100% found this document useful (2 votes)
461 views36 pagesManufacturing Systems Overview
This document provides an introduction to manufacturing systems. It defines a manufacturing system as a collection of integrated equipment and human resources that performs processing and/or assembly operations on raw materials or parts. The key components of a manufacturing system are production machines, material handling systems, computer control systems, and human resources. Manufacturing systems can be classified based on their operations, number of workstations, automation and manning levels, and the variety of parts or products they produce.
Uploaded by
flamingskyblueCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
100% found this document useful (2 votes)
461 views36 pagesManufacturing Systems Overview
This document provides an introduction to manufacturing systems. It defines a manufacturing system as a collection of integrated equipment and human resources that performs processing and/or assembly operations on raw materials or parts. The key components of a manufacturing system are production machines, material handling systems, computer control systems, and human resources. Manufacturing systems can be classified based on their operations, number of workstations, automation and manning levels, and the variety of parts or products they produce.
Uploaded by
flamingskyblueCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
- Introduction to Manufacturing Systems: Introduces the fundamental concepts of manufacturing systems and the importance of integration in production processes.
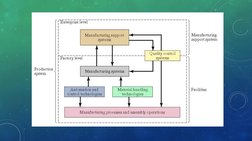
- Manufacturing System: Describes the integrated equipment and human resources required for manufacturing, highlighting essential components.
- Examples of Manufacturing Systems: Provides specific examples of different manufacturing systems and configurations, such as single station cells and automated processes.
- Components of a Manufacturing System: Details the key components involved in a manufacturing system, including production machines and classifications of machines.
- Classification of Manufacturing System: Classifies manufacturing systems based on the types of operations and the number of workstations involved.
- Manufacturing Progress Functions: Explains learning curves and their effect on manufacturing processes, focusing on efficiency improvements over time.