You might also like
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Metal Casting Process GuideDocument48 pagesMetal Casting Process GuidesumikannuNo ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Solidification of CastingDocument16 pagesSolidification of CastingSurya RaghavendarNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Gating&Risering SystemDocument44 pagesGating&Risering Systemmary100% (1)
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- 8 Centrifugal & Die Casting-2Document53 pages8 Centrifugal & Die Casting-2Monsieur PoopNo ratings yet
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- Metal Casting ProcessesDocument98 pagesMetal Casting ProcessestmcoachingcentreNo ratings yet
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- CO2 Molding ProcessDocument13 pagesCO2 Molding Processthodeti babuNo ratings yet
- Solidification and Crystalline Imperfection Part 1Document25 pagesSolidification and Crystalline Imperfection Part 1Aiman MutallidNo ratings yet
- Hot and Cold WorkingDocument34 pagesHot and Cold WorkingSam RonnyNo ratings yet
- Manufacturing Unit 1Document53 pagesManufacturing Unit 1vikas sharma50% (2)
- Solidification of MaterialDocument28 pagesSolidification of MaterialNaman DaveNo ratings yet
- Unit-1 Metal Casting ProcessDocument261 pagesUnit-1 Metal Casting ProcessDharun PrakashNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Continuous Casting of Aluminum Based Bearing Alloys Subs Tech)Document5 pagesContinuous Casting of Aluminum Based Bearing Alloys Subs Tech)Carlos LorenzanaNo ratings yet
- Solidification Process & Grain StructureDocument5 pagesSolidification Process & Grain StructureThaiminh VoNo ratings yet
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- CONTINUOUS CASTING ColloquiumDocument18 pagesCONTINUOUS CASTING ColloquiumakritiNo ratings yet
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Horizontal Continuous Casting in Graphite Mold (SubsTech)Document6 pagesHorizontal Continuous Casting in Graphite Mold (SubsTech)techopeless100% (1)
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- Risers Design Unit-IDocument24 pagesRisers Design Unit-IQUAZI ADYAN AHMAD 160419736049No ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso Tembo100% (1)
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- 10 Rules For CastingDocument2 pages10 Rules For CastingBijendra PrajapatiNo ratings yet
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocument7 pagesMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Gating & RiserDocument8 pagesGating & Riserhegdemahesh1No ratings yet
- Casting Process GuideDocument74 pagesCasting Process Guidevinu1977No ratings yet
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- 01 CastingDocument31 pages01 CastingSports GloballyNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- 4 Draft or Taper AllowanceDocument5 pages4 Draft or Taper AllowanceAde PuspitaNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Die CastingDocument13 pagesDie CastingDENNY JACOBNo ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- Iron MakingDocument26 pagesIron Makingsumit ranjanNo ratings yet
- Rolling Extrusion & DrawingDocument52 pagesRolling Extrusion & DrawingSpidyNo ratings yet
- Casting Technology 04Document11 pagesCasting Technology 04Sreekumar RajendrababuNo ratings yet
- Chapter 11 Foundry Modernization and Mechanization 2003 PPTDocument16 pagesChapter 11 Foundry Modernization and Mechanization 2003 PPTDesalegn DgaNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Chapter 11 (Foundry Modernization and Mechanization) 2003Document10 pagesChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- PRODUCTION OF STEEL-Lecture 2Document68 pagesPRODUCTION OF STEEL-Lecture 2Nyanda MalashiNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Lean Review Jidoka TemplateDocument2 pagesLean Review Jidoka TemplatesatyajitlNo ratings yet
- Law Notes: Essentials of a Valid ContractDocument302 pagesLaw Notes: Essentials of a Valid ContractNeha Kalra100% (3)
- Marunji Gaon NakashaDocument1 pageMarunji Gaon NakashasatyajitlNo ratings yet
- Supply Chain Intern Resume for Industrial EngineerDocument2 pagesSupply Chain Intern Resume for Industrial EngineersatyajitlNo ratings yet
- NumbersDocument1 pageNumberssatyajitlNo ratings yet
- Marunji Gaon NakashaDocument1 pageMarunji Gaon NakashasatyajitlNo ratings yet
- Marunji Gaon NakashaDocument1 pageMarunji Gaon NakashasatyajitlNo ratings yet
- NumbersDocument1 pageNumberssatyajitlNo ratings yet
- receipt-24-NOV-13 05-57 PMDocument1 pagereceipt-24-NOV-13 05-57 PMsatyajitlNo ratings yet
- receipt-24-NOV-13 05-57 PMDocument1 pagereceipt-24-NOV-13 05-57 PMsatyajitlNo ratings yet
- Advt GT 2011Document1 pageAdvt GT 2011Amit GoswamiNo ratings yet
- Law Notes: Essentials of a Valid ContractDocument302 pagesLaw Notes: Essentials of a Valid ContractNeha Kalra100% (3)
- Honda City EbrochureDocument8 pagesHonda City EbrochuresatyajitlNo ratings yet
- Satyanarayan Preparation MarathiDocument2 pagesSatyanarayan Preparation MarathiOmkar SohoniNo ratings yet
- UCIL JOBSDocument5 pagesUCIL JOBSsatyajitlNo ratings yet
- BS EN 10106:1996 Standard for Cold Rolled Non-Oriented Electrical Steel Sheet and StripDocument18 pagesBS EN 10106:1996 Standard for Cold Rolled Non-Oriented Electrical Steel Sheet and Stripurias90No ratings yet
- Mixer SoundDocument12 pagesMixer SoundRebeca FernandezNo ratings yet
- How To Write A Killer Software Testing QA Resume That Will Turn Into An Interview Call - Software Testing HelpDocument27 pagesHow To Write A Killer Software Testing QA Resume That Will Turn Into An Interview Call - Software Testing HelpSyedMadar100% (1)
- 4.Pmp 275 Sample QuestionsDocument90 pages4.Pmp 275 Sample QuestionsMohamed Afsal100% (2)
- Cipet Mdu Training by GailDocument4 pagesCipet Mdu Training by GailMehaboob BashaNo ratings yet
- Asme Section Ii A Sa-426 PDFDocument6 pagesAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNo ratings yet
- Appendix A8 - Design Competition Brief and SJB Design Jury ReportDocument69 pagesAppendix A8 - Design Competition Brief and SJB Design Jury ReportMahesh GopalakrishnanNo ratings yet
- e Technomig 215 Dual Synergic 230vDocument2 pagese Technomig 215 Dual Synergic 230vFelipe GonzalesNo ratings yet
- Fluid Pump Maintenance ProcedureDocument8 pagesFluid Pump Maintenance ProcedureTrue StoryNo ratings yet
- Tilt-Up Construction GuideDocument147 pagesTilt-Up Construction GuideTiago Castelani100% (1)
- Construction materials and supplies itemizationDocument7 pagesConstruction materials and supplies itemizationGintokiNo ratings yet
- Ieee Computer SDN Issue When Open Source Meets Network Control PlanesDocument9 pagesIeee Computer SDN Issue When Open Source Meets Network Control PlanesMysterio KnowerNo ratings yet
- Datasheet Clearguard ACM 200 Axle Counting System AUDocument2 pagesDatasheet Clearguard ACM 200 Axle Counting System AUtrojan89No ratings yet
- Rice Milling: Poonam DhankharDocument9 pagesRice Milling: Poonam DhankharWeare1_busyNo ratings yet
- RMP ProfileDocument14 pagesRMP ProfileChellaPandian100% (1)
- TRANSFORMER MVA SIZING IN ETAPDocument24 pagesTRANSFORMER MVA SIZING IN ETAPkhalidNo ratings yet
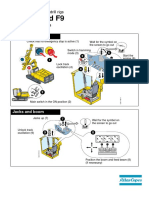
- Start The Engine For ROC F6 and F9Document2 pagesStart The Engine For ROC F6 and F9aaronNo ratings yet
- Capacity Method For PV PlantDocument38 pagesCapacity Method For PV PlantAzree Mohd NoorNo ratings yet
- Experiment 4Document11 pagesExperiment 4JanoIgnacioNo ratings yet
- 878 Question PaperDocument2 pages878 Question PaperkunjanNo ratings yet
- NetApp Cluster Mode CDOT 8Document10 pagesNetApp Cluster Mode CDOT 8rahulchaudhry007No ratings yet
- Tongyu: Xxpol 698 960Mhz/1710 2690Mhz 65°/65° 12/13dbi 0°/0° Fixed Electrical Downtilt AntennaDocument1 pageTongyu: Xxpol 698 960Mhz/1710 2690Mhz 65°/65° 12/13dbi 0°/0° Fixed Electrical Downtilt AntennaAsim SaleemNo ratings yet
- Simulation Engineer - Drives SystemsDocument2 pagesSimulation Engineer - Drives Systemsdipraj kadlagNo ratings yet
- Abs An Engineering PlasticDocument69 pagesAbs An Engineering PlasticPritha DasNo ratings yet
- MVSR Operating SystemsDocument34 pagesMVSR Operating SystemsVinay KumarNo ratings yet
- MP 1Document4 pagesMP 1VienNgocQuangNo ratings yet
- Mark DarcoDocument48 pagesMark DarcoMohammad QasimNo ratings yet
- Colonie Findings With AttmtDocument130 pagesColonie Findings With AttmtTown of Colonie LandfillNo ratings yet
- Mobilgear SHC 3200 6800 PdsDocument2 pagesMobilgear SHC 3200 6800 PdsMohamed SalemNo ratings yet
- Bảng Nguyên Tố, Nhóm Nguyên TửDocument2 pagesBảng Nguyên Tố, Nhóm Nguyên TửNghi LêNo ratings yet