You might also like
- Amine Degradation Chemistry in CO2 ServiceDocument15 pagesAmine Degradation Chemistry in CO2 ServiceZEN MANo ratings yet
- Remove Heat Stable Salts For Better Amine Plant PerformanceDocument1 pageRemove Heat Stable Salts For Better Amine Plant PerformanceGopi Kiran N0% (1)
- BBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFDocument2 pagesBBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFAdianto RahmanNo ratings yet
- Limus: The Best Urea Protection For Optimal Plant NutritionDocument2 pagesLimus: The Best Urea Protection For Optimal Plant NutritionRick RasenbergNo ratings yet
- Understanding the fundamentals of gas treating in refineriesDocument8 pagesUnderstanding the fundamentals of gas treating in refineriesazotik1985No ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Aminas - Iran IDocument4 pagesAminas - Iran IJesus BcNo ratings yet
- Tech. Paper - Amine System Problems Arising From HSS and Solutions To Im.. .Document7 pagesTech. Paper - Amine System Problems Arising From HSS and Solutions To Im.. .Saurabh YerpudeNo ratings yet
- Corrosion Management in Gas Treating Pla PDFDocument8 pagesCorrosion Management in Gas Treating Pla PDFTaghreed ZewailNo ratings yet
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Review of Small Stationary Reformers For Hydrogen ProductionDocument52 pagesReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánNo ratings yet
- Gas Plant ListingDocument19 pagesGas Plant ListinghakimsalimiNo ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- Amine Sample Analysis ResultsDocument2 pagesAmine Sample Analysis ResultsAbu WildanNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Replace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsDocument11 pagesReplace Gas-Assisted Glycol Pumps with Electric for Efficiency and EmissionsAmji ShahNo ratings yet
- Natural Gas Sweetening & Effect of Decline PressureDocument29 pagesNatural Gas Sweetening & Effect of Decline Pressureromdhan88No ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_sahaNo ratings yet
- Amine Basis GuidelinesDocument63 pagesAmine Basis Guidelinesgion_ro401No ratings yet
- Non-exhaustive structural design criteriaDocument22 pagesNon-exhaustive structural design criteriamarin cristian100% (1)
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- Gas Treating Technologies and ServicesDocument16 pagesGas Treating Technologies and Services13201940No ratings yet
- Solvent ImportanceDocument6 pagesSolvent ImportanceAbhiNo ratings yet
- Naphtha Catalytic Cracking For Propylene ProudctionDocument5 pagesNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunNo ratings yet
- Role of Acids in The Degradation of Alkanolamine During Co2Document7 pagesRole of Acids in The Degradation of Alkanolamine During Co2cargscribNo ratings yet
- Amine PKGDocument18 pagesAmine PKGRathinavel PerumalNo ratings yet
- Ethane Production in Texas EnterpirseDocument4 pagesEthane Production in Texas EnterpirseJaspal Singh SahotaNo ratings yet
- Foaming in A Mine SystemsDocument16 pagesFoaming in A Mine SystemsAhmad FarooqNo ratings yet
- Oims Framework BrochureDocument20 pagesOims Framework BrochureJorge Rodríguez100% (1)
- SOP-013-Testing of Acid Gas Loading in MDEADocument9 pagesSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNo ratings yet
- Methanol Catalyst Poisons - A Literature Study (CCS)Document19 pagesMethanol Catalyst Poisons - A Literature Study (CCS)ahsan888No ratings yet
- SulfolaneAppendices A EDocument158 pagesSulfolaneAppendices A Erkhandelwal9604No ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- Howto PFD Development PDF PDFDocument74 pagesHowto PFD Development PDF PDFcahz1307No ratings yet
- Cansolv TGT Plus FactsheetDocument2 pagesCansolv TGT Plus FactsheetPe VandeNo ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Hydrocarbon Processing RefiningDocument111 pagesHydrocarbon Processing RefiningMaria Cecilia Latorre SanchezNo ratings yet
- NGL Extraction TechnologiesDocument10 pagesNGL Extraction Technologieswylie010% (1)
- Integrated NGL and LNG ProcessDocument16 pagesIntegrated NGL and LNG ProcessD K SNo ratings yet
- Amine Contamination and Associated Problems in The Gas Treating UnitsDocument7 pagesAmine Contamination and Associated Problems in The Gas Treating Unitsasmaa aliNo ratings yet
- Hydrocarbon Eng Feb 2017Document24 pagesHydrocarbon Eng Feb 2017jcarbajal2013No ratings yet
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- Solving high heat stable salts in amine solventDocument1 pageSolving high heat stable salts in amine solventmohanspathakNo ratings yet
- 07 GasTreatingDocument52 pages07 GasTreatingHelixNo ratings yet
- Amine Sweetening Process Problem - Industrial Professionals - Cheresources - Com CommunityDocument6 pagesAmine Sweetening Process Problem - Industrial Professionals - Cheresources - Com Communitykirankumar9898No ratings yet
- Product Data Sheet - MDEADocument4 pagesProduct Data Sheet - MDEACHANADAS100% (1)
- Amine Degradation in CO2 Service - HuntsmanDocument16 pagesAmine Degradation in CO2 Service - Huntsmanvictor nuñezNo ratings yet
- SPM-3100 Amine Unit ProcessDocument3 pagesSPM-3100 Amine Unit ProcessBeergson2No ratings yet
- Amine Treatment Regeneration Process OverviewDocument18 pagesAmine Treatment Regeneration Process OverviewSyed Abdul RehmanNo ratings yet
- Amine Unit AntifoamDocument1 pageAmine Unit Antifoamsmith136No ratings yet
- STP-1000 Basic Engineering Design DataDocument17 pagesSTP-1000 Basic Engineering Design Datanghiemta18100% (2)
- PP Aaa PP1 102Document29 pagesPP Aaa PP1 102Rabah AmidiNo ratings yet
- UOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFDocument18 pagesUOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFMuhammadIrsyadRNo ratings yet
- Air Cooled Exchangers PDFDocument18 pagesAir Cooled Exchangers PDFRaghav SharmaNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Hydroprocessing for Clean Energy: Design, Operation, and OptimizationFrom EverandHydroprocessing for Clean Energy: Design, Operation, and OptimizationNo ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- USA5892ps 10193Document5 pagesUSA5892ps 10193Mubashar HassanNo ratings yet
- Ammonia and Urea Plants PDFDocument48 pagesAmmonia and Urea Plants PDFbenon100% (1)
- Wave Motion - DPP 02 (Of Lec 03) (Yakeen 2.0 2023 PW Star)Document3 pagesWave Motion - DPP 02 (Of Lec 03) (Yakeen 2.0 2023 PW Star)aryanNo ratings yet
- Solutions - AIATS Medical-2021 (XI Studying) - Test-01 - (Code-C & D) - 06!10!2019Document28 pagesSolutions - AIATS Medical-2021 (XI Studying) - Test-01 - (Code-C & D) - 06!10!2019GauriNo ratings yet
- AIChE Pocket HandbookDocument64 pagesAIChE Pocket HandbookDinesh KanaujiyaNo ratings yet
- Industria1 C o M B U S T I o N Pollution and C o N T R o L PDFDocument890 pagesIndustria1 C o M B U S T I o N Pollution and C o N T R o L PDFAfzaal AshrafNo ratings yet
- NBA Course Plan Chemistry 22-23 ODDDocument17 pagesNBA Course Plan Chemistry 22-23 ODDAldrin D CruzNo ratings yet
- IntroductionDocument11 pagesIntroductionImdad JalaliNo ratings yet
- Module 9. Alcohols: Nomenclature, Preparation and ReactionsDocument3 pagesModule 9. Alcohols: Nomenclature, Preparation and ReactionsPeña, RodolfoNo ratings yet
- Gotuj Z Oliverem Chomikuj GryphonDocument3 pagesGotuj Z Oliverem Chomikuj GryphonHajiNo ratings yet
- Data XRF ST14Document78 pagesData XRF ST14Achmad Nabil ZulfaqarNo ratings yet
- Heat Loss PDFDocument2 pagesHeat Loss PDFJessica ZagitaNo ratings yet
- The Otto Schmidt's Inter-Stellar Dust TheoremDocument1 pageThe Otto Schmidt's Inter-Stellar Dust TheoremKC CampilanNo ratings yet
- Definition: Origin of ChargesDocument5 pagesDefinition: Origin of ChargesDavies MasumbaNo ratings yet
- Determination of Reducing SugarsDocument5 pagesDetermination of Reducing SugarsrheamaeNo ratings yet
- k30 Euroline BisDocument16 pagesk30 Euroline BiscyberquasitNo ratings yet
- Seismic Reference DatumDocument4 pagesSeismic Reference Datumanima198250% (4)
- Annealing Process Explained in 40 CharactersDocument8 pagesAnnealing Process Explained in 40 CharactersRohit SharmaNo ratings yet
- Lab Report MayonnaiseDocument5 pagesLab Report Mayonnaiseapi-295870217No ratings yet
- Flexure Formula Stresses in BeamsDocument18 pagesFlexure Formula Stresses in BeamsAthena YoungNo ratings yet
- Is 2951 1 1965 PDFDocument28 pagesIs 2951 1 1965 PDFlagnajit dasNo ratings yet
- Pharmaceutical Compounding CalculationsDocument6 pagesPharmaceutical Compounding Calculationsklr mnsdNo ratings yet
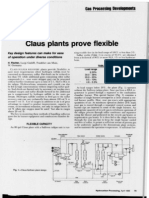
- Claus Plants Prove FlexibleDocument3 pagesClaus Plants Prove Flexiblebakhtiari_afNo ratings yet
- Chaper 2 Definition Classification Force SEDocument8 pagesChaper 2 Definition Classification Force SEMaan Valencia - RevillaNo ratings yet
- Effect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Document6 pagesEffect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Jay KasodariyaNo ratings yet
- Tut 12 Multiple Char Reactions TutorialDocument19 pagesTut 12 Multiple Char Reactions TutorialRubén Alfonso Pérez JeldresNo ratings yet
- US Crete HF - 2020Document2 pagesUS Crete HF - 2020kemdoNo ratings yet
- Article 4 (Recovered)Document6 pagesArticle 4 (Recovered)adriannatsNo ratings yet
- Lesson 4 - Coagulation and FlocculationDocument11 pagesLesson 4 - Coagulation and FlocculationZar ChiNo ratings yet