You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Premium ReceiptDocument1 pagePremium ReceiptVivekanand Gupta0% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Dayan v. McDonaldsDocument8 pagesDayan v. McDonaldsHello123No ratings yet
- Ignify Ecommerce Implementation Customer Solution Case StudyDocument4 pagesIgnify Ecommerce Implementation Customer Solution Case Studysamar1976No ratings yet
- The Worlds Largest B2B MarketPlace-Alibaba - Com Case PDFDocument3 pagesThe Worlds Largest B2B MarketPlace-Alibaba - Com Case PDFsamar1976No ratings yet
- Pastry War Agave Captains ListDocument6 pagesPastry War Agave Captains ListdavidjmontgomeryNo ratings yet
- Keyboard ShortcutsDocument11 pagesKeyboard Shortcutssamar1976No ratings yet
- Business Data Analysis Using Excel: Prof. Samarjit GillDocument3 pagesBusiness Data Analysis Using Excel: Prof. Samarjit Gillsamar1976No ratings yet
- Store & Region Sales DatabaseDocument6 pagesStore & Region Sales Databasesamar1976No ratings yet
- Index MatchDocument2 pagesIndex Matchsamar1976No ratings yet
- Most Useful Excel Shortcuts: Managing WorkbooksDocument2 pagesMost Useful Excel Shortcuts: Managing Workbookssamar1976No ratings yet
- 10+ Simple Yet Powerful Excel Tricks For Data AnalysisDocument8 pages10+ Simple Yet Powerful Excel Tricks For Data Analysissamar1976No ratings yet
- RCM1Document13 pagesRCM1samar1976No ratings yet
- Starbucks Case StudyDocument3 pagesStarbucks Case Studysamar1976No ratings yet
- Learning Objectives: Amity Global Business SchoolDocument57 pagesLearning Objectives: Amity Global Business Schoolsamar1976No ratings yet
- Module 4Document51 pagesModule 4samar1976No ratings yet
- EERDocument14 pagesEERsamar1976No ratings yet
- Text:Introduction To Database System, C. J. Date ReferencesDocument6 pagesText:Introduction To Database System, C. J. Date Referencessamar1976No ratings yet
- Chapter - 13: Quick Revision Notes Organisms and Population Important TermsDocument5 pagesChapter - 13: Quick Revision Notes Organisms and Population Important TermsShaharukh NadafNo ratings yet
- Volumetric Breast Density Estimation On MammogramsDocument2 pagesVolumetric Breast Density Estimation On MammogramsBindu AugustineNo ratings yet
- Supplier Quality Engineer Cover Letter SampleDocument6 pagesSupplier Quality Engineer Cover Letter Samplemoubkormd100% (1)
- Deep CompactionDocument24 pagesDeep CompactionUsama Butt0% (2)
- Checklist Pilatus PC12 MFS2020Document3 pagesChecklist Pilatus PC12 MFS2020lucacamargoferreira2003No ratings yet
- The Fall of The House of UsherDocument9 pagesThe Fall of The House of UsherHelena GradiskiNo ratings yet
- Suzuki Genuine OilsDocument4 pagesSuzuki Genuine OilsadrianNo ratings yet
- Fundamentals of Gas Turbine Operation MaintenanceDocument21 pagesFundamentals of Gas Turbine Operation MaintenanceAndrey Ekkert100% (2)
- Polymer StructureDocument2 pagesPolymer StructureElvince Tuazon BernardoNo ratings yet
- Product Catalog: Ductless Mini-Splits, Light Commercial and Multi-Zone SystemsDocument72 pagesProduct Catalog: Ductless Mini-Splits, Light Commercial and Multi-Zone SystemsFernando ChaddadNo ratings yet
- Low Cost Housing PDFDocument4 pagesLow Cost Housing PDFHarsh VermaNo ratings yet
- Lyoprint DaDocument4 pagesLyoprint DaLambo Sun100% (1)
- Acute Kidney InjuryDocument30 pagesAcute Kidney InjuryNidhi JamesNo ratings yet
- The Mental Health Status of Grade 11 ABM Students During The Online Learning Set Up in Davao CityDocument19 pagesThe Mental Health Status of Grade 11 ABM Students During The Online Learning Set Up in Davao CityALYANNA SARMIENTONo ratings yet
- TR 47-03 TR 47-03 - South African National Accreditation SystemDocument11 pagesTR 47-03 TR 47-03 - South African National Accreditation Systemviethuong96No ratings yet
- Fruits 75 (6), 281-287 Effect of Fertilizer Treatments On Fruit Nutritional Quality of Plantain Cultivars and Derived HybridsDocument7 pagesFruits 75 (6), 281-287 Effect of Fertilizer Treatments On Fruit Nutritional Quality of Plantain Cultivars and Derived HybridsSol InvictusNo ratings yet
- Performance Evaluation of Seismic Stopper Using Structural Analysis and AC156 Test MethodDocument9 pagesPerformance Evaluation of Seismic Stopper Using Structural Analysis and AC156 Test MethodAnish PanchalNo ratings yet
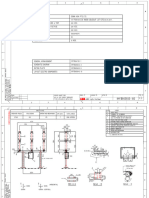
- Drawing CB LTB 145D1 - BDocument9 pagesDrawing CB LTB 145D1 - Btoàn lêNo ratings yet
- A Worn Path SummaryDocument7 pagesA Worn Path SummaryArthas Rhee HermanNo ratings yet
- The Common Sports: Fashion GeneralDocument17 pagesThe Common Sports: Fashion GeneralShiela Jane Langga SanghidNo ratings yet
- Sugar PresentationDocument81 pagesSugar PresentationShashi BhushanNo ratings yet
- Urine Preservatives-Collection and Transportation For 24-Hour Urine SpecimensDocument5 pagesUrine Preservatives-Collection and Transportation For 24-Hour Urine SpecimensFaryalBalochNo ratings yet
- Metodos Shimadzu PDFDocument185 pagesMetodos Shimadzu PDFseterisparigusNo ratings yet
- Test 3 With SolutionsDocument33 pagesTest 3 With SolutionssvsvsvsvNo ratings yet
- 3 Minute Speech On Health Is WealthDocument2 pages3 Minute Speech On Health Is WealthparimalaNo ratings yet
- House Bill 2289 BillDocument3 pagesHouse Bill 2289 BillSinclair Broadcast Group - EugeneNo ratings yet
- ESP Soy Protein Powder Talk Sheet - EnGDocument15 pagesESP Soy Protein Powder Talk Sheet - EnGVanessa VivNo ratings yet