You might also like
- Improved Wood Waste and Charcol Burning StovesDocument234 pagesImproved Wood Waste and Charcol Burning StovespcbstepNo ratings yet
- Pyrolysis PlasticDocument16 pagesPyrolysis Plasticdiego NNo ratings yet
- Junior Philippine Society of Mechanical Engineers: Performance Innovative Task (Final Term) ME85 - Power Plant DesignDocument53 pagesJunior Philippine Society of Mechanical Engineers: Performance Innovative Task (Final Term) ME85 - Power Plant DesignJinggazoomNo ratings yet
- LimeKiln ModelingDocument40 pagesLimeKiln Modelingarv_devNo ratings yet
- Bucket ElevatorsDocument30 pagesBucket ElevatorsarhescobarNo ratings yet
- Coal Mills PDFDocument16 pagesCoal Mills PDFvtbkNo ratings yet
- Boiler DesignJuly 2010Document44 pagesBoiler DesignJuly 2010dheerumgiNo ratings yet
- How To Maximize Burner EfficiencyDocument3 pagesHow To Maximize Burner Efficiencyfawmer61No ratings yet
- Wärtsilä 46DF: Product GuideDocument242 pagesWärtsilä 46DF: Product GuideLyoshaZabarenkoNo ratings yet
- Coal Combustion in A Rotary Kiln: Application Briefs From FluentDocument2 pagesCoal Combustion in A Rotary Kiln: Application Briefs From Fluentjimmy_burgos_11No ratings yet
- Calculating-Boiler and-Process-Heater-Thermal Efficiency PDFDocument57 pagesCalculating-Boiler and-Process-Heater-Thermal Efficiency PDFAlejandro Lopez100% (1)
- Rotary Kiln Reconditioning Tyre and Roller GrindingDocument8 pagesRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposNo ratings yet
- Air HeaterDocument44 pagesAir HeaterAtef BouabdallahNo ratings yet
- Engineering ThermodynamicsDocument207 pagesEngineering ThermodynamicsNarmad RavalNo ratings yet
- Installation With Mortar - Umlauf 2015Document18 pagesInstallation With Mortar - Umlauf 2015Moud SaklyNo ratings yet
- Proximate Analysis of CoalDocument3 pagesProximate Analysis of CoalAnonymous FWlt8Y33% (3)
- Flame Safeguard Controls in Multi-Burner EnvironmentsDocument33 pagesFlame Safeguard Controls in Multi-Burner EnvironmentsManish KumarNo ratings yet
- Furnaces and RefractoriesDocument68 pagesFurnaces and RefractoriesSachith Praminda Rupasinghe0% (1)
- Kiln StabilityDocument6 pagesKiln Stabilityraobabar21No ratings yet
- Ammonia Cracker PDFDocument8 pagesAmmonia Cracker PDFpinky_y2kNo ratings yet
- Coal Mill OptimizationDocument10 pagesCoal Mill OptimizationAdnan NawazNo ratings yet
- 1386 - C11 Burner Design PDFDocument32 pages1386 - C11 Burner Design PDFMartin Martin MartinNo ratings yet
- Rotary Kiln-1910 PDFDocument96 pagesRotary Kiln-1910 PDFSunday Paul100% (1)
- Palawan State University: Republic of The PhilippinesDocument43 pagesPalawan State University: Republic of The PhilippinesFern Baldonaza0% (1)
- Classifiers and SeparatorsDocument22 pagesClassifiers and SeparatorsFănică StrutzNo ratings yet
- Nox ControlDocument9 pagesNox Controlsureshbabu7374No ratings yet
- Critical Review of Planetary Coolers TechnologyDocument10 pagesCritical Review of Planetary Coolers TechnologyLucio PereiraNo ratings yet
- Fluid Lab Manual LatestDocument78 pagesFluid Lab Manual LatestZia Ur Rahman KhanNo ratings yet
- Kiln Area Maintenance Checklist - Infinity For Cement EquipmentDocument25 pagesKiln Area Maintenance Checklist - Infinity For Cement EquipmentAhmed El-ShafeiNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument70 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy ConservationAtul SaxenaNo ratings yet
- Specify Better Low NOx Burners For FurnacesDocument4 pagesSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- Rotary Kiln: Compax CoolerDocument13 pagesRotary Kiln: Compax CoolerPablo SandovalNo ratings yet
- Burner CalculationDocument9 pagesBurner CalculationAbul QasimNo ratings yet
- Burner HandbookDocument169 pagesBurner Handbookmen100% (3)
- When A Refractory Failure Isn't - Some Anchor IssuesDocument8 pagesWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanNo ratings yet
- Coal Mill1Document28 pagesCoal Mill1MY NAME IS NEERAJ..:):)No ratings yet
- CH 212 EE Combustion Calculations 21Document51 pagesCH 212 EE Combustion Calculations 21Muhammad Abdullah100% (1)
- BurnerDocument33 pagesBurnertoficNo ratings yet
- Burner SelectionDocument1 pageBurner SelectionNatalie Sheetz100% (3)
- Burner Design and ResultsDocument5 pagesBurner Design and ResultsawfahNo ratings yet
- Burner Design CriteriaDocument22 pagesBurner Design Criteriatricky777100% (4)
- Introduction To Bowl MillsDocument8 pagesIntroduction To Bowl MillsUtkarsh SinghNo ratings yet
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinNo ratings yet
- Instruction Manual - 205.03.20Document981 pagesInstruction Manual - 205.03.20Silviu NistorNo ratings yet
- Coal BurnerDocument11 pagesCoal BurnerGeorge Markas50% (2)
- Wartsila Engine SG18V34Document398 pagesWartsila Engine SG18V34Shoeb Hasan83% (6)
- Pet Coke Fuel Experience in Rotary KilnDocument7 pagesPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- Rotary KilnDocument47 pagesRotary KilnPrabhakar Reddy PeramNo ratings yet
- Swirlax BurnerDocument3 pagesSwirlax BurnerSafeer AbbasNo ratings yet
- Kiln Shell Corrosion PDFDocument29 pagesKiln Shell Corrosion PDFfatamorgganaNo ratings yet
- Qena Hka ReportDocument56 pagesQena Hka ReportMohammed gNo ratings yet
- Mod 3Document52 pagesMod 3mkpq100% (1)
- Industrial Energy Efficiency Project Training Module: Fuels & CombustionDocument32 pagesIndustrial Energy Efficiency Project Training Module: Fuels & CombustionNaveen ShettyNo ratings yet
- Cement Kiln Burners: CatalogueDocument12 pagesCement Kiln Burners: CatalogueBenNo ratings yet
- Comprehensive Kiln AlignmentDocument10 pagesComprehensive Kiln AlignmentEdson Ricardo LimaNo ratings yet
- Burner ModellingDocument7 pagesBurner Modellingkhurram482No ratings yet
- Fuels and Combustion NEWPTCDocument44 pagesFuels and Combustion NEWPTCRinku ThomasNo ratings yet
- Rotary Kiln BurnerDocument5 pagesRotary Kiln BurnerAllen de Guzman100% (1)
- Oil & Gas BurnersDocument8 pagesOil & Gas BurnersgoelamitaNo ratings yet
- Process Burner TilesDocument14 pagesProcess Burner Tilesahmed medhatNo ratings yet
- PhD. Thesis Linda N Rskov 31072012.Document200 pagesPhD. Thesis Linda N Rskov 31072012.Huyentrang NguyenNo ratings yet
- Mechanical Vibrations & Balancing of MachinesDocument1 pageMechanical Vibrations & Balancing of Machinesjaved alamNo ratings yet
- Industrial BurnersDocument23 pagesIndustrial Burnerskarthikeyan5000No ratings yet
- Coriolis Part1Document20 pagesCoriolis Part1Krishna Bhanu SinghNo ratings yet
- 17.kiln Air GapDocument7 pages17.kiln Air GapSUNIL TVNo ratings yet
- Fuel Oil and Fuel Firing SystemDocument19 pagesFuel Oil and Fuel Firing Systemshashank das100% (1)
- PDF ST Nanobond e - 04 2019.en.22Document8 pagesPDF ST Nanobond e - 04 2019.en.22Henry Sunarko100% (1)
- Compax Installation, GeneralDocument21 pagesCompax Installation, GeneralPablo Sandoval100% (1)
- Incineration (Bonus Reading Material)Document19 pagesIncineration (Bonus Reading Material)ShanmugapriyaNo ratings yet
- Conventional Vs Advanced Technologies For Combustion Lec 2Document26 pagesConventional Vs Advanced Technologies For Combustion Lec 2SherjanNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Prospectus 18 PDFDocument184 pagesProspectus 18 PDFZia Ur Rahman KhanNo ratings yet
- HM150 02 Dead Weight Piston GaugeDocument22 pagesHM150 02 Dead Weight Piston GaugeZia Ur Rahman KhanNo ratings yet
- Chapter 29 Mechanical Separations 2018Document103 pagesChapter 29 Mechanical Separations 2018Zia Ur Rahman KhanNo ratings yet
- 5A. Gas TurbinesDocument4 pages5A. Gas TurbinesKathlyn Kyle MoralesNo ratings yet
- AT Lab Experiment 3 Morse TestDocument5 pagesAT Lab Experiment 3 Morse TestADITYA DWIVEDINo ratings yet
- Normas Astm para Carbones Y Coques: Standard Terminology ofDocument14 pagesNormas Astm para Carbones Y Coques: Standard Terminology ofJuan PerezNo ratings yet
- Calorimetry Worksheet SolutionsDocument3 pagesCalorimetry Worksheet SolutionsLee Lhouine Kaidz II LirazanNo ratings yet
- Comprehensive Problem: Laurito, E. R. (N.D.) - Stoichiometry of Fuel Combustion andDocument20 pagesComprehensive Problem: Laurito, E. R. (N.D.) - Stoichiometry of Fuel Combustion andVilma GaelaNo ratings yet
- Chapter 2: Fuels and CombustionDocument11 pagesChapter 2: Fuels and CombustionReden LopezNo ratings yet
- 5538 Mehrabian Bardar Ramin 2013Document175 pages5538 Mehrabian Bardar Ramin 2013sandra-meriem.mokliNo ratings yet
- ATV Engine CalDocument28 pagesATV Engine CalAman SharmaNo ratings yet
- Techjet50 PDFDocument4 pagesTechjet50 PDFnitin kumarNo ratings yet
- TFG - Comparación Tecnológica Entre Los Diferentes Métodos de Almacenamiento de HidrógenoDocument64 pagesTFG - Comparación Tecnológica Entre Los Diferentes Métodos de Almacenamiento de HidrógenoClara SanchezNo ratings yet
- Bioenergy Conversion FactorsDocument4 pagesBioenergy Conversion FactorsAhmet SeçenNo ratings yet
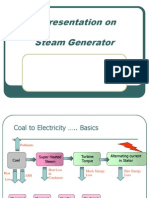
- A Presentation On Steam GeneratorDocument47 pagesA Presentation On Steam GeneratorRajendran DharmalingamNo ratings yet
- Briquettes YcazaDocument12 pagesBriquettes YcazaJerhine May DaquioNo ratings yet
- Energy Audit at HETERO LABS UNIT HETERO DRUGS UNIT 6 1706212997Document74 pagesEnergy Audit at HETERO LABS UNIT HETERO DRUGS UNIT 6 1706212997varadhpharmaNo ratings yet
- Measurement and Calculation of Calorific Value ofDocument10 pagesMeasurement and Calculation of Calorific Value ofAnis SuryadiNo ratings yet
- Third Year Mechanical Engineering SyllabusDocument54 pagesThird Year Mechanical Engineering SyllabusTonya WhitneyNo ratings yet
- CHAPTER-6 CombustionDocument6 pagesCHAPTER-6 CombustionAkshara ChawlaNo ratings yet
- Hydrogen Production by PlasmatronDocument173 pagesHydrogen Production by PlasmatronFernando MolinaNo ratings yet