You might also like
- How To Write Standard Operating ProcedureDocument11 pagesHow To Write Standard Operating ProcedureFord KatimNo ratings yet
- Angle Grinder SopDocument2 pagesAngle Grinder SopFord Katim33% (3)
- Casting DefectDocument8 pagesCasting DefectlabregopalNo ratings yet
- Weld Inspection ReportDocument5 pagesWeld Inspection ReportFord Katim100% (2)
- How To Fix A Washing Machine: 9 Common Problems: Attempting RepairsDocument6 pagesHow To Fix A Washing Machine: 9 Common Problems: Attempting RepairsLouieGonzalesNo ratings yet
- Megasquirt-3 Setting Up MS3 1.3.xDocument156 pagesMegasquirt-3 Setting Up MS3 1.3.xSergio BurdínNo ratings yet
- Wind Actions To en 1991-1-4 (2005)Document19 pagesWind Actions To en 1991-1-4 (2005)GoranPerovic100% (1)
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekNo ratings yet
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Cooling Thesis PDFDocument60 pagesCooling Thesis PDFAudel Albarrán CNo ratings yet
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- 10 - Destructive and Non-Destructive Tests Os WeldsDocument20 pages10 - Destructive and Non-Destructive Tests Os WeldsRamu Amara0% (1)
- Defects AND DiscontinuitiesDocument49 pagesDefects AND DiscontinuitiesMetalAnand ChelliahNo ratings yet
- The Development of The Surface Finish StandardDocument7 pagesThe Development of The Surface Finish StandardSunilNo ratings yet
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- Spare Parts Catalog: 6 WG 190 (Current Date: 23.11.2012) Material Number: 4657.026.105Document83 pagesSpare Parts Catalog: 6 WG 190 (Current Date: 23.11.2012) Material Number: 4657.026.105bercketowzhenya100% (1)
- Pipe WeldingDocument13 pagesPipe WeldingFord Katim100% (4)
- DefectologyDocument91 pagesDefectologySivasankaran Raju100% (6)
- (A Division of Ba'Amer Trading & Cont. Est) : Cable Management SystemDocument136 pages(A Division of Ba'Amer Trading & Cont. Est) : Cable Management SystemDaniyal ParvezNo ratings yet
- HDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelSam Samuelson100% (1)
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- Condenser Cladding InfoDocument37 pagesCondenser Cladding Infoabhishe_reenaNo ratings yet
- Weldability: Introduction and Factor Affecting ItDocument15 pagesWeldability: Introduction and Factor Affecting ItAnant Ajithkumar100% (2)
- Cloud & Pour PointsDocument9 pagesCloud & Pour PointsMuhammed Fuad100% (1)
- InsulationDocument2 pagesInsulationNavneet MukeshNo ratings yet
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- KCCCerak WoolDocument68 pagesKCCCerak WoolSamar Rashid0% (1)
- Installation ManualDocument20 pagesInstallation ManualHasan GüleryüzNo ratings yet
- ChipBlaster EV-2000 Service ManualDocument29 pagesChipBlaster EV-2000 Service Manualfixture DeptNo ratings yet
- Sprinkler Irrigation Report PDFDocument10 pagesSprinkler Irrigation Report PDFXie Lu100% (2)
- Pin Brazing ManualDocument24 pagesPin Brazing ManualXiaohua ChenNo ratings yet
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanNo ratings yet
- BergerMasterFile PDFDocument74 pagesBergerMasterFile PDFSumanta RoyNo ratings yet
- ASTM D7765 - Foundary Sand For EmbankmentDocument4 pagesASTM D7765 - Foundary Sand For EmbankmentAnantNo ratings yet
- How To Create Pid: Yohanneti RWH Process EngineerDocument22 pagesHow To Create Pid: Yohanneti RWH Process Engineeryohanneti rwhNo ratings yet
- Rust-O-Cap FC: Technical DataDocument1 pageRust-O-Cap FC: Technical DataGunjan GaganNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- A F E S: Process Piping 670.200Document17 pagesA F E S: Process Piping 670.200puwarin najaNo ratings yet
- Steel Castings, General Requirements, For Pressure-Containing Parts'Document14 pagesSteel Castings, General Requirements, For Pressure-Containing Parts'amerNo ratings yet
- Galvanizing Defects RectificationsDocument28 pagesGalvanizing Defects RectificationslakshanNo ratings yet
- Welding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureDocument41 pagesWelding: Welding Is A Process of Metal Joining by Applying Heat and Sometime PressureJith Viswa100% (1)
- Pin BrazingDocument8 pagesPin Brazingmayav1No ratings yet
- ASTM C-1306 - Standard Method For Hydrostatic Pressure Resistance of A Liquid-Applied Waterproofing Membrane PDFDocument3 pagesASTM C-1306 - Standard Method For Hydrostatic Pressure Resistance of A Liquid-Applied Waterproofing Membrane PDFLeonardo Otto CoutinhoNo ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Heat Treatment ProcessDocument4 pagesHeat Treatment ProcessSuhaib AshrafNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- Hydrotest WaiverDocument4 pagesHydrotest Waiverbidyut100No ratings yet
- Cylinder Block - Repair ProcedurDocument34 pagesCylinder Block - Repair Procedurfebri yulianto100% (1)
- Multiple Use Mold Casting ProcessesDocument16 pagesMultiple Use Mold Casting ProcessesAMIRHUSAIN MOMINNo ratings yet
- Weld Profiles - AWS D1.1 D1.1M-2010Document1 pageWeld Profiles - AWS D1.1 D1.1M-2010gigiphiNo ratings yet
- Weld Built-Up ProcedureDocument1 pageWeld Built-Up ProcedureMohd Shafuaaz KassimNo ratings yet
- Almona PP R Catalog Full PDFDocument29 pagesAlmona PP R Catalog Full PDFFirst LastNo ratings yet
- Working Drawing and Welding SymbolsDocument21 pagesWorking Drawing and Welding SymbolssarathNo ratings yet
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 pagesEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441No ratings yet
- Saes A 004 HT WaiverDocument1 pageSaes A 004 HT WaiverSOWJANYA KIRANKUMARNo ratings yet
- ARTICLE - Destructive Testing Basics (2012)Document4 pagesARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- HVOF Solutions GB1Document16 pagesHVOF Solutions GB1Adhi NugrohoNo ratings yet
- VT Acceptance Criteria Vs ASMEDocument1 pageVT Acceptance Criteria Vs ASMEAnonymous EkfqSPNo ratings yet
- Interthane 990 Test Data PDFDocument2 pagesInterthane 990 Test Data PDFImam Situmeang100% (2)
- Astm A193/a 193MDocument13 pagesAstm A193/a 193MCLEMENTNo ratings yet
- Hot Chamber Die Casting ProcessDocument1 pageHot Chamber Die Casting ProcessNordiana IdrisNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument4 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- WeldDocs WPSDocument2 pagesWeldDocs WPSMDSIKKU_2005No ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
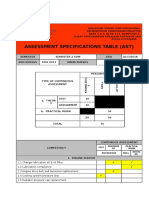
- Table 3 - Diploma Projek Tahun Akhir 2Document4 pagesTable 3 - Diploma Projek Tahun Akhir 2Ford KatimNo ratings yet
- Table 3 - Diploma Projek Tahun Akhir 1Document4 pagesTable 3 - Diploma Projek Tahun Akhir 1Ford KatimNo ratings yet
- Welding BayDocument1 pageWelding BayFord KatimNo ratings yet
- Chapter OneDocument71 pagesChapter OneFord KatimNo ratings yet
- Ast Mta 2013 LatestDocument2 pagesAst Mta 2013 LatestFord KatimNo ratings yet
- Exercise 9 Welding SymbolsDocument5 pagesExercise 9 Welding SymbolsFord KatimNo ratings yet
- Deciphering Weld SymbolsDocument11 pagesDeciphering Weld SymbolsAhmad Reza AtefNo ratings yet
- Kertas Kerja ViDocument8 pagesKertas Kerja ViFord KatimNo ratings yet
- Borang Rumusan Markah Mtk202 Sem2 2013Document4 pagesBorang Rumusan Markah Mtk202 Sem2 2013Ford KatimNo ratings yet
- 2-4 Calibration2Document8 pages2-4 Calibration2Ford KatimNo ratings yet
- Format Borang Kehadiran PelajarDocument34 pagesFormat Borang Kehadiran PelajarFord KatimNo ratings yet
- Negeri Sembilan Addmaths (P1 - Ans)Document6 pagesNegeri Sembilan Addmaths (P1 - Ans)Ford KatimNo ratings yet
- Checklist FolioDocument8 pagesChecklist FolioFord KatimNo ratings yet
- Gas Cutting EquipmentDocument92 pagesGas Cutting EquipmentFord KatimNo ratings yet
- Seri Gading Sdn. BHD Jadual Produk (JUTA) - Tahun 2007: DisemberDocument1 pageSeri Gading Sdn. BHD Jadual Produk (JUTA) - Tahun 2007: DisemberFord KatimNo ratings yet
- Welding of Stainless SteelsDocument8 pagesWelding of Stainless SteelsFord KatimNo ratings yet
- Numerical Simulation of Masonry Structures Based On ANSYS Contact AnalysisDocument13 pagesNumerical Simulation of Masonry Structures Based On ANSYS Contact AnalysisOktayNo ratings yet
- Physics Practical FormulasDocument2 pagesPhysics Practical FormulasPeanut Gamer0% (1)
- Checklist Motor NeoDocument2 pagesChecklist Motor Neoguilherme silva moreiraNo ratings yet
- Rust Prevention For Parts in Shipment PDFDocument2 pagesRust Prevention For Parts in Shipment PDFAnonymous alQXB11EgQNo ratings yet
- 052CDMDS20210324Document50 pages052CDMDS20210324mahmuda levianiNo ratings yet
- SR100 Series Service Regulators: Technical BulletinDocument6 pagesSR100 Series Service Regulators: Technical BulletinDavidNo ratings yet
- RanchoSuspension MyrideDocument4 pagesRanchoSuspension MyrideLongkou MatoNo ratings yet
- 03 KNCS-N PDFDocument10 pages03 KNCS-N PDFDiómedes MarcondesNo ratings yet
- (Sunaryati & Nidiasari) ANALISIS JARAK DILATASI Bangunan Ber-Layout L Dan Perhitungan Penulangan Elemen Balok Dan Kolom Disekitar DilatasiDocument24 pages(Sunaryati & Nidiasari) ANALISIS JARAK DILATASI Bangunan Ber-Layout L Dan Perhitungan Penulangan Elemen Balok Dan Kolom Disekitar DilatasiOyon AhmadNo ratings yet
- Submittal Asd872aDocument9 pagesSubmittal Asd872ajibanez003No ratings yet
- Kaydon KC-30 Turbo-TOC® Turbine Oil Conditioning SystemDocument2 pagesKaydon KC-30 Turbo-TOC® Turbine Oil Conditioning Systemherysyam1980No ratings yet
- 9661B 000 JSD 1900 911 - RCDocument38 pages9661B 000 JSD 1900 911 - RCSasidhar ThamilNo ratings yet
- Cong Nghe Che Tao May-2022 - enDocument270 pagesCong Nghe Che Tao May-2022 - enAll Du DUNo ratings yet
- SJ-20110104162043-001-ZXDU68 T601 (V5.0R01M01) DC Power System Quick Installation & Commissioning Guide PDFDocument4 pagesSJ-20110104162043-001-ZXDU68 T601 (V5.0R01M01) DC Power System Quick Installation & Commissioning Guide PDFAbdus SalamNo ratings yet
- Noise Reduction in Ultrasonic Gas Flow MeasurementDocument9 pagesNoise Reduction in Ultrasonic Gas Flow MeasurementyasminaNo ratings yet
- 01 Kernsmethod 150909121926 Lva1 App6892 PDFDocument45 pages01 Kernsmethod 150909121926 Lva1 App6892 PDFPenjual AirNo ratings yet
- Types of Ignition Systems in Ic EngineDocument18 pagesTypes of Ignition Systems in Ic EngineManish SitlaniNo ratings yet
- Manual Skoda Octavia 1,9 50kWDocument78 pagesManual Skoda Octavia 1,9 50kWCornea Horatiu SebastianNo ratings yet
- Danfoss 2Document10 pagesDanfoss 2Stacy WilsonNo ratings yet
- M062210 Tech SpecDocument1 pageM062210 Tech SpecRaphael LinoNo ratings yet
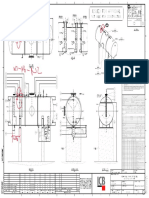
- Mec-02-3223-13-04-R03 - B (V-1324) (Adf Comments) PDFDocument1 pageMec-02-3223-13-04-R03 - B (V-1324) (Adf Comments) PDFAgustín DomínguezNo ratings yet
- Annexure IvDocument2 pagesAnnexure IvPRUTHWIRAJ DAS [पृथ्वीराज दास]No ratings yet