You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- ASSIGNMENT 1 Cad PDFDocument8 pagesASSIGNMENT 1 Cad PDFSasank SaiNo ratings yet
- Asa Mi Asami 1Document35 pagesAsa Mi Asami 1Vikram Ghatge76% (17)
- Numerical ControlDocument30 pagesNumerical ControlSandeep PanditaNo ratings yet
- CNC Basics 2 PDFDocument23 pagesCNC Basics 2 PDFRithwikNo ratings yet
- Exp No 1Document10 pagesExp No 1KRISHNA KANT GUPTANo ratings yet
- Numerical ControlDocument36 pagesNumerical ControlsaishvNo ratings yet
- Numerical Control: Instructor: DR Haris Aziz TA: Mian WasifDocument55 pagesNumerical Control: Instructor: DR Haris Aziz TA: Mian WasifarunNo ratings yet
- Lecture 7 and 8Document23 pagesLecture 7 and 8Philani XabaNo ratings yet
- Numerical ControlDocument58 pagesNumerical Controldineshwin27No ratings yet
- Unit 5 Numerical ControlDocument70 pagesUnit 5 Numerical Controlmsaqibraza93No ratings yet
- Unit - 1 FinalDocument59 pagesUnit - 1 FinalGokulraju RangasamyNo ratings yet
- Unit 4 57 PDFDocument20 pagesUnit 4 57 PDFVimal ZizouNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- Unit 4 Fundamentals of Part Programming: StructureDocument20 pagesUnit 4 Fundamentals of Part Programming: StructureAzaath AzuNo ratings yet
- Module 5 Part ProgranningDocument23 pagesModule 5 Part ProgranningGagan Deep SrinivasNo ratings yet
- CNC Basic & Prog.Document89 pagesCNC Basic & Prog.Christine BrownNo ratings yet
- CAM Assignment 2Document10 pagesCAM Assignment 2Jonathan JulianNo ratings yet
- Computer Numerical Control Programming Basics: DefinitionsDocument8 pagesComputer Numerical Control Programming Basics: DefinitionsActem PmeNo ratings yet
- Cnc-MachinesNC Machines 1.2 CNC Machines 1.3 DNC MachinesDocument39 pagesCnc-MachinesNC Machines 1.2 CNC Machines 1.3 DNC MachinesRohitash TakNo ratings yet
- Unit 3Document17 pagesUnit 3rufeenaNo ratings yet
- Heidenhain Itnc 530 Din IsoDocument675 pagesHeidenhain Itnc 530 Din IsoHoho Hahov0% (1)
- Chapter 2 Part ProgrammingDocument33 pagesChapter 2 Part ProgrammingKarnal 0388No ratings yet
- Lec.04 Programming of Manufacturing CellsDocument25 pagesLec.04 Programming of Manufacturing CellsAmer Abd EL-hkimNo ratings yet
- Lecture 7 - Numerical Control - CH 7Document25 pagesLecture 7 - Numerical Control - CH 7RaghuNo ratings yet
- CNC Machine Programming CourseDocument33 pagesCNC Machine Programming CourseHemant MeenaNo ratings yet
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- BHBDocument753 pagesBHBJohnny SpearsNo ratings yet
- Chapter 8 B GrooverDocument18 pagesChapter 8 B GrooverRizwanNadeemNo ratings yet
- CNC ProgrammingDocument75 pagesCNC ProgrammingQutayba YaseenNo ratings yet
- NC CNC DNC FMS TheoryDocument21 pagesNC CNC DNC FMS Theorykamleshyadavmoney100% (1)
- Numerical Control PDFDocument23 pagesNumerical Control PDFmishari67% (3)
- CNC Part ProgrammingDocument17 pagesCNC Part ProgrammingGptc ChekkanuraniNo ratings yet
- Customer Brochure 828D M EDocument4 pagesCustomer Brochure 828D M Ejyoti cncNo ratings yet
- ME0423Document40 pagesME0423Dinesh Kumar JdNo ratings yet
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith RajendraprasadNo ratings yet
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- MT Ii Unit VDocument73 pagesMT Ii Unit VRavigggNo ratings yet
- AME - M2 Ktunotes - inDocument35 pagesAME - M2 Ktunotes - inlijinthomasNo ratings yet
- CNC MachineDocument21 pagesCNC MachineKuhely GhoshNo ratings yet
- CNC 5TH SemDocument8 pagesCNC 5TH SemdibyenindusNo ratings yet
- Cim Lab ManualDocument51 pagesCim Lab ManualYashas0% (1)
- Part Program NotesDocument18 pagesPart Program NotesRakshith B Industrial EngineeringNo ratings yet
- Numerical ControlDocument52 pagesNumerical ControlmishariNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument143 pagesCh-11 NC CNC DNC FMS Automation and RoboticsShafiq AhmadNo ratings yet
- Heidenhain TNC620Document467 pagesHeidenhain TNC620Laurentiu Zavod0% (1)
- Introduction To CNC MachineDocument5 pagesIntroduction To CNC MachineRik ChattopadhyayNo ratings yet
- Implementation of Web-Based NC Postprocessor Builder: Gab-Sang RyuDocument9 pagesImplementation of Web-Based NC Postprocessor Builder: Gab-Sang Ryualisal_teaNo ratings yet
- CNC Lathe2Document41 pagesCNC Lathe2Ruby SmithNo ratings yet
- CNC NotesDocument55 pagesCNC NotesFRANCIS THOMASNo ratings yet
- Digital Differential AnalyzerDocument53 pagesDigital Differential AnalyzerAbin PmNo ratings yet
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- 08 CNC and GcodeDocument76 pages08 CNC and Gcodeipasrl.guestNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument143 pagesCh-11 NC CNC DNC FMS Automation and RoboticsshafiqNo ratings yet
- Experiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingDocument4 pagesExperiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingVitalian KelechiNo ratings yet
- CNC Machines and AutomationDocument7 pagesCNC Machines and Automationjai_verma143No ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- NC ProgrammingDocument23 pagesNC ProgrammingAkash Byju100% (1)
- Department of Mechanical Engineering Iit Madras: NC MachineDocument6 pagesDepartment of Mechanical Engineering Iit Madras: NC MachineLee RockNo ratings yet
- Safety Guidance For Roller Shutter or Other Industrial DoorsDocument3 pagesSafety Guidance For Roller Shutter or Other Industrial DoorsKeshav Arote100% (1)
- Recid THPR Subid Subject Year Course Shift DivDocument24 pagesRecid THPR Subid Subject Year Course Shift DivKeshav AroteNo ratings yet
- E Filing PresentationDocument14 pagesE Filing PresentationKeshav AroteNo ratings yet
- Amrutvahini Polytechnic, Sangamner: Subject: Design of Machine ElementsDocument2 pagesAmrutvahini Polytechnic, Sangamner: Subject: Design of Machine ElementsKeshav AroteNo ratings yet
- UC3844B, UC3845B, UC2844B, UC2845B High Performance Current Mode ControllersDocument20 pagesUC3844B, UC3845B, UC2844B, UC2845B High Performance Current Mode Controllers田忠勇No ratings yet
- Name Synopsis DescriptionDocument2 pagesName Synopsis DescriptionNicolas Fernando Schiappacasse VegaNo ratings yet
- Worksheet 1.1 DBMS by SHVETA RATTANPALDocument10 pagesWorksheet 1.1 DBMS by SHVETA RATTANPALmd alamNo ratings yet
- Avn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01Document2 pagesAvn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01MinaSaeedNo ratings yet
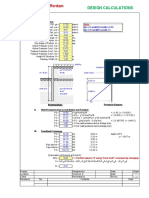
- Sheet Pile at CofferdamDocument2 pagesSheet Pile at CofferdamMarjun SuperalesNo ratings yet
- DLL Math 10 Q2 D2Document4 pagesDLL Math 10 Q2 D2Carmina DuldulaoNo ratings yet
- Wizardiaoan Liber DCLXVI Satan Part 1Document31 pagesWizardiaoan Liber DCLXVI Satan Part 1APCUSP22084No ratings yet
- Query Optimization in Object Oriented Databases Through Detecting Independent SubqueriesDocument5 pagesQuery Optimization in Object Oriented Databases Through Detecting Independent Subquerieseditor_ijarcsseNo ratings yet
- Presentation On: Certified Welding Inspector (CWI)Document36 pagesPresentation On: Certified Welding Inspector (CWI)ssharma9742No ratings yet
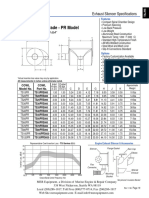
- TS PR Residential SeriesDocument2 pagesTS PR Residential SeriesGégé di TPNo ratings yet
- Process Control and Instrumentation: B. Tech. Seventh Semester (Chemical Engineering) (C.B.S.)Document2 pagesProcess Control and Instrumentation: B. Tech. Seventh Semester (Chemical Engineering) (C.B.S.)artiNo ratings yet
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- Tutorial I2 - BeamDocument14 pagesTutorial I2 - BeamAna MartinezNo ratings yet
- Handy Write Lessons 1Document11 pagesHandy Write Lessons 1yogurtofdeath100% (1)
- 0162 MDA Phase I SBIR Final Report (Combined)Document168 pages0162 MDA Phase I SBIR Final Report (Combined)Rok EyNo ratings yet
- Book List FALL 10Document1 pageBook List FALL 10-Owen ToyoNo ratings yet
- Assembly LanguageDocument7 pagesAssembly LanguageFranchezka YuNo ratings yet
- Spe 203929 Pa - ENI - StoneridgeTechnologyDocument16 pagesSpe 203929 Pa - ENI - StoneridgeTechnologyThắng NguyễnNo ratings yet
- DM Manual DoshionDocument111 pagesDM Manual Doshionace-winnie75% (4)
- Pushdown Automata: CIS 5513 - Automata and Formal Languages - Pei WangDocument24 pagesPushdown Automata: CIS 5513 - Automata and Formal Languages - Pei WangChristian JesusNo ratings yet
- Java Programming 2-2: Java Class Design - Abstract Classes Practice ActivitiesDocument2 pagesJava Programming 2-2: Java Class Design - Abstract Classes Practice ActivitiesRamadhani AKNo ratings yet
- QTDA Su Kien - Chapter 6Document9 pagesQTDA Su Kien - Chapter 6Nguyên TrươngNo ratings yet
- A Preliminary Acoustical Study of Some Old Temples in Vadodara PDFDocument9 pagesA Preliminary Acoustical Study of Some Old Temples in Vadodara PDFiaetsdiaetsd100% (2)
- Kinetics in Continuous FermentationDocument13 pagesKinetics in Continuous FermentationSathya SwadishNo ratings yet
- 3.12 Hess's Law: Independent of The Route by Which The Chemical Change Takes PlaceDocument7 pages3.12 Hess's Law: Independent of The Route by Which The Chemical Change Takes PlacePedro Moreno de SouzaNo ratings yet
- Ecma 116Document203 pagesEcma 116egonrathNo ratings yet
- Coingecko Api: The World'S Most Comprehensive Cryptocurrency DataDocument13 pagesCoingecko Api: The World'S Most Comprehensive Cryptocurrency Datamas gantengNo ratings yet
- 2 - 2 - Introduction Tutorial PDFDocument16 pages2 - 2 - Introduction Tutorial PDFRaghavendra NegiNo ratings yet
- TE - Internship Report TanviDocument31 pagesTE - Internship Report TanviDARSHAN JADHAVNo ratings yet
- Experiment 4Document2 pagesExperiment 4DARREN JOHN MUUWILNo ratings yet