You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Board Exam Problems On Ac Machines (Alternators)Document13 pagesBoard Exam Problems On Ac Machines (Alternators)Allan Abobon Bulatao75% (4)
- Board Exam Problems On Ac Machines (Alternators)Document13 pagesBoard Exam Problems On Ac Machines (Alternators)Allan Abobon Bulatao75% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- E Bicycle Locking SystemDocument3 pagesE Bicycle Locking SystemAllan Abobon Bulatao100% (1)
- Ecen 326 - Lab 4 ReportDocument7 pagesEcen 326 - Lab 4 Reportapi-241454978No ratings yet
- Interview Guide: It Has A Power Interruption in Your Area?Document1 pageInterview Guide: It Has A Power Interruption in Your Area?Allan Abobon BulataoNo ratings yet
- 1Document10 pages1Allan Abobon BulataoNo ratings yet
- Philippine College of Science and Technology: Interview GuideDocument1 pagePhilippine College of Science and Technology: Interview GuideAllan Abobon BulataoNo ratings yet
- Philippine College of Science and Technology: Engr. Theresa D. ZacariasDocument6 pagesPhilippine College of Science and Technology: Engr. Theresa D. ZacariasAllan Abobon BulataoNo ratings yet
- ALGEBRA SOLUTIONS 156 OnwardsDocument35 pagesALGEBRA SOLUTIONS 156 OnwardsAllan Abobon BulataoNo ratings yet
- Engineering Economy FormulaDocument8 pagesEngineering Economy FormulaAllan Abobon Bulatao100% (1)
- Wave Energy JorlanDocument4 pagesWave Energy JorlanAllan Abobon BulataoNo ratings yet
- Hydroelectric: PowerplantsDocument15 pagesHydroelectric: PowerplantsAllan Abobon BulataoNo ratings yet
- Electronics Projects Traffic Light Lamp Blow Monitoring - SingaporeDocument5 pagesElectronics Projects Traffic Light Lamp Blow Monitoring - SingaporeAllan Abobon BulataoNo ratings yet
- Auto Electronic School BellDocument3 pagesAuto Electronic School BellAllan Abobon BulataoNo ratings yet
- MC14018B Presettable Divide by N Counter: PDIP 16 P Suffix CASE 648Document9 pagesMC14018B Presettable Divide by N Counter: PDIP 16 P Suffix CASE 648PedroZevallosNo ratings yet
- BYD P6K-36 335WpDocument1 pageBYD P6K-36 335WpWilson Braga JúniorNo ratings yet
- HV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601Document9 pagesHV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601AnilNo ratings yet
- Project: C C With Real Human Pronouncing.: VoiceDocument4 pagesProject: C C With Real Human Pronouncing.: VoiceAmarjith ValancheryNo ratings yet
- Jem ZR33 Hi MassDocument2 pagesJem ZR33 Hi MassPatrick BarnesNo ratings yet
- QRB List of Graphs 1 by Ashish KapoorDocument1 pageQRB List of Graphs 1 by Ashish KapoorAshmit DeshwalNo ratings yet
- Cummins 3000 Kva Qsk78 Series Diesel Generator c3000d5Document4 pagesCummins 3000 Kva Qsk78 Series Diesel Generator c3000d5Douglas Alberto Gomez MartinezNo ratings yet
- ACM-8R: Relay ModuleDocument2 pagesACM-8R: Relay ModuleJosë RodríguezNo ratings yet
- Quantitative Evaluation For Reliability of Hybrid Electric Vehicle PowertrainDocument6 pagesQuantitative Evaluation For Reliability of Hybrid Electric Vehicle PowertrainVenkadakrishnan ThiagarajanNo ratings yet
- Fortnightly Test - Schedule & Syllabus - Class 12Document3 pagesFortnightly Test - Schedule & Syllabus - Class 12SHUBHAM MANDALNo ratings yet
- Pluscon Data-2015Document44 pagesPluscon Data-2015Pablo AllosiaNo ratings yet
- Switching Time in Junction Diodes and Junction TransistorsDocument6 pagesSwitching Time in Junction Diodes and Junction TransistorsHu JackNo ratings yet
- ARLEC Plug-In Wireless Door Chime DC650Document2 pagesARLEC Plug-In Wireless Door Chime DC650lunwenNo ratings yet
- Cased Section Express 2012Document23 pagesCased Section Express 2012BuddhikaNo ratings yet
- Line Electrical: PropertiesDocument13 pagesLine Electrical: Propertiesj_andrade_arceNo ratings yet
- FOLD presentation-WAMSDocument41 pagesFOLD presentation-WAMShemanth727No ratings yet
- Sunbelt Quick Guide - Leica Captivate GS16 Base & Rover SetupDocument6 pagesSunbelt Quick Guide - Leica Captivate GS16 Base & Rover SetupisaNo ratings yet
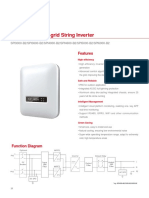
- Single-Phase On-Grid String Inverter: FeaturesDocument2 pagesSingle-Phase On-Grid String Inverter: FeaturesJadson RaphaelNo ratings yet
- Improved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsDocument3 pagesImproved Stopband Performance in Ceramic Waveguide Filters Using Step Impedance and Step Width ResonatorsWaleed SethiNo ratings yet
- Recent Progress of Magnetic Field Application in Lithium Based BatteriesDocument19 pagesRecent Progress of Magnetic Field Application in Lithium Based BatteriesKiki Rezki LestariNo ratings yet
- Smart Sensors and ActuatorsDocument15 pagesSmart Sensors and ActuatorslaishramNo ratings yet
- Sacc-M12Msb-5Con-Pg9 SH Au: Order No.: 1507764Document5 pagesSacc-M12Msb-5Con-Pg9 SH Au: Order No.: 1507764andre_tfjrNo ratings yet
- Solar Simulation Standards and QuickSun Measurement SystemDocument34 pagesSolar Simulation Standards and QuickSun Measurement SystemMohamad YazdaniNo ratings yet
- ZYXEL Application-Note NXC2500 Version 1Document25 pagesZYXEL Application-Note NXC2500 Version 1Barce Lamasia CatalanNo ratings yet
- In This Issue: Reader Contributed Articles WelcomeDocument36 pagesIn This Issue: Reader Contributed Articles Welcomeoscar tebarNo ratings yet
- GIS 132 SubstationDocument63 pagesGIS 132 SubstationNguyenBaCuongHungNo ratings yet
- Crossed Andreev Reflection in Superconducting Graphene Spin-Valves: Spin-Switch EffectDocument5 pagesCrossed Andreev Reflection in Superconducting Graphene Spin-Valves: Spin-Switch EffectMikhail KalenkovNo ratings yet
- ICHQP Facts PresentationDocument62 pagesICHQP Facts Presentationvaraprasad93No ratings yet
- SFH6156 3Document9 pagesSFH6156 3hgvhgNo ratings yet