You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Issue Request Vs IssuedDocument18 pagesIssue Request Vs Issuedsrsivaraman81No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Annexure Iii - Application SpecialistDocument2 pagesAnnexure Iii - Application Specialistsrsivaraman81No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Annexure - Ii - Declaration SheetDocument1 pageAnnexure - Ii - Declaration Sheetsrsivaraman81No ratings yet
- CopperDocument17 pagesCopperbashaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 2.9years Experience in Quality Department-Castings (Foundry) Sujith. DDocument3 pages2.9years Experience in Quality Department-Castings (Foundry) Sujith. Dsrsivaraman81No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Pa6 & Pa6g ComparisonDocument1 pagePa6 & Pa6g Comparisonsrsivaraman81No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Cu-ETP: C11000 Industrial RolledDocument4 pagesCu-ETP: C11000 Industrial Rolledsrsivaraman81No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Date Given by SL No PointDocument2 pagesDate Given by SL No Pointsrsivaraman81No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Firewall MeetingDocument1 pageFirewall Meetingsrsivaraman81No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Passivation: Astm A 967-05 Specifications Qq-P-35C/Ams-Qq-P-35A Specifications AMS 2700C SpecificationsDocument2 pagesPassivation: Astm A 967-05 Specifications Qq-P-35C/Ams-Qq-P-35A Specifications AMS 2700C Specificationssrsivaraman81No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- BRAINSTORMING QuestionsDocument2 pagesBRAINSTORMING Questionssrsivaraman81No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Checklist Position InventoryDocument3 pagesChecklist Position Inventorysrsivaraman81No ratings yet
- BRAINSTORMING - Attendance SheetDocument2 pagesBRAINSTORMING - Attendance Sheetsrsivaraman81No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- En 13601-2013Document34 pagesEn 13601-2013latif100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 25 Useful Brainstorming TechniquesDocument4 pages25 Useful Brainstorming TechniquesgodegzNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 25 Useful Brainstorming TechniquesDocument4 pages25 Useful Brainstorming TechniquesgodegzNo ratings yet
- BrainstormingDocument4 pagesBrainstormingsrsivaraman81No ratings yet
- Metal PDFDocument10 pagesMetal PDFkevalpatel94291No ratings yet
- Mould Melt SandplantDocument22 pagesMould Melt Sandplantsrsivaraman81No ratings yet
- BrainstormingDocument4 pagesBrainstormingsrsivaraman81No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Internal Circlips-IsDocument5 pagesInternal Circlips-IsPRASHANTHNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Loramendi Casestudy en PrintDocument2 pagesLoramendi Casestudy en Printsrsivaraman81No ratings yet
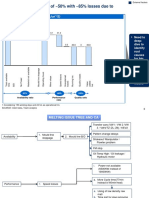
- MELT Issue TreeDocument5 pagesMELT Issue Treesrsivaraman81No ratings yet
- PDFDocument127 pagesPDFsrsivaraman81No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- GR&R StudiesDocument44 pagesGR&R Studiesmanoj_ghorpade100% (1)
- Aisc-Mbma Steel Design Guide No 16Document14 pagesAisc-Mbma Steel Design Guide No 16sebastian9033No ratings yet
- Product Data: 38AH024-134 Commercial Air-Cooled Condensing Units 50/60 HZDocument132 pagesProduct Data: 38AH024-134 Commercial Air-Cooled Condensing Units 50/60 HZIrving Perez SantosNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Sliding Thermal BreakDocument64 pagesSliding Thermal BreakSaud AffanNo ratings yet
- Acti 9 iDPN Vigi - A9A26924Document2 pagesActi 9 iDPN Vigi - A9A26924Rian IrfansyahNo ratings yet
- Properties of Explosive MaterialsDocument11 pagesProperties of Explosive MaterialsFrhandd MuhammadNo ratings yet
- JEE ChallengerDocument31 pagesJEE Challengerpardhan jiNo ratings yet
- Tee Bun Pin - Strengthening of Concrete Slab With Opening Using External Fiber Reinforced Polymer (FRP) Strip. 2004Document87 pagesTee Bun Pin - Strengthening of Concrete Slab With Opening Using External Fiber Reinforced Polymer (FRP) Strip. 2004Сергей СерёгинNo ratings yet
- Pumps - IntroductionDocument31 pagesPumps - IntroductionSuresh Thangarajan100% (1)
- Designer Quartz Sinks and Kitchen AccessoriesDocument28 pagesDesigner Quartz Sinks and Kitchen AccessoriesAkshay Kumar GhoshNo ratings yet
- A9R1ttyx0m Ew80os 2l8 PDFDocument47 pagesA9R1ttyx0m Ew80os 2l8 PDFnmarkov80No ratings yet
- Q Railing KatalogDocument416 pagesQ Railing KatalogТомић ЕминаNo ratings yet
- Magnetic Particle TestingDocument2 pagesMagnetic Particle TestingThanhdong DoNo ratings yet
- Solar SeaWater Desalination Machine With RO UV PurifierDocument4 pagesSolar SeaWater Desalination Machine With RO UV PurifierEuniceNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mechanical Testing - Notched Bar or Impact TestingDocument7 pagesMechanical Testing - Notched Bar or Impact TestingFsNo ratings yet
- Qual LabDocument7 pagesQual LabVasaNo ratings yet
- Kohler-Requirement MannaDocument6 pagesKohler-Requirement MannaSAMNo ratings yet
- HdpeeDocument38 pagesHdpeeSamet BelliNo ratings yet
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocument7 pagesStrength and Protective Coatings On Steel Industrial Fence FrameworkDarwin DarmawanNo ratings yet
- Pi - Trahair - Inelastic Torsion of Steel I BeamsDocument12 pagesPi - Trahair - Inelastic Torsion of Steel I BeamspvecciNo ratings yet
- Pre Lab ReportDocument3 pagesPre Lab Reportbaysic.136511130206No ratings yet
- Tondo Residence Plumbing EstimateDocument2 pagesTondo Residence Plumbing EstimateEvans CorpNo ratings yet
- Rainscreen WallDocument18 pagesRainscreen Wall20101495No ratings yet
- L-1 Bituminous Mix DesignDocument86 pagesL-1 Bituminous Mix DesignrajibchattarajNo ratings yet
- انواع دسته موتورDocument27 pagesانواع دسته موتورali100% (1)
- Catalogo PaqueteDocument4 pagesCatalogo PaqueteJuan RobalinoNo ratings yet
- 4f27e 2006 Workshop ManualDocument23 pages4f27e 2006 Workshop ManualTransmisiones Automáticas Chepe100% (5)
- S3 PDFDocument1 pageS3 PDFhampshireiii100% (1)
- Velan Y-Pattern Globe CAT BG 04 10Document12 pagesVelan Y-Pattern Globe CAT BG 04 10mfcramer0% (1)
- 3.132080123 Radiant Energy Collectors Plans and Drawings Collection PDFDocument620 pages3.132080123 Radiant Energy Collectors Plans and Drawings Collection PDFartimpresro9108No ratings yet
- Science 8 5Document2 pagesScience 8 5api-272721387No ratings yet