesABAC - Formula 30 75Diego Valderrama CortesNo ratings yet