You might also like
- ISO - 1161 - 1984 Corrigendum 1 - 1990Document2 pagesISO - 1161 - 1984 Corrigendum 1 - 1990David MNo ratings yet
- SwivelNipperMounts RevBDocument2 pagesSwivelNipperMounts RevBRoboToolNo ratings yet
- Worksheet Solutions 12Document2 pagesWorksheet Solutions 12Sofi ArevaloNo ratings yet
- Television Servicing UK 1982 05Document60 pagesTelevision Servicing UK 1982 05insuablancoNo ratings yet
- Ba01001fen 2017 PDFDocument1 pageBa01001fen 2017 PDFVictor RojasNo ratings yet
- SlabDocument2 pagesSlabchaNo ratings yet
- Field Party Line DrawingDocument7 pagesField Party Line DrawingVenkatesh PrasathNo ratings yet
- 10 9 8 7 6 5 4 3 2 1Document1 page10 9 8 7 6 5 4 3 2 1NguyễnBìnhPhươngNo ratings yet
- COO CH / Cooh CH NH / NH: Ri Ri EqDocument3 pagesCOO CH / Cooh CH NH / NH: Ri Ri EqLaziriAbdelhalimNo ratings yet
- Tugas 6 - Kestabilan PenguatDocument2 pagesTugas 6 - Kestabilan PenguatPrayogi PangersaNo ratings yet
- Img 20170206 0005Document1 pageImg 20170206 0005Derrick Boza CarbonelliNo ratings yet
- From ListDocument19 pagesFrom ListAditya BhardwajNo ratings yet
- BR-8-9-15-16-17 R1 - Compressed PDFDocument204 pagesBR-8-9-15-16-17 R1 - Compressed PDFNabendu KARMAKARNo ratings yet
- Gantt Chart Template OrangescrumDocument6 pagesGantt Chart Template OrangescrumFarah DianaNo ratings yet
- AnalisisDocument5 pagesAnalisisGabriel AlvarezNo ratings yet
- Average: Average Con Average Lab Average LDDocument2 pagesAverage: Average Con Average Lab Average LDAndrew James ShirtliffNo ratings yet
- Erection Sequence - Amine StripperDocument3 pagesErection Sequence - Amine StripperVicky NtrjnNo ratings yet
- 6-Graficos Correccion DTML IntercambiadoresDocument13 pages6-Graficos Correccion DTML IntercambiadoresLeandroNo ratings yet
- Scissor and Boom LiftDocument1 pageScissor and Boom LiftvincentmatebmxNo ratings yet
- Exoph 14Document3 pagesExoph 14الغزيزال الحسن EL GHZIZAL HassaneNo ratings yet
- UntitledDocument11 pagesUntitledWat SuwatNo ratings yet
- Duplex PQR and WPSDocument11 pagesDuplex PQR and WPSHussein AboulelaNo ratings yet
- Esquema Electrico 1Document1 pageEsquema Electrico 1IvanNo ratings yet
- Ns./... ,... Yso: StepsDocument3 pagesNs./... ,... Yso: StepsamreelNo ratings yet
- 22 Autopilot TB20Document84 pages22 Autopilot TB20Lu CasaNo ratings yet
- Moving Pin Knob Assembly DrawingDocument1 pageMoving Pin Knob Assembly DrawingAdam FitriNo ratings yet
- HW3 110060040 蔡奎元Document24 pagesHW3 110060040 蔡奎元蔡奎元No ratings yet
- Cavity Type AL: Scale 1:1Document2 pagesCavity Type AL: Scale 1:1LuisRenatoFerreiradaSilvaNo ratings yet
- Grafico Miller 1965 PDFDocument1 pageGrafico Miller 1965 PDFJaviera AlejandraNo ratings yet
- Grafico Miller 1965 PDFDocument1 pageGrafico Miller 1965 PDFJaviera AlejandraNo ratings yet
- Grafico Miller 1965Document1 pageGrafico Miller 1965Javiera AlejandraNo ratings yet
- Bpil Report Distributor Retailer Spread For RSMDocument22 pagesBpil Report Distributor Retailer Spread For RSMRahul kumarNo ratings yet
- Vivaha ChartDocument1 pageVivaha ChartklmakwanaNo ratings yet
- Rhcaeta: Structural Design Calculation Sheet For Block of Duplex FOR MR & Mrs Adokiye Precious CharlesDocument17 pagesRhcaeta: Structural Design Calculation Sheet For Block of Duplex FOR MR & Mrs Adokiye Precious CharlesEze NonsoNo ratings yet
- SBGL - Rnav Ivtal 2a Rwy 33 - Star - 20231228Document2 pagesSBGL - Rnav Ivtal 2a Rwy 33 - Star - 20231228Taiguara DurksNo ratings yet
- J 8 2 Rock: Jimi HendrixDocument1 pageJ 8 2 Rock: Jimi HendrixYoshiyama DeepNo ratings yet
- Od-402 EsqDocument16 pagesOd-402 EsqEduardo AlvarezNo ratings yet
- Model Plan de Afaceri - AntreprenoriatDocument24 pagesModel Plan de Afaceri - AntreprenoriatSimona ConstantinescuNo ratings yet
- AnalisisDocument5 pagesAnalisisGabriel AlvarezNo ratings yet
- GLDD-585-BH - Vessel ParticularsDocument6 pagesGLDD-585-BH - Vessel ParticularsShailendra KumarNo ratings yet
- GRIJALDocument1 pageGRIJALDanny FarinangoNo ratings yet
- Job Sheet 10Document1 pageJob Sheet 10septya hanantaNo ratings yet
- Mallette Et Al-2004-3Document4 pagesMallette Et Al-2004-3JEAN PIERRE AVENDAÑO QUISPENo ratings yet
- B.tech I I R19 R15 I Yr R13 TimetablesDocument3 pagesB.tech I I R19 R15 I Yr R13 TimetablesK BHARGAVNo ratings yet
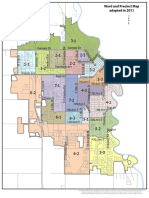
- Nov. 22 2021 Grand Forks Old Ward and Precinct MapDocument1 pageNov. 22 2021 Grand Forks Old Ward and Precinct MapJoe BowenNo ratings yet
- Belimo LM..A TM..A Installation-InstructionsDocument2 pagesBelimo LM..A TM..A Installation-InstructionsReirrac1No ratings yet
- Chemistry 22 Sept 2022Document9 pagesChemistry 22 Sept 2022Dini HandayaniNo ratings yet
- Certified Final: MDU Tareakers and Glands LayoutDocument1 pageCertified Final: MDU Tareakers and Glands Layouthicham boutoucheNo ratings yet
- PM Status 2016-17Document3 pagesPM Status 2016-17Jake Floyd G. FabianNo ratings yet
- Gambar TeknnisDocument4 pagesGambar TeknnisAnanta SaoryNo ratings yet
- OPM CompresDocument13 pagesOPM CompresmamassanjayaNo ratings yet
- Gear Pumps Motor gr.1 2 3 Catalogue ENGDocument184 pagesGear Pumps Motor gr.1 2 3 Catalogue ENGLuka JelovčanNo ratings yet
- Dede 2Document1 pageDede 2deri.iryawan16No ratings yet
- 4.4global WarmingDocument9 pages4.4global WarmingAmanda MascialinoNo ratings yet
- E PlanDocument1 pageE PlanSheila Mary CamuloNo ratings yet
- PARTS LIST FOR iJTI-2AX HEAD ASSEMBLYDocument6 pagesPARTS LIST FOR iJTI-2AX HEAD ASSEMBLYAlan Ferreira De SousaNo ratings yet
- FA Az: E Eil ZNDocument2 pagesFA Az: E Eil ZNIsham IbrahimNo ratings yet
- HT 3Document45 pagesHT 3Mohammad SaqlainNo ratings yet
- BenQ TFT-LCD Color Monitor FP51G (Q5T4) Power BoardDocument3 pagesBenQ TFT-LCD Color Monitor FP51G (Q5T4) Power BoardvideosonNo ratings yet
- Mining Data 2022 ForecastDocument87 pagesMining Data 2022 ForecastWien Daniel SilaenNo ratings yet
- Biomass Gasification Process for Hydrogen SynthesisDocument51 pagesBiomass Gasification Process for Hydrogen Synthesisnisa methildaarNo ratings yet
- Performance Evaluation Form: Employee IdentityDocument2 pagesPerformance Evaluation Form: Employee IdentityMuhammad ZamröniNo ratings yet
- Cryocap Air Liquide - BrochureDocument20 pagesCryocap Air Liquide - BrochurePriyanshi VNo ratings yet
- Kostowski Jarczyk Gorny SDEWESDocument18 pagesKostowski Jarczyk Gorny SDEWESKHALED KHALEDNo ratings yet
- Walteremrichauth 141013104951 Conversion Gate01Document294 pagesWalteremrichauth 141013104951 Conversion Gate01Vijay Kumar Siripurapu100% (1)
- Gypsum Mining Project Prefeasibility ReportDocument18 pagesGypsum Mining Project Prefeasibility ReportstoicNo ratings yet
- Chandra Bose - P Mechanical Engineering: Career ObjectiveDocument2 pagesChandra Bose - P Mechanical Engineering: Career Objectivejohn MNo ratings yet
- The Battle of Hambacher Forest - Red PepperDocument9 pagesThe Battle of Hambacher Forest - Red Pepperfernando lopez aramoNo ratings yet
- Energy for Sustainable Development Through Coal UtilizationDocument30 pagesEnergy for Sustainable Development Through Coal UtilizationAkmal Hafeez Muhammad HafeezNo ratings yet
- Melting FurnaceDocument37 pagesMelting FurnaceDr.S.Ravi CITNo ratings yet
- Pig Iron Production - Blast Furnace RouteDocument1 pagePig Iron Production - Blast Furnace RouteSaleha KhalilNo ratings yet
- Coal Mines in IndiaDocument2 pagesCoal Mines in Indiadharan511No ratings yet
- Ložiská A Lokálne Výskyty Uhlia Na Slovensku A Ich Geologický Prieskum A VýskumDocument90 pagesLožiská A Lokálne Výskyty Uhlia Na Slovensku A Ich Geologický Prieskum A VýskumJozef KosecekNo ratings yet
- Effect of Fly Ash On Geotechnical Properties and Stability of Coal Mine Overburden Dump: An OverviewDocument9 pagesEffect of Fly Ash On Geotechnical Properties and Stability of Coal Mine Overburden Dump: An OverviewVisal SasidharanNo ratings yet
- RwerewDocument9 pagesRwerewPeyush MehtoNo ratings yet
- Analysis of Pillar Stability of Mined Gas Storage Caverns in Shale FormationsDocument10 pagesAnalysis of Pillar Stability of Mined Gas Storage Caverns in Shale FormationshnavastNo ratings yet
- Furnace design and operation: Fuel handling systemsDocument45 pagesFurnace design and operation: Fuel handling systemskINGNo ratings yet
- MT1 UCSP ADVOCACY REVIEW - AriolaDocument7 pagesMT1 UCSP ADVOCACY REVIEW - AriolaJian Alexis AriolaNo ratings yet
- NLC Corporate PlanDocument20 pagesNLC Corporate PlansagarpnbNo ratings yet
- GP-17 BiomassDocument52 pagesGP-17 BiomasspurnawanNo ratings yet
- SOFC System and TechnologyDocument10 pagesSOFC System and TechnologyAugustoNo ratings yet
- Often Referred To As: Application of Laser Scanning in Mine SurveyingDocument10 pagesOften Referred To As: Application of Laser Scanning in Mine SurveyingAmaraaZoyaNo ratings yet
- HBA & HPB Coal Prices July 2019Document8 pagesHBA & HPB Coal Prices July 2019Adnan NstNo ratings yet
- CSTPS UNIT 3 TRIP DUE TO WET COALDocument1 pageCSTPS UNIT 3 TRIP DUE TO WET COALGajanan JagtapNo ratings yet
- Furnace Design and Operation Training CourseDocument22 pagesFurnace Design and Operation Training CoursekINGNo ratings yet
- Total MCQ-Total Pages - Writer - Publication-: Eesl MCQ Master Book-SampleDocument35 pagesTotal MCQ-Total Pages - Writer - Publication-: Eesl MCQ Master Book-Samplepradeepmeena321No ratings yet
- NH Sor 6TH Revision 2018 Combine PDFDocument170 pagesNH Sor 6TH Revision 2018 Combine PDFM/s Gogoi AssociatesNo ratings yet
- Proceedings Pitiagi2009 PDFDocument1,079 pagesProceedings Pitiagi2009 PDFA FajarNo ratings yet
- Editors Column Literature in The Ages of Wood Tallow Coal Whale Oil Gasoline Atomic Power and Other Energy SourcesDocument22 pagesEditors Column Literature in The Ages of Wood Tallow Coal Whale Oil Gasoline Atomic Power and Other Energy SourcesLucas LoboNo ratings yet