You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Eocq Chapter 3 PDFDocument4 pagesEocq Chapter 3 PDFtylerdk80100% (2)
- Experiment 1 (Introduction)Document16 pagesExperiment 1 (Introduction)Msfaeza HanafiNo ratings yet
- Esab Filler Metal Handbook 2016 - Asia Pacific PDFDocument454 pagesEsab Filler Metal Handbook 2016 - Asia Pacific PDFDr. S.No ratings yet
- SIEMENS SF24T252GB Operating Instructions ManualDocument28 pagesSIEMENS SF24T252GB Operating Instructions Manualnocny żniwiarzNo ratings yet
- NFPA 20 5 FinalDocument13 pagesNFPA 20 5 FinalMohammed Yasser100% (1)
- Mark LeClair - Nanospire Cavitation Jet Machining, Transmutation, Crystalline WaterDocument44 pagesMark LeClair - Nanospire Cavitation Jet Machining, Transmutation, Crystalline WatershizuyeNo ratings yet
- Workshop Hall HeroultDocument42 pagesWorkshop Hall HeroultGleys Kasih Deborah JuntakNo ratings yet
- OkraDocument18 pagesOkraEhr Win100% (2)
- ASTT - Guidelines For Horizontal DirectiDocument45 pagesASTT - Guidelines For Horizontal DirectiFerdie TolosaNo ratings yet
- Your Gate Way To Life Science CareerDocument273 pagesYour Gate Way To Life Science Careerpatialokkumar100% (2)
- Formulated Products Brochure - WebDocument40 pagesFormulated Products Brochure - WebEdoardo BartoliniNo ratings yet
- Thermodynamic Quantities For Substances and Ions at 25 CDocument42 pagesThermodynamic Quantities For Substances and Ions at 25 CIdo Aprilian TariganNo ratings yet
- Hi Tech: C.R: 14817/3, Tel: 44642497, 55475269, P.O.Box: 80528, Doha - QatarDocument4 pagesHi Tech: C.R: 14817/3, Tel: 44642497, 55475269, P.O.Box: 80528, Doha - QatarHarichandran KarthikeyanNo ratings yet
- Coal RejectDocument15 pagesCoal RejectRupasree PandaNo ratings yet
- Especificaciones Vinil Polyflor Mystique PP Oct 2013Document1 pageEspecificaciones Vinil Polyflor Mystique PP Oct 2013Henry ValenciaNo ratings yet
- Skateboard Tutorial Prakash MGJuly1Document37 pagesSkateboard Tutorial Prakash MGJuly1Georgy ArutyunyanNo ratings yet
- Ipc HDBK 830Document6 pagesIpc HDBK 830julissa.nu.soNo ratings yet
- Draw FrameDocument7 pagesDraw FrameRatul Hasan100% (3)
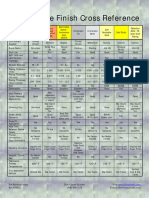
- Surface Finish Cross ReferenceDocument1 pageSurface Finish Cross ReferencemarcalpiNo ratings yet
- Astm F 106 - 00 PDFDocument6 pagesAstm F 106 - 00 PDFo_l_0No ratings yet
- Carbonyl Compounds and Carbohydrates I.Data and Results Compound Homogeneity ObservationsDocument11 pagesCarbonyl Compounds and Carbohydrates I.Data and Results Compound Homogeneity ObservationsKateNo ratings yet
- Gas Absorption Problems and SolutionsDocument11 pagesGas Absorption Problems and Solutionskokorojiminie connectNo ratings yet
- Caterpillar Introduces New Long Life Heavy Duty Engine Coolant (1395)Document3 pagesCaterpillar Introduces New Long Life Heavy Duty Engine Coolant (1395)TASHKEELNo ratings yet
- cgd8800x - Ti03 87eng Rev7 PDFDocument6 pagescgd8800x - Ti03 87eng Rev7 PDFaenriquez7152No ratings yet
- Ethylene ProcessDocument8 pagesEthylene Processkapil1979No ratings yet
- Podany, J. Et Al. Paraloid B-72 As A Structural Adhesive and As A Barrier. 2001Document5 pagesPodany, J. Et Al. Paraloid B-72 As A Structural Adhesive and As A Barrier. 2001Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- SanbeDocument13 pagesSanbeJar JarNo ratings yet
- TLVDocument1 pageTLVPavel VicentiuNo ratings yet
- Brushing UnitDocument27 pagesBrushing UnitKhandaker Sakib FarhadNo ratings yet
- MOF CatalysisDocument68 pagesMOF CatalysisMarcio VclNo ratings yet