You might also like
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- FilmDocument2 pagesFilmDhileepan KumarasamyNo ratings yet
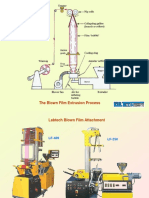
- What Is Blown Film ExtrusionDocument2 pagesWhat Is Blown Film ExtrusionJonas BonfimNo ratings yet
- Blown FilmDocument11 pagesBlown FilmMarc Romero100% (1)
- Blown Film CatalogueDocument12 pagesBlown Film CatalogueMohammad-reza NabavinezhadNo ratings yet
- 7 9layerblownfilmlinesDocument6 pages7 9layerblownfilmlinesductoan32No ratings yet
- Blown Film ProblemsDocument33 pagesBlown Film ProblemsNoel AndradeNo ratings yet
- Castflex EngDocument12 pagesCastflex EngJuanNo ratings yet
- PFF of Blown Film Process FromDocument32 pagesPFF of Blown Film Process FromMark SternNo ratings yet
- 7 Blown Film Extrusion Instability Patterns and Their RemediesDocument6 pages7 Blown Film Extrusion Instability Patterns and Their RemediesAhsan Ikram100% (1)
- Clase 7. Blown Film ExtrusionDocument37 pagesClase 7. Blown Film ExtrusionJuan Carlos Amaro ReyesNo ratings yet
- Blown Film Extrusion Process ReportDocument11 pagesBlown Film Extrusion Process ReportMuhammad Nasri Zainal AbidinNo ratings yet
- Blown Film ManualDocument20 pagesBlown Film ManualJohn P. Bandoquillo100% (2)
- Blown FilmDocument4 pagesBlown FilmAdinda LNo ratings yet
- Polyactic Acid Shrink Films and MethodsDocument16 pagesPolyactic Acid Shrink Films and MethodshatharasingheNo ratings yet
- Blown Film TroubleshootingDocument1 pageBlown Film TroubleshootingMiguelAngelPerezEsparzaNo ratings yet
- Blown FilmDocument4 pagesBlown Filmwahyutrisutrisno91No ratings yet
- Higher Institute Plastics Fabrication Workbook Blown Film ExtrusionDocument110 pagesHigher Institute Plastics Fabrication Workbook Blown Film ExtrusionDiana Mickute100% (2)
- Blown FilmDocument18 pagesBlown Filmahsan888100% (2)
- Flexo Blade AnalysisDocument6 pagesFlexo Blade AnalysisJavier Martinez CañalNo ratings yet
- Gravure - Cylinder Spes PDFDocument66 pagesGravure - Cylinder Spes PDFamit50% (2)
- Troubleshooting Guide For Film Blowing: Problem Possible Causes Possible SolutionsDocument3 pagesTroubleshooting Guide For Film Blowing: Problem Possible Causes Possible SolutionsLaili Azkiyah100% (2)
- Blown Film ExtrusionDocument3 pagesBlown Film Extrusionchoirunissa setyaningrumNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričlinchonNo ratings yet
- Important Aspect of Viscosity in Gravure Printing ProcessDocument18 pagesImportant Aspect of Viscosity in Gravure Printing ProcessMakarand Dole100% (1)
- Laminating Troubleshooting FinalDocument25 pagesLaminating Troubleshooting FinalHabteyes AbateNo ratings yet
- Adding Vistamaxx PBE Reduces Stretch Film Material Use by 16Document1 pageAdding Vistamaxx PBE Reduces Stretch Film Material Use by 16Selva RajanNo ratings yet
- Rotogravure Cylinder ProcedureDocument5 pagesRotogravure Cylinder ProcedureSyed Mujtaba Ali BukhariNo ratings yet
- Plastics Blown Film Extrusion: Manufacturing IntelligenceDocument6 pagesPlastics Blown Film Extrusion: Manufacturing IntelligenceMark SternNo ratings yet
- Micro Molding Vacuum Venting BenefitsDocument21 pagesMicro Molding Vacuum Venting BenefitsvenkithankamNo ratings yet
- Extrusion Blown FilmDocument51 pagesExtrusion Blown Filmmani zendedel100% (2)
- Materi PrintingDocument16 pagesMateri PrintingnuryadyNo ratings yet
- Basic Laminating Technology 4Document16 pagesBasic Laminating Technology 4Ronaldo latumanuwyNo ratings yet
- Extrusion Blow Molding Guidebook PDFDocument308 pagesExtrusion Blow Molding Guidebook PDFNeimar Topanotti Dagostin100% (1)
- Cast Film Troubleshooting GuideDocument1 pageCast Film Troubleshooting GuideMiguelAngelPerezEsparzaNo ratings yet
- TROUBLE SHOOTING GUIDE Blanket SurfaceDocument6 pagesTROUBLE SHOOTING GUIDE Blanket SurfaceLai NguyenNo ratings yet
- Machine Maintenance Manual 250R1 350R2 350R4Document3 pagesMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- Blown Film Extrusion ReportDocument12 pagesBlown Film Extrusion ReportAbdul Razak RahmatNo ratings yet
- Winding Theory PDFDocument42 pagesWinding Theory PDFHIcham Kbiri100% (1)
- Flexo Print MistakesDocument9 pagesFlexo Print MistakesGenalyn LeonardoNo ratings yet
- Telescoping of Adhesive Coated Wound RollsDocument9 pagesTelescoping of Adhesive Coated Wound RollsDemingNo ratings yet
- Film Coextrusion Troubleshooting 7832Document28 pagesFilm Coextrusion Troubleshooting 7832Almir MachadoNo ratings yet
- Film Extrusion PDFDocument63 pagesFilm Extrusion PDFTrần Hữu Như100% (1)
- Polyflow Extrusion WS04 3D ExtrusionDocument28 pagesPolyflow Extrusion WS04 3D Extrusionwoongs73No ratings yet
- PP Cast FilmDocument24 pagesPP Cast FilmTrung HoNo ratings yet
- Troubleshooting Guide: GravureDocument20 pagesTroubleshooting Guide: Gravureक्षितिजNo ratings yet
- ARBURG Customer Training GermanyDocument28 pagesARBURG Customer Training Germanypsp710No ratings yet
- Plastic Moulding Processes OverviewDocument28 pagesPlastic Moulding Processes OverviewQUAZI ADYAN AHMAD 160419736049No ratings yet
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- Guide To BondingDocument46 pagesGuide To Bondingbotan_mihaiNo ratings yet
- Ultradur PDFDocument44 pagesUltradur PDFkfaravNo ratings yet
- What Is The Optimum Rewind TensionDocument8 pagesWhat Is The Optimum Rewind TensionSakhawat Hossain RonyNo ratings yet
- Solventless Laminator Nordmeccanica SimplexDocument9 pagesSolventless Laminator Nordmeccanica SimplexRishi SrivastavNo ratings yet
- Cold Runner eDocument7 pagesCold Runner eKodhansNo ratings yet
- Calendering Fabric FinishingDocument17 pagesCalendering Fabric FinishingSivakumar KNo ratings yet
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- 2 1 ExtrusionDocument69 pages2 1 ExtrusionSingh Anuj0% (1)
- Plastic Processing: Extrusion Compression MouldingDocument88 pagesPlastic Processing: Extrusion Compression MouldingBhushan Shankar Kamble100% (2)
- Basic Extrusion: Thomas I. ButlerDocument20 pagesBasic Extrusion: Thomas I. ButlerAlmir MachadoNo ratings yet
- Comparing Barrier Properties of Aluminum and MPET Foil for Coffee PackagingDocument9 pagesComparing Barrier Properties of Aluminum and MPET Foil for Coffee PackagingAlmir MachadoNo ratings yet
- Hosowaka AlpineeDocument25 pagesHosowaka AlpineeAlmir MachadoNo ratings yet
- Film PropertiesDocument9 pagesFilm PropertiesRodriguez JohannNo ratings yet
- Film Coextrusion Troubleshooting 7832Document28 pagesFilm Coextrusion Troubleshooting 7832Almir MachadoNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričlinchonNo ratings yet
- Gravure Printing Atoz 2013 PDFDocument59 pagesGravure Printing Atoz 2013 PDFAlmir Machado0% (1)
- Top 20 Tips for Good DesignDocument106 pagesTop 20 Tips for Good DesignAlmir MachadoNo ratings yet
- Smith Psychology Color PDFDocument39 pagesSmith Psychology Color PDFAlmir MachadoNo ratings yet
- The World of Flexible PackagingDocument55 pagesThe World of Flexible PackagingAlmir Machado100% (1)
- Gravure Trouble Shooting GuideDocument28 pagesGravure Trouble Shooting Guidevahidpapar100% (2)
- 3M Flexo Poster 7-9-07Document1 page3M Flexo Poster 7-9-07Almir MachadoNo ratings yet
- Pennsylvania College of Technology: Trends in The Flexographic Packaging IndustryDocument22 pagesPennsylvania College of Technology: Trends in The Flexographic Packaging IndustryAlmir MachadoNo ratings yet
- Packaging Intelligence Brief: Barrier MaterialsDocument5 pagesPackaging Intelligence Brief: Barrier MaterialsAlmir MachadoNo ratings yet
- New Bioplastics For Multilayer Systems Bioplastcs 06-2008 01Document0 pagesNew Bioplastics For Multilayer Systems Bioplastcs 06-2008 01Almir MachadoNo ratings yet
- TZ 21 PDFDocument16 pagesTZ 21 PDFAlmir MachadoNo ratings yet
- Pradhan Mantri Awas Yojana Housing For All (Urban) in AP StateDocument120 pagesPradhan Mantri Awas Yojana Housing For All (Urban) in AP StateKishore Nayak kNo ratings yet
- Dpr-Srikanth Reddy - Polyhouse With SubsidyDocument23 pagesDpr-Srikanth Reddy - Polyhouse With SubsidyGenesisGenesis75% (4)
- Lecture Notes On Separation of Stable IsotopesDocument31 pagesLecture Notes On Separation of Stable IsotopesKaranam.Ramakumar100% (1)
- Especificações SS CHS6 5Document2 pagesEspecificações SS CHS6 5kirlaniano@gmail.comNo ratings yet
- Prep of The FinalDocument36 pagesPrep of The FinalPhoebe Arriola0% (1)
- Philippine Environmental Laws OverviewDocument34 pagesPhilippine Environmental Laws OverviewRadie ArnaldoNo ratings yet
- Heteropolysaccharides Lecture For 1st Yr MBBS by DR Waseem KausarDocument20 pagesHeteropolysaccharides Lecture For 1st Yr MBBS by DR Waseem KausarIMDCBiochem67% (6)
- Normal Concrete Mix DesignDocument4 pagesNormal Concrete Mix Designmurnal0% (1)
- ASTM D 3113 - 92 (Reapproved 1998) Sodium Salts of EDTA in WaterDocument4 pagesASTM D 3113 - 92 (Reapproved 1998) Sodium Salts of EDTA in Wateralin2005No ratings yet
- BPG 01Document12 pagesBPG 01Ka Chun ChanNo ratings yet
- 312001EN-S - Graco Magnum Airless ProX7 ProX9 User ManualDocument32 pages312001EN-S - Graco Magnum Airless ProX7 ProX9 User ManualLarsNo ratings yet
- Claretschool Ofzamboangacity: Teacher'S Learning Plan in Grade 8 ScienceDocument30 pagesClaretschool Ofzamboangacity: Teacher'S Learning Plan in Grade 8 ScienceLeonelyn Hermosa Gasco - CosidoNo ratings yet
- Load CellDocument3 pagesLoad CellZikireya79No ratings yet
- AirportsDocument12 pagesAirportsfairus100% (2)
- Semester 1 Exam Review W AnswersDocument4 pagesSemester 1 Exam Review W Answersapi-267855902No ratings yet
- Steel: Statistical Analysis of Steel FormabilityDocument12 pagesSteel: Statistical Analysis of Steel FormabilitynadhabindhuNo ratings yet
- Marshall Mix Design-GoodDocument11 pagesMarshall Mix Design-GoodashoknrNo ratings yet
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Chemical Kinetics and ElectrochemistryDocument3 pagesChemical Kinetics and ElectrochemistryB NithuNo ratings yet
- Butt weld imperfections and defects guideDocument47 pagesButt weld imperfections and defects guidearash59_4uNo ratings yet
- Toluene ViscosityDocument8 pagesToluene ViscosityRajagopala Rao MandadapuNo ratings yet
- Psoralea corylifolia Plant Materials MethodsDocument30 pagesPsoralea corylifolia Plant Materials Methodsvips4evrNo ratings yet
- Biology PosterDocument1 pageBiology PosterNoobmaster666No ratings yet
- Dossier Guanghua Casting PipeDocument58 pagesDossier Guanghua Casting PipeAlejandro C OlivaNo ratings yet
- High Speed SteelDocument6 pagesHigh Speed SteelLvl100% (1)
- Chengpeng Ma 2018Document14 pagesChengpeng Ma 2018Dr.V.K.Bupesh RajaNo ratings yet
- Material SpecificationDocument10 pagesMaterial SpecificationMuthu GaneshNo ratings yet
- Concrete NotesDocument4 pagesConcrete NotesdaleemaNo ratings yet
- Business PlanDocument3 pagesBusiness Planajay sharmaNo ratings yet
- NSS Chemistry Part 15 Analytical Chemistry (Multiple Choice Questions) HKCEE Past Paper QuestionsDocument27 pagesNSS Chemistry Part 15 Analytical Chemistry (Multiple Choice Questions) HKCEE Past Paper QuestionsGeorge ChiuNo ratings yet