You might also like
- Shuji NakamuraDocument37 pagesShuji NakamuraLogeshguhanr LogNo ratings yet
- EpitaxyDocument45 pagesEpitaxySougoto DasNo ratings yet
- Chapter - 04 - Imperfection in SolidDocument24 pagesChapter - 04 - Imperfection in SolidJames WilliamNo ratings yet
- Introduction To GrapheneDocument81 pagesIntroduction To GrapheneAnonymous 0tqzNTWyyNo ratings yet
- Nanomaterials: Fabrication: 4.1 GoalsDocument8 pagesNanomaterials: Fabrication: 4.1 Goals09gamb4005No ratings yet
- Functional Nanomaterials (2D, 1D, and 0D)Document10 pagesFunctional Nanomaterials (2D, 1D, and 0D)vicky2cuteNo ratings yet
- Chapter 9 Thin Film Deposition - IDocument42 pagesChapter 9 Thin Film Deposition - IQuốc ThắngNo ratings yet
- Development of Low Temperature Melt Growth Process For Bulk YBCO SuperconductorsDocument5 pagesDevelopment of Low Temperature Melt Growth Process For Bulk YBCO SuperconductorsAtikorn WongNo ratings yet
- tmpAAB7 TMPDocument8 pagestmpAAB7 TMPFrontiersNo ratings yet
- Reducing Gallium Nitride Growth Temperature To 500CDocument2 pagesReducing Gallium Nitride Growth Temperature To 500C陳維鈞No ratings yet
- Class 7 - 26thaugust1Document31 pagesClass 7 - 26thaugust1AADESH GUPTANo ratings yet
- MBE Growth and Optical PropertDocument6 pagesMBE Growth and Optical PropertFRANCIA IVETTE ALVAREZ CALDERONNo ratings yet
- Structural Analysis of Nanomaterials: Lecture 05: Transformation of PhasesDocument30 pagesStructural Analysis of Nanomaterials: Lecture 05: Transformation of PhaseswinnieNo ratings yet
- Epitaxy PDFDocument68 pagesEpitaxy PDFShubham MittalNo ratings yet
- Initial Results On Electron Beam Generation Using Pyroelectric CrystalsDocument3 pagesInitial Results On Electron Beam Generation Using Pyroelectric CrystalsParticle Beam Physics LabNo ratings yet
- Apresentação Graphene UltimaDocument18 pagesApresentação Graphene UltimaHenrique PauloNo ratings yet
- Thin Film DepositionDocument42 pagesThin Film DepositionNguyên Đỗ DuyNo ratings yet
- STNM 5Document41 pagesSTNM 5BME62Thejeswar SeggamNo ratings yet
- CH 04Document37 pagesCH 04kubra.akbenNo ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Chapter 9 Thin Film Deposition - I - Karthik CVDDocument29 pagesChapter 9 Thin Film Deposition - I - Karthik CVDSanthosh ManoharanNo ratings yet
- Understanding The Yield Behaviour of L12 Ordered Alloys (3885)Document11 pagesUnderstanding The Yield Behaviour of L12 Ordered Alloys (3885)Ramses AguilarNo ratings yet
- GaN HEMT On Si For High Power Applications (2011.12.26) Chia-Hua Chang NCTUDocument85 pagesGaN HEMT On Si For High Power Applications (2011.12.26) Chia-Hua Chang NCTUS.R.SriramNo ratings yet
- An Ingan/Gan Single Quantum Well Improved by Surface Modification of Gan FilmsDocument8 pagesAn Ingan/Gan Single Quantum Well Improved by Surface Modification of Gan FilmsBillieNo ratings yet
- Nternet Ournal: Esearch Itride EmiconductorDocument11 pagesNternet Ournal: Esearch Itride Emiconductorvamshi krishnaNo ratings yet
- Imperfections in SolidsDocument17 pagesImperfections in SolidsGonzalo CamposNo ratings yet
- Energy-Saving Lighting LED2Document17 pagesEnergy-Saving Lighting LED2Ray WongNo ratings yet
- Electrochemical, Generation, And, StorageDocument53 pagesElectrochemical, Generation, And, StorageIon MinascurtaNo ratings yet
- 3 Solidification Defects Ch4Document37 pages3 Solidification Defects Ch4adahrenelleNo ratings yet
- MST, 06-Solidif Def Dir Solidified Ni SuperalloysDocument5 pagesMST, 06-Solidif Def Dir Solidified Ni SuperalloysCarlos HernandezNo ratings yet
- CH 04Document33 pagesCH 04Azoz BubiNo ratings yet
- CH 1Document55 pagesCH 1Fokrul RanaNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- Chapter 9 Thin Film DepositionDocument42 pagesChapter 9 Thin Film DepositionMayank MahajanNo ratings yet
- EpitaxyDocument45 pagesEpitaxyDip PaulNo ratings yet
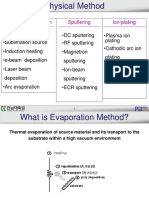
- Thermal Evaporation Sputtering Ion-PlatingDocument34 pagesThermal Evaporation Sputtering Ion-PlatingRupesh KannanNo ratings yet
- Revised Lecture 10 - GaN SemiconductorDocument42 pagesRevised Lecture 10 - GaN SemiconductorHabib ShinwariNo ratings yet
- ENMT807951-Nanotechnology#2-D Nanostructures SynthesisDocument35 pagesENMT807951-Nanotechnology#2-D Nanostructures SynthesisNathanael Basana HisarNo ratings yet
- Kuliah-6 MetFis2-Crystal InterfaceDocument59 pagesKuliah-6 MetFis2-Crystal InterfaceYusuf Bayu AjiNo ratings yet
- Kuliah-6 MetFis2-Crystal InterfaceDocument59 pagesKuliah-6 MetFis2-Crystal InterfaceYusuf Bayu AjiNo ratings yet
- Silicon For Photovoltaic Solar Cells 1: Lars ArnbergDocument13 pagesSilicon For Photovoltaic Solar Cells 1: Lars Arnbergfederico lamonNo ratings yet
- Ch04 CallisterDocument32 pagesCh04 Callisterimagine dragonNo ratings yet
- Synthesis, Optical and Electrochemical Properties of Zno Nanowires/Graphene Oxide HeterostructuresDocument6 pagesSynthesis, Optical and Electrochemical Properties of Zno Nanowires/Graphene Oxide HeterostructuresAbdul Karim KhanNo ratings yet
- MBE - Growth of Al-Doped ZnMgODocument7 pagesMBE - Growth of Al-Doped ZnMgOMorari VadimNo ratings yet
- Plasma Etching IntroductionDocument64 pagesPlasma Etching IntroductionCarlos VazquezNo ratings yet
- Zone Melting Research PaperDocument6 pagesZone Melting Research PaperManish GulatiNo ratings yet
- High Electron Mobility Algan/Gan Heterostructure On (111) SiDocument4 pagesHigh Electron Mobility Algan/Gan Heterostructure On (111) SiQuan LinhNo ratings yet
- Lecture 2 NTDocument46 pagesLecture 2 NTMuhammad ImranNo ratings yet
- Chapter 4Document36 pagesChapter 4nishanthinnythesingNo ratings yet
- Eem413e Lecture-Week4Document47 pagesEem413e Lecture-Week4Furkan AvcıoğluNo ratings yet
- Process Och Komponent K.DDocument28 pagesProcess Och Komponent K.DLuthfiyah13No ratings yet
- High Entropy Alloys: Submitted byDocument28 pagesHigh Entropy Alloys: Submitted byAbinash Behera100% (1)
- L-6 Nanorods SynthesisDocument27 pagesL-6 Nanorods SynthesisAshutosh BaghelNo ratings yet
- Properties Si (-) : 4H-Sic (-)Document29 pagesProperties Si (-) : 4H-Sic (-)Husam Abduldaem MohammedNo ratings yet
- CH 04Document34 pagesCH 04subodhcebNo ratings yet
- Micro ReferDocument10 pagesMicro Referddsiva402No ratings yet
- VLSI Class Lecturer-3Document20 pagesVLSI Class Lecturer-3Rubel RiadNo ratings yet
- Wide Band Gap Semiconductor Nanowires 1: Low-Dimensionality Effects and GrowthFrom EverandWide Band Gap Semiconductor Nanowires 1: Low-Dimensionality Effects and GrowthVincent ConsonniNo ratings yet
- Optical Spectra of Transparent Rare Earth CompoundsFrom EverandOptical Spectra of Transparent Rare Earth CompoundsS. HufnerNo ratings yet
- EE231 Problem Set 1 SolutionsDocument4 pagesEE231 Problem Set 1 SolutionsHusam Abduldaem MohammedNo ratings yet
- Problem 1. A 946-nm Quasi-Four-Level Nd:YAG Laser: EE 231, Lasers Spring 2007 Problem Set 7 Due 5PM 6 JuneDocument2 pagesProblem 1. A 946-nm Quasi-Four-Level Nd:YAG Laser: EE 231, Lasers Spring 2007 Problem Set 7 Due 5PM 6 JuneHusam Abduldaem MohammedNo ratings yet
- EE231 Midterm Solutions: Problem 1Document3 pagesEE231 Midterm Solutions: Problem 1Husam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 7 SolutionsDocument3 pagesEE231 Problem Set 7 SolutionsHusam Abduldaem MohammedNo ratings yet
- Problem 1: More Complete Model of Ruby Laser: EE 231, Lasers Spring 2007 Problem Set 4 Due 5PM 9 MayDocument2 pagesProblem 1: More Complete Model of Ruby Laser: EE 231, Lasers Spring 2007 Problem Set 4 Due 5PM 9 MayHusam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 4 SolutionsDocument3 pagesEE231 Problem Set 4 SolutionsHusam Abduldaem MohammedNo ratings yet
- EE231 Midterm Solutions: Problem 1Document3 pagesEE231 Midterm Solutions: Problem 1Husam Abduldaem MohammedNo ratings yet
- Problem 1: Radiative Decay in Two Dimensions: EE 231, Lasers Spring 2007 Problem Set 3 Due 5PM 2 MayDocument2 pagesProblem 1: Radiative Decay in Two Dimensions: EE 231, Lasers Spring 2007 Problem Set 3 Due 5PM 2 MayHusam Abduldaem MohammedNo ratings yet
- Problem 1: Simple Case of Inhomogeneous Broadening (30 Points)Document3 pagesProblem 1: Simple Case of Inhomogeneous Broadening (30 Points)Husam Abduldaem MohammedNo ratings yet
- Problem 1: Fabry-Perot Displacement Sensor: EE 231, Lasers Spring 2007 Problem Set 2 Due 5PM 25 AprilDocument2 pagesProblem 1: Fabry-Perot Displacement Sensor: EE 231, Lasers Spring 2007 Problem Set 2 Due 5PM 25 AprilHusam Abduldaem MohammedNo ratings yet
- Problem 1. Optimization in Rigrod Regime (10 Points) : EE 231, Lasers Spring 2007 Problem Set 6 Due 5 PM 23 MayDocument2 pagesProblem 1. Optimization in Rigrod Regime (10 Points) : EE 231, Lasers Spring 2007 Problem Set 6 Due 5 PM 23 MayHusam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 3 SolutionsDocument3 pagesEE231 Problem Set 3 SolutionsHusam Abduldaem MohammedNo ratings yet
- Practice Final SolDocument13 pagesPractice Final SolHusam Abduldaem MohammedNo ratings yet
- Practice FinalDocument5 pagesPractice FinalHusam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 2 SolutionsDocument4 pagesEE231 Problem Set 2 SolutionsHusam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 6 SolutionsDocument2 pagesEE231 Problem Set 6 SolutionsHusam Abduldaem MohammedNo ratings yet
- Problem 1: Gaussian Beams To The Moon: EE 231, Lasers Spring 2007 Problem Set 1 Due 5PM 18 AprilDocument2 pagesProblem 1: Gaussian Beams To The Moon: EE 231, Lasers Spring 2007 Problem Set 1 Due 5PM 18 AprilHusam Abduldaem MohammedNo ratings yet
- EE231 Problem Set 5 SolutionsDocument3 pagesEE231 Problem Set 5 SolutionsHusam Abduldaem MohammedNo ratings yet
- Optical WGDocument54 pagesOptical WGHusam Abduldaem MohammedNo ratings yet
- Optical Sources and Transmitters: The University of Texas at Dallas Erik Jonsson School PhotecDocument64 pagesOptical Sources and Transmitters: The University of Texas at Dallas Erik Jonsson School PhotecHusam Abduldaem MohammedNo ratings yet
- Lec14Fiber AmplifiersDocument41 pagesLec14Fiber AmplifiersHusam Abduldaem MohammedNo ratings yet
- Optics ReviewDocument76 pagesOptics ReviewHusam Abduldaem MohammedNo ratings yet
- DetectorsDocument22 pagesDetectorsHusam Abduldaem MohammedNo ratings yet
- DesignDocument7 pagesDesignHusam Abduldaem MohammedNo ratings yet
- NoiseDocument48 pagesNoiseHusam Abduldaem MohammedNo ratings yet
- Ukl 4040Document11 pagesUkl 4040prabal rayNo ratings yet
- Chapter 4 Electrical Installation DesignDocument36 pagesChapter 4 Electrical Installation DesignfazlinNo ratings yet
- Elimination RegioselectivityDocument11 pagesElimination RegioselectivitysarahNo ratings yet
- Corrsheild Md4100Document11 pagesCorrsheild Md4100mevansmetreelNo ratings yet
- CoreDocument11 pagesCoreMallikarjun ReddyNo ratings yet
- What Is PharmacologyDocument5 pagesWhat Is PharmacologyShardendu MishraNo ratings yet
- Surface Engineering Part 1Document71 pagesSurface Engineering Part 1Prasanth M Cool100% (1)
- Ultrasonic Activation of Triacetone Triperoxide - FulltextDocument47 pagesUltrasonic Activation of Triacetone Triperoxide - FulltextMario SchutzNo ratings yet
- Biological Membranes 1 QPDocument12 pagesBiological Membranes 1 QParvibainNo ratings yet
- A Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesDocument26 pagesA Review of Long Fiber-Reinforced Thermoplastics For LFT CompositesОлег ШибекоNo ratings yet
- Mil-S-10736H Stove, Gasoline Burner, M1950, and CaseDocument26 pagesMil-S-10736H Stove, Gasoline Burner, M1950, and Casecjnjr1No ratings yet
- Mil H 5440HDocument49 pagesMil H 5440Hsalam87No ratings yet
- Construction Sequence of SilosDocument44 pagesConstruction Sequence of SilosIshratNo ratings yet
- Procedure For DistillationDocument2 pagesProcedure For DistillationPreeti Gunthey DiwanNo ratings yet
- 4.2 - Metabolism and Metabolic PathwaysDocument3 pages4.2 - Metabolism and Metabolic PathwayscarlNo ratings yet
- (Chapter 2) (Solutions)Document40 pages(Chapter 2) (Solutions)Mo RafeeusshanNo ratings yet
- Chemistry of Salt, Acid, Base and Metal: ChemicalDocument6 pagesChemistry of Salt, Acid, Base and Metal: ChemicalrezadNo ratings yet
- Periodic Table - 62760 - 2023 - 05 - 06 - 21 - 02Document31 pagesPeriodic Table - 62760 - 2023 - 05 - 06 - 21 - 02Tae KookNo ratings yet
- Diagnosis of Boiler Performance Through Process Parameters: Ansuman Sen SharmaDocument18 pagesDiagnosis of Boiler Performance Through Process Parameters: Ansuman Sen Sharmanaresh100939No ratings yet
- Sentence Completion Advanced Level Test - Quiz (Online Exercise With Answers) 2Document5 pagesSentence Completion Advanced Level Test - Quiz (Online Exercise With Answers) 2Alvi ElvamaNo ratings yet
- Introduction To The Basics of UV/EB Chemistry and FormulationsDocument64 pagesIntroduction To The Basics of UV/EB Chemistry and FormulationsdamiendamNo ratings yet
- Chemistry 2: Unit 3 Acids-Bases and SaltDocument96 pagesChemistry 2: Unit 3 Acids-Bases and SaltNoraziah ZulNo ratings yet
- Semmelweis Uni Entrance Exam List QuestionDocument6 pagesSemmelweis Uni Entrance Exam List QuestionNgô Minh KhuêNo ratings yet
- Antioxidant Activity of Orange Peel Powder in Ghee at Accelerated TemperatureDocument4 pagesAntioxidant Activity of Orange Peel Powder in Ghee at Accelerated TemperatureKhushbu KumariNo ratings yet
- Prater HammermillsDocument2 pagesPrater HammermillsAnil Kumar KnNo ratings yet
- ApprovedMFRlistbyPG PDFDocument129 pagesApprovedMFRlistbyPG PDFMorgan PalmaNo ratings yet
- Cyanobacteria. A Potential Biofertilizer For RiceDocument5 pagesCyanobacteria. A Potential Biofertilizer For RiceDeniseNo ratings yet
- Weather Front LabDocument2 pagesWeather Front Labapi-251355123No ratings yet
- 14 Chemical Recycling - Wim Hoenderdaal PDFDocument11 pages14 Chemical Recycling - Wim Hoenderdaal PDF7ferpac7No ratings yet
- Unit 1 InstructionDocument21 pagesUnit 1 Instructiondwiki saputraNo ratings yet