July 1978
‘Stee Sars
Hot Rolled Squares
for Special Purpose
Dimensions, Permissible Deviations on Dimension and Form
‘Stabstanl, Wormgewatrter Vierkantstahl far besondere Verwendung: Masse, ruléstige Matt- und Formabrrtichungen
Oimensions in mm
1 Scope
‘This Standard applies to hot rolled squares intended for special purpore (e.g. for further processing by drawing,
for manufacture of chains etc.) in straight bars of 17 to 103 mm side length made from the steel grades listed in
Section 4.
2 Designations
Lie
Designation of hot rolled squares With # tise length 2 = 23 mm made from a steel with the code number St 41-3
#88, the materiat pumber 1.0219 according to DIN 17 195:
Square DIN 1014 —St 41-3—23
or Square DIN 1014 = 1.0219 ~ 23
Instead of the denomination “square” the abbreviation “aki” secording to OIN 1383 Part 2 may be used,
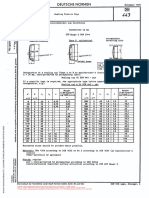
3 Dimensions and permissible deviations on dimension and form
3.1. Side lengths
3.1.1 The side lengths included in this Standard and the permissibie deviations on them are given in Table 1.
‘Table 1. Side length, permissible Ceviations, cross-section, weight and surface area
1} The side lengths in Brackets should be avoided 25 far 28 possible,
2) See Section 5
3.1.2 Aroundingoff of the edges r as given in Table 2
is permissible for hot rolled squares according to this
Standard.
Table 2. Permissible rounding-off of the edges r
3.1.3. The difference between the two diagonals of a
given cross-section shall not exceed 4%; the rounding-off
of the edges r shall be taken into sccount in determining
this,
3.2 Straightness
The permissible deviations as given in Table 3 apply for
straightness of squares according to this Standard,
tb
‘Table 3. Permissible deviations trom the straightness
More stringent requirements on straightness shat! be
wgreed when ordering.
4 Material
{According to this Standard shall be manufactured
for preference from the steel graces according to
DIN 1651, DIN 17100, DIN 17 115, DIN 17200 and
DIN 17210.
‘The required steel grade shail be specified in the
designation.
S Weight
‘The weight given in Table 1 has been calculated on the
basis of a density of 7.85 kg/dm®. In the case of alloy
steels the density specified in the appropriate quality
standards should be uted for the weight eaiculation,
6 Mode of delivery
6.1. The data on lengths given in Table 4 spply to the
Gelivery of hot rolled squares according to this Stendard.
6.2 When ordering by weight, the length may vary
between maximum and minimum dimensions specified
for manufacturing lengths,
6.3. Example of order,
100 t of hot roited squares of side length = 23 mm
made from steel with the code number St 41-3 08 the
material number 1.0219 secording to DIN 17 115 in
manufacturing lengths:
100 t Square DIN 1014 —St 41-3 — 23
or 100 t Square DIN 1014 — 1.0219 — 23
7 Testing for accuracy to size
7.1 Extent of testing
‘The number of bars which shail be tested for accuracy to
size Dy mesturements at the manufacturer's works
prior to Gespatch shall be agreed when ordering.
7.2 Testing procedure
7.2.1 The side length according 10 Section 3.1 shall be
measured at least 160 mm from the end of the bars when
manufacturing lengths are supplied, and at any point
when fixed or exact lengths are supplied.
7.2.2 When testing the straightness according to
Section 3.2, the dimension ¢ shall be measured over the
full length of the bar, aes
6000 512000
6000 512000
3000 3 9000
3000 3 9000
£100 preterred:
250.2 26,£ 10,52) | peemissibie deviation in mm
1) Enquiries should be made to the manufacturer es to whether shorter of longer lengths can be wpplied.
2} Squares can also be supplied in limited manufacturing lengths with 3 length range to be stated when ordering,
“The span between the shortest and longett length in this range must be at least 2000 mm (
2} The total spans for the permissibie deviations may, by agreement, be arranged enticely On the plus side,
2g. 7 2 (instesd of 2 100) in the cate of fixed lengths oF
DIN 1014 Part2 Page a
(6000 to 8000).
* §P instead of 2 25) in the case of exact lengths,
Explanations
In conjunetion with the negotiations on the revision of
Euronorm 59 — Hot rolied squares for general purpove
DIN 1024 (October 1963 issue) has also been revised.
A predominant consideration wes the éxtent to which
it whould be postible to reduce the number of
standardized side lengths. The bacis of the discussions
‘was the statistics on ordered and delivered quantities in
recent years and the content of the international standards,
‘The scope of Euronorm 89 and alto of ISO Recommen:
dation ISO R 1035/II (March 1969 issue, currently being
revised) covers only hot rolled squares for general
purpose, whereas DIN 1014 tormeriy covered #
imensions. .2. used for various spplicitions. To provide
comparability with the international regulations and to
{ive curtomers a better view of supply pombilities, the
DIN Standard has been divided, with the agreement of
al! the German bodies represented, into # Part 1 = Hot
rolled squares for genersi purpose — and a Part 2 — Hot
rolied squares for soecial purpose (€.. for furtner process:
ing by drawing, for chain manufacture ete.). DIN 1014
Part I theretore in naw civectly comparable with the inser-
ational standards, but there #e still ng international
sequlations for squares for special purpose,
‘The October 1863 ise of BIN 1014 contained G2 side
lengths. Of nese the following 17 dimensions have been
deleted
Part 1 covers 29 side lengths, which alto appea? in the
new issue of Euronorm 59 (1977) with the exception
‘of the nominal dimensions 15 ~ 19 = 28 ~ 65 and
110 mm. A further 16 side lengths for special purpose
are standardized in Part 2.
In Part 1, the nominal dimensions have been subcivided
into Series A and B. The side lengths in Series A
‘should be ordered for preterence. The dimensions in
Series B are used to a lesser extent and in some cores
they will require longer delivery dates.
In addition, the following amendments and additions
have been made compared with the October 1963 iswe:
1, Provision of maximum values for the difference in
‘the length of the two diagonals (i, limitation of the
aviations from the exact square cross-section);
2. Specification of maximum valves for twist in the exe
‘of squares for general purpose (experience will have
to be acquiced as to the messurability of these form
deviations:
42. Extention of the provisions on the peemissibie
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Din 443 PDFDocument1 pageDin 443 PDFLuciano Fontes100% (1)
- Din 3963 PDFDocument18 pagesDin 3963 PDFLuciano Fontes0% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Din 5401-1 PDFDocument7 pagesDin 5401-1 PDFLuciano FontesNo ratings yet
- Din 7168 PDFDocument8 pagesDin 7168 PDFLuciano FontesNo ratings yet
- Din 17671Document0 pagesDin 17671Niculescu Marian50% (2)
- Din 17223-2 PDFDocument9 pagesDin 17223-2 PDFLuciano FontesNo ratings yet
- DIN 2391-2393 - Composição e Resistência Mecânica PDFDocument4 pagesDIN 2391-2393 - Composição e Resistência Mecânica PDFLuciano FontesNo ratings yet
- Din 5401 PDFDocument12 pagesDin 5401 PDFLuciano FontesNo ratings yet
- Din 1693Document11 pagesDin 1693vitor7hugo100% (3)
- Din 934Document0 pagesDin 934mjinspectorNo ratings yet
- Norma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesDocument13 pagesNorma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesJuan Rivera100% (1)
- Cagcelik Kesit ToleransiDocument4 pagesCagcelik Kesit ToleransiAnonymous ep7LE5ZdP5No ratings yet
- Din 509 PDFDocument6 pagesDin 509 PDFLuciano FontesNo ratings yet
- Din 267-24 PDFDocument7 pagesDin 267-24 PDFLuciano FontesNo ratings yet
- Din 509Document6 pagesDin 509Luciano FontesNo ratings yet
- Din 470 PDFDocument6 pagesDin 470 PDFLuciano FontesNo ratings yet
- Din 267-24Document7 pagesDin 267-24Luciano FontesNo ratings yet