You might also like
- Introduction To Manufacturing SystemsDocument36 pagesIntroduction To Manufacturing SystemsflamingskyblueNo ratings yet
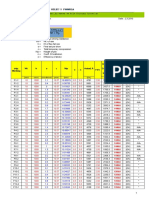
- Ook Hiley's Formula - Back Calc For Driven PileDocument3 pagesOok Hiley's Formula - Back Calc For Driven PileHanafiahHamzahNo ratings yet
- 1 Introduction To Manufacturing SystemsDocument186 pages1 Introduction To Manufacturing SystemsJerin Cyriac Me100% (1)
- CNC Programming PresentationDocument150 pagesCNC Programming PresentationVaibhav Vithoba Naik50% (4)
- Underwater Inspection of BridgesDocument82 pagesUnderwater Inspection of BridgesmgmqroNo ratings yet
- Inspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationDocument17 pagesInspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationPrakash SIngh Rawal100% (1)
- Dow Corning 993 Product InfoDocument4 pagesDow Corning 993 Product InfoLloyd R. PonceNo ratings yet
- Nitrogen DataDocument8 pagesNitrogen DatanitrovertNo ratings yet
- Illumination Levels IES and JKRDocument15 pagesIllumination Levels IES and JKRCTL100% (1)
- Smart Prep Cibacron On SlavosDocument4 pagesSmart Prep Cibacron On SlavosagnberbcNo ratings yet
- Automation in Production Systems PDFDocument10 pagesAutomation in Production Systems PDFMrRulesGta0% (1)
- SingleBlade 5 Axis Cam Software HyperMILL enDocument4 pagesSingleBlade 5 Axis Cam Software HyperMILL enPaul VeramendiNo ratings yet
- 3 Apparel Production Systems ComparedDocument8 pages3 Apparel Production Systems Comparedghosh7171No ratings yet
- Thread Rolling Machine GuideDocument2 pagesThread Rolling Machine GuideBaldev SinghNo ratings yet
- Manufacturing SystemDocument43 pagesManufacturing SystemateqahNo ratings yet
- Automation Notes 1Document18 pagesAutomation Notes 1Harsh DwivediNo ratings yet
- Transfer Lines 1Document28 pagesTransfer Lines 1Akatew Haile MebrahtuNo ratings yet
- B462 Plfy402430879val PDFDocument6 pagesB462 Plfy402430879val PDFCarlosIkedaNo ratings yet
- RDocument33 pagesRpatel_raj7770% (1)
- Bap - Bwro SystemDocument55 pagesBap - Bwro SystemGloria HamiltonNo ratings yet
- Pigging Valves Safety - Interlock System - Plant SafetyDocument11 pagesPigging Valves Safety - Interlock System - Plant SafetyRenukhaRangasamiNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Sistema de Manufactura: SystemDocument11 pagesSistema de Manufactura: SystemEdgar Nájera RamírezNo ratings yet
- Introduction To MOMDocument46 pagesIntroduction To MOMjebishaNo ratings yet
- MF40603 Lecture 4Document16 pagesMF40603 Lecture 4kicked.partnershipNo ratings yet
- Manufacturing Systems & CNC Machines: V. ThulasikanthDocument182 pagesManufacturing Systems & CNC Machines: V. ThulasikanthSahil DhankharNo ratings yet
- Flexible Manufacturing SystemsDocument21 pagesFlexible Manufacturing SystemselkhawadNo ratings yet
- Flexible Manufacturing System ME655Document468 pagesFlexible Manufacturing System ME655peter oumaNo ratings yet
- Cim Module III-1Document37 pagesCim Module III-1Akash ByjuNo ratings yet
- Submitted By: Chithralekha R S4 Mba CETDocument45 pagesSubmitted By: Chithralekha R S4 Mba CETAnish VijayNo ratings yet
- IntroductionDocument51 pagesIntroductionelkhawadNo ratings yet
- Cim Module IIIDocument126 pagesCim Module IIIRamees KpNo ratings yet
- Basic Definition of Manufacturing SystemDocument18 pagesBasic Definition of Manufacturing SystemRavenjoy ArcegaNo ratings yet
- Lecture 1Document24 pagesLecture 1Philani XabaNo ratings yet
- Automation and Numerical Control of Manufacturing ProcessesDocument59 pagesAutomation and Numerical Control of Manufacturing ProcessesSuk bahadur GurungNo ratings yet
- Product Development and Cim: Dr. Sankha DebDocument23 pagesProduct Development and Cim: Dr. Sankha DebganeshNo ratings yet
- Flexible Manufacturing SystemDocument45 pagesFlexible Manufacturing Systemmrblue_ksaNo ratings yet
- Module 01Document18 pagesModule 01SAMRUDA SADANANDNo ratings yet
- Final PPT Fms and CimoldDocument69 pagesFinal PPT Fms and CimoldNaveen PinnakaNo ratings yet
- Manufacturing SystemDocument60 pagesManufacturing Systemkbragkiros75No ratings yet
- Cc&a - 4Document51 pagesCc&a - 4Gauri SinghNo ratings yet
- Chapter - 1 ManufacturingDocument51 pagesChapter - 1 Manufacturingbanchi gashawNo ratings yet
- AIM (Unit 1)Document46 pagesAIM (Unit 1)0iamkaran0No ratings yet
- Flexible Manufacturing SystemsDocument21 pagesFlexible Manufacturing SystemsPrabha KaranNo ratings yet
- Chapter 4 - Lecture Notes PDFDocument23 pagesChapter 4 - Lecture Notes PDFHerna Kartika AfandiNo ratings yet
- L1 - 2 - Types of Industrial Automation SystemsDocument31 pagesL1 - 2 - Types of Industrial Automation Systemszeeq100% (1)
- FMS NotesDocument23 pagesFMS NotesjackNo ratings yet
- Automation Types and StrategiesDocument59 pagesAutomation Types and StrategiesAyush SrivastavaNo ratings yet
- Industrial Automation NotesDocument52 pagesIndustrial Automation NotesajxcommunityNo ratings yet
- Material Handling and Storage System in FMSDocument51 pagesMaterial Handling and Storage System in FMSJim MathilakathuNo ratings yet
- Introduction of Industrial AutomationDocument33 pagesIntroduction of Industrial AutomationTrâm TrầnNo ratings yet
- Programmable Machine Tools Connected by Automated Material HandlingDocument33 pagesProgrammable Machine Tools Connected by Automated Material HandlingPritesh MannNo ratings yet
- What Production Facilities Are Required?Document10 pagesWhat Production Facilities Are Required?mkumar_234155No ratings yet
- Automation in Manufacturing: How to Increase ProductivityDocument89 pagesAutomation in Manufacturing: How to Increase ProductivityPassmore DubeNo ratings yet
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDocument14 pagesNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanNo ratings yet
- Module 4Document36 pagesModule 4yashpalsingh80726No ratings yet
- Flexible Manufacturing Systems (FMS)Document39 pagesFlexible Manufacturing Systems (FMS)RINU SATHYANNo ratings yet
- Fms and SimulationDocument43 pagesFms and SimulationumarNo ratings yet
- Automation 171201051046Document51 pagesAutomation 171201051046Nikhil PandharpatteNo ratings yet
- Flexible Manufacturing System (FMS) 1Document30 pagesFlexible Manufacturing System (FMS) 1Akatew Haile MebrahtuNo ratings yet
- GT Mod 2Document33 pagesGT Mod 2Sudheesh SNo ratings yet
- A Flexible Manufacturing System (FMS)Document12 pagesA Flexible Manufacturing System (FMS)pushpanjalijNo ratings yet
- Manufacturing SystemsDocument14 pagesManufacturing SystemsPradeep Kumar MehtaNo ratings yet
- Unit 6Document14 pagesUnit 6GajananNo ratings yet
- Discussion 1Document19 pagesDiscussion 1Praveen P JoseNo ratings yet
- Flexible Manufacturing Systems (FMS) : by Mr. Ankush B. KhansoleDocument27 pagesFlexible Manufacturing Systems (FMS) : by Mr. Ankush B. KhansoleankushNo ratings yet
- Types MSEDocument112 pagesTypes MSESatyam KNo ratings yet
- What Is An Automated System???Document42 pagesWhat Is An Automated System???Abdin YousifNo ratings yet
- Chapter 1 Introduction To Automation TechnologyDocument33 pagesChapter 1 Introduction To Automation Technologyondoy49250% (1)
- M.Tech Automation Lecture 1 IntroductionDocument28 pagesM.Tech Automation Lecture 1 IntroductionMohamed Essam MohamedNo ratings yet
- Flexible Manufacturing System (FMS)Document96 pagesFlexible Manufacturing System (FMS)Jignesh RohitNo ratings yet
- Unit 4Document61 pagesUnit 4Chellamuthu MechNo ratings yet
- GjkguyDocument2 pagesGjkguyIndah Rizki ManjayantiNo ratings yet
- FMC-FCC Single-Layer Roller Kilns FMC-FCCDocument12 pagesFMC-FCC Single-Layer Roller Kilns FMC-FCCCeramic TilesNo ratings yet
- Daily inspection report for PC1250-7 excavatorDocument2 pagesDaily inspection report for PC1250-7 excavatorAfrizal Bee Mei AeNo ratings yet
- Dead Front Panels Backlit UserDocument2 pagesDead Front Panels Backlit UserBooknest CoNo ratings yet
- Moc 23 SeriesDocument8 pagesMoc 23 SeriesAldo Aldair LaraNo ratings yet
- Memmert Oilbath ONE 7.en PDFDocument3 pagesMemmert Oilbath ONE 7.en PDFlailiNo ratings yet
- Weaving Trials As A Customer Support Measure: Sulzer RutiDocument3 pagesWeaving Trials As A Customer Support Measure: Sulzer RutiNeelesh MishraNo ratings yet
- 10 Vol16 And17 The Use of Sugarcane Eljack SulimanDocument6 pages10 Vol16 And17 The Use of Sugarcane Eljack SulimantonydisojaNo ratings yet
- 3.132080123 Radiant Energy Collectors Plans and Drawings Collection PDFDocument620 pages3.132080123 Radiant Energy Collectors Plans and Drawings Collection PDFartimpresro9108No ratings yet
- Analyze Simple SaltDocument6 pagesAnalyze Simple SaltDrGaurav Rajput50% (10)
- Sliding Thermal BreakDocument64 pagesSliding Thermal BreakSaud AffanNo ratings yet
- Molecules of Life Structure and Properties of WaterDocument37 pagesMolecules of Life Structure and Properties of Waterkhanny96No ratings yet
- Faure Herman TLM MetersDocument2 pagesFaure Herman TLM MetersRadityaA.PerdanaNo ratings yet
- L-1 Bituminous Mix DesignDocument86 pagesL-1 Bituminous Mix DesignrajibchattarajNo ratings yet
- EFUEL 30A Instruction ManualDocument2 pagesEFUEL 30A Instruction ManualRazman RashidNo ratings yet
- Liquefied Petroleum Gas C3H8 Safety Data Sheet SDS P4646Document10 pagesLiquefied Petroleum Gas C3H8 Safety Data Sheet SDS P4646sugandaraj522No ratings yet
- 0 Exercise Instruction Heating ValueDocument7 pages0 Exercise Instruction Heating ValueardisNo ratings yet