You might also like
- Fluid Mechanics: Mechanical EngineeringDocument5 pagesFluid Mechanics: Mechanical EngineeringErin BarryNo ratings yet
- Industrial Engineering and Management by Ravi V PDFDocument2 pagesIndustrial Engineering and Management by Ravi V PDFErin BarryNo ratings yet
- Question and AnswersDocument55 pagesQuestion and AnswersErin BarryNo ratings yet
- Me RRB JeDocument5 pagesMe RRB JeErin BarryNo ratings yet
- Mixture and Alligation Practice QuestionsDocument8 pagesMixture and Alligation Practice QuestionsErin BarryNo ratings yet
- TAPER TURNING and Thread CuttingDocument3 pagesTAPER TURNING and Thread CuttingErin BarryNo ratings yet
- Unit 5ThreeDimensionalGraphics IDocument47 pagesUnit 5ThreeDimensionalGraphics IErin BarryNo ratings yet
- Nptel: Biomechanics - Web CourseDocument2 pagesNptel: Biomechanics - Web CourseErin BarryNo ratings yet
- Product DesignDocument370 pagesProduct DesignErin BarryNo ratings yet
- Numerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyDocument7 pagesNumerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyErin BarryNo ratings yet
- Teaching and Research AptitudeDocument2 pagesTeaching and Research AptitudeErin BarryNo ratings yet
- PlasmaDocument4 pagesPlasmaErin BarryNo ratings yet
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMDocument12 pagesAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- RECON Getting StartedDocument26 pagesRECON Getting Startednazmul hasanNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument16 pagesCambridge International Advanced Subsidiary and Advanced LevelSharif IslamNo ratings yet
- Asian Architecture (ARC 2213/2234) Project 1: Case StudyDocument21 pagesAsian Architecture (ARC 2213/2234) Project 1: Case StudyElid A. ShaqiriNo ratings yet
- Java Puzzlers' Greatest Hits: Joshua Bloch Neal GafterDocument70 pagesJava Puzzlers' Greatest Hits: Joshua Bloch Neal Gafterrohitpr1111No ratings yet
- Obturation and Its TechniquesDocument116 pagesObturation and Its TechniquesMegha GhoshNo ratings yet
- P1 Band Theory of SolidDocument37 pagesP1 Band Theory of SolidMirza MohammadNo ratings yet
- Biochip TechnologyDocument11 pagesBiochip TechnologyNAGARAJU LAKKANo ratings yet
- Kendriya Vidyalaya Sangathan, Chennai Region PRACTICE TEST 2020-2021 Class XIIDocument6 pagesKendriya Vidyalaya Sangathan, Chennai Region PRACTICE TEST 2020-2021 Class XIIRamanKaur100% (1)
- Homework 1 1Document22 pagesHomework 1 1RyanAtkinson0% (1)
- Pemisahan Dan Analisis ProteinDocument77 pagesPemisahan Dan Analisis ProteinEricka PutriNo ratings yet
- Migration ChecklistDocument19 pagesMigration ChecklistAbhishek GuptaNo ratings yet
- 9th Velammal MainDocument192 pages9th Velammal Mainss.brckatpadiNo ratings yet
- MS 1064 - Part 1 PDFDocument35 pagesMS 1064 - Part 1 PDFJohn100% (2)
- WAEC Chemistry Syllabus 2019/2020 - See Current Chemistry Syllabus HereDocument40 pagesWAEC Chemistry Syllabus 2019/2020 - See Current Chemistry Syllabus HereOluwa TussleNo ratings yet
- Sarfusoft 3.1: Instruction ManualDocument47 pagesSarfusoft 3.1: Instruction Manualromario1313No ratings yet
- Jira Instruction Manual - The BasicsDocument71 pagesJira Instruction Manual - The BasicsAlexandru Si Larisa Serb-Alexe100% (1)
- Statics and Dynamics: Assignment 3 Solution (Select Questions Only)Document9 pagesStatics and Dynamics: Assignment 3 Solution (Select Questions Only)Ganga DahalNo ratings yet
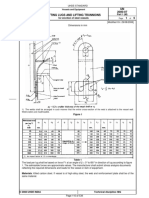
- Lifting Lugs & TrunnionsDocument6 pagesLifting Lugs & TrunnionsDesign polyplastNo ratings yet
- Strengthening Effects and Processing Optimization of Niobium On High-Strength RebarsDocument12 pagesStrengthening Effects and Processing Optimization of Niobium On High-Strength RebarsJJNo ratings yet
- Spe 203929 Pa - ENI - StoneridgeTechnologyDocument16 pagesSpe 203929 Pa - ENI - StoneridgeTechnologyThắng NguyễnNo ratings yet
- Soalan Topikal (PMR)Document54 pagesSoalan Topikal (PMR)Aleeya NatashaNo ratings yet
- Rotary DryerDocument9 pagesRotary DryerKadir EraslanNo ratings yet
- CTSDocument6 pagesCTSNishanth GowdaNo ratings yet
- 2014 KDD PDFDocument10 pages2014 KDD PDFAbhra BasakNo ratings yet
- TS PR Residential SeriesDocument2 pagesTS PR Residential SeriesGégé di TPNo ratings yet
- WinIST Operation ManualDocument163 pagesWinIST Operation ManualKuang Ah HockNo ratings yet
- A List of All Keyboard Shortcuts in Excel .. Description Key Control Key Short CutsDocument8 pagesA List of All Keyboard Shortcuts in Excel .. Description Key Control Key Short CutsSEKHARNo ratings yet
- Inventory of Available Textbooks Containing MELC Grade 4Document54 pagesInventory of Available Textbooks Containing MELC Grade 4racen coyao100% (1)
- Dat Science: CLASS 11: Clustering and Dimensionality ReductionDocument30 pagesDat Science: CLASS 11: Clustering and Dimensionality Reductionashishamitav123No ratings yet
- varlogicNRC12 UserManualDocument56 pagesvarlogicNRC12 UserManualRonald H SantosNo ratings yet