You might also like
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- An Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalDocument5 pagesAn Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalKhin Aung ShweNo ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziNo ratings yet
- Astm A276-06Document7 pagesAstm A276-06NadhiraNo ratings yet
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- Astm E407Document21 pagesAstm E407Chan UeiNianNo ratings yet
- 1757 1988Document4 pages1757 1988Ramesh BNo ratings yet
- Is 5334 PDFDocument7 pagesIs 5334 PDFNav TalukdarNo ratings yet
- Cast Alloy Steel Spec Ensures WeldabilityDocument6 pagesCast Alloy Steel Spec Ensures WeldabilityarunrathikaNo ratings yet
- Astm B335-08Document4 pagesAstm B335-08Srinivasan KrishnamoorthyNo ratings yet
- Types of Machining Fixtures and Their UsesDocument2 pagesTypes of Machining Fixtures and Their UsesgeraldNo ratings yet
- Iso Metric 32Document2 pagesIso Metric 32rahul caddNo ratings yet
- Ilicore: 4-Ch Drive +power Controller For Portable CD D5901Document16 pagesIlicore: 4-Ch Drive +power Controller For Portable CD D5901vetchboyNo ratings yet
- Thermal Spray Coating Testing GuideDocument45 pagesThermal Spray Coating Testing GuideNgo BinhNo ratings yet
- Trim Material Valve PlugDocument4 pagesTrim Material Valve Plugalexmontell100% (1)
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- A319Document2 pagesA319malika_000% (1)
- ASTM C133 Test Methods For Cold Crushing Strength and Modulus of Rupture of RefractoriesDocument1 pageASTM C133 Test Methods For Cold Crushing Strength and Modulus of Rupture of RefractoriesAmanda Ariesta Aprilia0% (2)
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- E1009Document4 pagesE1009sumedh11septNo ratings yet
- Astm A 1054-07Document4 pagesAstm A 1054-07Keven Montgemry100% (1)
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- इंटरनेट मानक में जानकारी का अधिकारDocument15 pagesइंटरनेट मानक में जानकारी का अधिकारSelvaraji Muthu50% (2)
- Astm E10 2001 PDFDocument9 pagesAstm E10 2001 PDFSofiaJabadanEspulgarNo ratings yet
- Australian Standard®Document10 pagesAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Standard Test Method For Short Rod Fracture Toughness of Cemented CarbidesDocument8 pagesStandard Test Method For Short Rod Fracture Toughness of Cemented CarbidesJohan GómezNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- JIS5402 For FRC Rooftile PDFDocument5 pagesJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngNo ratings yet
- En 13920-2015Document8 pagesEn 13920-2015mihaiNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Astm B575Document5 pagesAstm B575Jota JacquesNo ratings yet
- Specification for Seamless Red Brass PipeDocument8 pagesSpecification for Seamless Red Brass PipeVCNo ratings yet
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- Dimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardDocument77 pagesDimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardPankaj PatilNo ratings yet
- Test Report Summary - Coating Thickness 0.00016 InchesDocument2 pagesTest Report Summary - Coating Thickness 0.00016 InchesSrinivasa RaghavanNo ratings yet
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocument1 pageTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdNo ratings yet
- Sae J58-2015Document9 pagesSae J58-2015levanhuongNo ratings yet
- Balancing of Shaft CouplingsDocument5 pagesBalancing of Shaft CouplingsSulagna Roy100% (1)
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- BS 1936-2 1991Document16 pagesBS 1936-2 1991Jonicus-DextoreNo ratings yet
- Tigweldarc Alloys: Certification of TestsDocument1 pageTigweldarc Alloys: Certification of TestsArunNo ratings yet
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFDocument2 pagesISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFWega Wahyu100% (2)
- CASNUBDocument38 pagesCASNUBGajendra Kumar Verma100% (1)
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- Rr212403 Automobile Engineering DrawingDocument4 pagesRr212403 Automobile Engineering DrawingSrinivasa Rao GNo ratings yet
- Stainless steel tubing specificationDocument2 pagesStainless steel tubing specificationTuấn Dương QuốcNo ratings yet
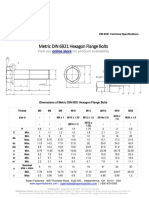
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- Asme Section Ii A-2 Sa-451 PDFDocument6 pagesAsme Section Ii A-2 Sa-451 PDFAnonymous GhPzn1xNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Engine Assembly-Repair ProcedurDocument24 pagesEngine Assembly-Repair Procedurfebri yuliantoNo ratings yet
- Chevy Optra 2 0 PDFDocument91 pagesChevy Optra 2 0 PDFguillermoal539No ratings yet
- Engine Overhauling AssignmentDocument11 pagesEngine Overhauling AssignmentSabeeh Safdar100% (1)
- Range Rover Manual Suspension PDFDocument14 pagesRange Rover Manual Suspension PDFsleepyninjitsuNo ratings yet
- Printed cylinder head and head cover parts listDocument875 pagesPrinted cylinder head and head cover parts listfebri yuliantoNo ratings yet
- Engine Assembly-Repair ProcedurDocument24 pagesEngine Assembly-Repair Procedurfebri yuliantoNo ratings yet
- Electrical Color CircuitDocument1 pageElectrical Color Circuitfebri yuliantoNo ratings yet
- Engine Assembly-Repair ProcedurDocument24 pagesEngine Assembly-Repair Procedurfebri yuliantoNo ratings yet
- Electrical Color CircuitDocument1 pageElectrical Color Circuitfebri yuliantoNo ratings yet
- D155a-6 Omm Pen00319-00Document343 pagesD155a-6 Omm Pen00319-00Sang Sang Barongan88% (17)
- Cylinder Head Assembly - Repair ProcedurDocument22 pagesCylinder Head Assembly - Repair Procedurfebri yuliantoNo ratings yet
- Rogers Lacaze Case InfoDocument1 pageRogers Lacaze Case InfomakeawishNo ratings yet
- Elah'Im CultureDocument60 pagesElah'Im CultureRichard David DellermanNo ratings yet
- TCS L6 ActsDocument7 pagesTCS L6 ActsBhebz Erin MaeNo ratings yet
- Demolition and excavation worksDocument30 pagesDemolition and excavation worksHafizan Hanafiah100% (3)
- AJPMenu Bar MCQDocument8 pagesAJPMenu Bar MCQAkNo ratings yet
- LOGIK Fridge Freezer With Water Dispenser LSD55W18 ManualDocument20 pagesLOGIK Fridge Freezer With Water Dispenser LSD55W18 Manualfbunt2777No ratings yet
- Colossians 1Document1 pageColossians 1aries john mendrezNo ratings yet
- Palm Kernel Reinforced Composites for Brake Pad ApplicationsDocument18 pagesPalm Kernel Reinforced Composites for Brake Pad ApplicationsSachin SukumaranNo ratings yet
- 65-1-3-D MathematicsDocument8 pages65-1-3-D MathematicsRohan YadavNo ratings yet
- Manual vs Air Rotor Stripping SEM EvaluationDocument8 pagesManual vs Air Rotor Stripping SEM Evaluationlocos3dNo ratings yet
- Eriopon R LiqDocument4 pagesEriopon R LiqsaskoNo ratings yet
- Analisis Semiotika Pada Cover Novel Trilogi Karya Vira SafitriDocument9 pagesAnalisis Semiotika Pada Cover Novel Trilogi Karya Vira SafitridedydoankNo ratings yet
- DH - Shafira Herowati F - 1102017213Document38 pagesDH - Shafira Herowati F - 1102017213Shafira HfNo ratings yet
- Paratech Brochures RSSDocument12 pagesParatech Brochures RSSTatiana Andrea Carvajal GutierrezNo ratings yet
- Ergonomía y Normatividad en 3Document5 pagesErgonomía y Normatividad en 3Rogers DiazNo ratings yet
- Negros IslandDocument18 pagesNegros IslandGrace AmaganNo ratings yet
- UX5HPDocument2 pagesUX5HPNazih ArifNo ratings yet
- Creative 2nd QuarterDocument6 pagesCreative 2nd QuarterJanice CordovaNo ratings yet
- Owner'S Manual: Dell Poweredge T110 Ii SystemsDocument130 pagesOwner'S Manual: Dell Poweredge T110 Ii SystemsDonNo ratings yet
- Valvula Contrabalance CBV1 10 S O A 30Document21 pagesValvula Contrabalance CBV1 10 S O A 30Judith Daza SilvaNo ratings yet
- Solution Map For Mining ppt3952 PDFDocument29 pagesSolution Map For Mining ppt3952 PDFHans AcainNo ratings yet
- Class9-NTSE MATH WORKSHEETDocument4 pagesClass9-NTSE MATH WORKSHEETJeetu RaoNo ratings yet
- PHL Ad 17 01 Operationalguidance 2017 Eng Ops Manual Adolescent Health Development ProgramDocument111 pagesPHL Ad 17 01 Operationalguidance 2017 Eng Ops Manual Adolescent Health Development ProgramJoanne G Haw GetidaNo ratings yet
- MATH 499 Homework 2Document2 pagesMATH 499 Homework 2QuinnNgo100% (3)
- Nitrogen CycleDocument15 pagesNitrogen CycleKenji AlbellarNo ratings yet
- TrigonometryDocument3 pagesTrigonometryCaro Kan LopezNo ratings yet
- Arizona State University DissertationsDocument5 pagesArizona State University Dissertationshoffklawokor1974100% (1)
- Kendriya Vidyalaya Sangathan: Observation & ReportingDocument6 pagesKendriya Vidyalaya Sangathan: Observation & ReportingSravan KumarNo ratings yet
- COLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORDocument1 pageCOLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORss bbNo ratings yet
- Phillips Petroleum Co. v. Mississippi, 484 U.S. 469 (1988)Document21 pagesPhillips Petroleum Co. v. Mississippi, 484 U.S. 469 (1988)Scribd Government DocsNo ratings yet