You might also like
- Science FactsDocument15 pagesScience FactsSusy VargheseNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Optical Properties PDFDocument27 pagesOptical Properties PDFaljhon100% (1)
- Servicemanual Trotec Speedy C12, C25, C50, C100Document87 pagesServicemanual Trotec Speedy C12, C25, C50, C100macguyver66No ratings yet
- UM-10040030EN - J UltraPulse DUO Op Manual - EnglishDocument124 pagesUM-10040030EN - J UltraPulse DUO Op Manual - EnglishRocks InheadNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Raman Microscopy First Edition PDFDocument34 pagesRaman Microscopy First Edition PDFGerald See TohNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- Laser Cutting - First Principles PaperDocument6 pagesLaser Cutting - First Principles PaperSiddaraju V Hodekal100% (2)
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Laser Beam Machining LBMDocument33 pagesLaser Beam Machining LBMPPSwainNo ratings yet
- LaserCutting RTantraDocument29 pagesLaserCutting RTantraYandapalli Sai ramNo ratings yet
- Laser CuttingDocument19 pagesLaser Cuttingtheory of machine fgiet100% (1)
- Module 4Document33 pagesModule 4Mohammed aslamNo ratings yet
- Lecture 18 - Laser Materials ProcessingDocument22 pagesLecture 18 - Laser Materials ProcessingGaurav GodseNo ratings yet
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Laser Processing: Dr. P. KuppanDocument28 pagesLaser Processing: Dr. P. KuppanAbid YusufNo ratings yet
- Lecture 20 - Laser Materials ProcessingDocument29 pagesLecture 20 - Laser Materials ProcessingGaurav GodseNo ratings yet
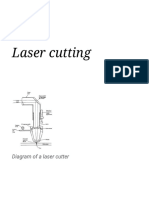
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Laser Cutting PDFDocument43 pagesLaser Cutting PDFManoj NehraNo ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- NTM Unit4Document8 pagesNTM Unit4saravana kumarNo ratings yet
- Document 1Document8 pagesDocument 1sadiqali4244No ratings yet
- Assignment 1 - Lasers in MFGDocument2 pagesAssignment 1 - Lasers in MFGvipul mishraNo ratings yet
- R of in Fine Welding With LaserDocument52 pagesR of in Fine Welding With LaserMaher ShehabNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- Module 2 - Laser and Electron BeamDocument53 pagesModule 2 - Laser and Electron BeamVivek KumarNo ratings yet
- 2013 - @@ - Jun19 - HAZ - Laser Ncutting - PaperDocument6 pages2013 - @@ - Jun19 - HAZ - Laser Ncutting - PaperHarshad PatelNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- CNC Leaser Technology ResarchDocument6 pagesCNC Leaser Technology Resarchsurya tejaNo ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- Laser Beam Machining LBMDocument33 pagesLaser Beam Machining LBMshivamNo ratings yet
- Laser Beam WeldingDocument14 pagesLaser Beam Weldingpatel mihirNo ratings yet
- Laser Beam Machining LBMDocument32 pagesLaser Beam Machining LBMavinashNo ratings yet
- LBMDocument26 pagesLBMChennuri Venugopala ChariNo ratings yet
- Nontraditional Manufacturing Processes MF30604Document16 pagesNontraditional Manufacturing Processes MF30604Nishant PrabhakarNo ratings yet
- Laser Beam: MachiningDocument52 pagesLaser Beam: MachiningraghurockramNo ratings yet
- Laser Scribing of Grain Oriented Electrical SteelDocument7 pagesLaser Scribing of Grain Oriented Electrical SteelsergeykrustevNo ratings yet
- LBM - New Edited VersionDocument25 pagesLBM - New Edited VersionTasdik TasinNo ratings yet
- 458 B 3 LBMDocument3 pages458 B 3 LBMSourav ShuklaNo ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- D.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarDocument28 pagesD.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarVinith ArasuNo ratings yet
- Makalah Thin Film (Fahril)Document46 pagesMakalah Thin Film (Fahril)fahril abdjanNo ratings yet
- PV LaserDocument32 pagesPV LaserPrasanna VenkatNo ratings yet
- LBM EBM NotesDocument36 pagesLBM EBM NotesFRANCIS THOMASNo ratings yet
- Laser Beam MachiningDocument33 pagesLaser Beam MachiningVishalNo ratings yet
- UNIT 5 LBM Min MinDocument36 pagesUNIT 5 LBM Min MinVinith ArasuNo ratings yet
- Unit-4 LBM & EBMDocument44 pagesUnit-4 LBM & EBMbaaskararcher506No ratings yet
- Corba LASERWELDINGokkDocument5 pagesCorba LASERWELDINGokkKAVINNo ratings yet
- AMT Module 4 1Document33 pagesAMT Module 4 1Pranav MgNo ratings yet
- (PHD) Phenomena in Wire Based Multi Layer Laser Welding and Hybrid DepositionDocument165 pages(PHD) Phenomena in Wire Based Multi Layer Laser Welding and Hybrid DepositionWei ChaoNo ratings yet
- AET362Document7 pagesAET362reshmaNo ratings yet
- Quiz/ Short Questions: Complete The Following Lines With Words/ SentencesDocument3 pagesQuiz/ Short Questions: Complete The Following Lines With Words/ SentencesBalu phoenixNo ratings yet
- C7412.indb 1 4/22/10 3:53:51 PMDocument493 pagesC7412.indb 1 4/22/10 3:53:51 PMNisrina Kamilia SalsabilaNo ratings yet
- Quantum Dot Single-Photon Source: Prospects For Applications in Quantum Information ProcessingDocument23 pagesQuantum Dot Single-Photon Source: Prospects For Applications in Quantum Information ProcessingAvinash Kumar SrivastavaNo ratings yet
- Deformation MeasurementsDocument42 pagesDeformation MeasurementsjamniczuNo ratings yet
- 41 - Interaction of Radiation With Matter PDFDocument19 pages41 - Interaction of Radiation With Matter PDFUltrazordNo ratings yet
- LaserDocument2 pagesLaserAnushmita SaikiaNo ratings yet
- HCD F3MD PDFDocument96 pagesHCD F3MD PDFMILAN STANICNo ratings yet
- Diode Laser ArraysDocument464 pagesDiode Laser Arrayscelina ouaroufNo ratings yet
- Laser SafetyDocument4 pagesLaser Safetybhawnasingh9No ratings yet
- PLB Operating InstructionDocument148 pagesPLB Operating InstructionIonutz Rizea100% (1)
- SiPhotonics-Talk1 - General - Audience - RameshDocument43 pagesSiPhotonics-Talk1 - General - Audience - Rameshrkpkd88No ratings yet
- 100W 808nm 50% Fill Factor High Power Laser Diode BarDocument4 pages100W 808nm 50% Fill Factor High Power Laser Diode BarLuis Florian SalasNo ratings yet
- A New Approach For Measuring Water and Heavy Hydrocarbon Dew Points of Natural GasesDocument17 pagesA New Approach For Measuring Water and Heavy Hydrocarbon Dew Points of Natural Gasesmajid maheriNo ratings yet
- Ol MeanDocument189 pagesOl Meanamir aslaniNo ratings yet
- Elemental Analysis of Kohl Using Laser Ablation and Atomic Absorption Spectroscopy (AAS) TechniquesDocument8 pagesElemental Analysis of Kohl Using Laser Ablation and Atomic Absorption Spectroscopy (AAS) TechniquesRuan RongyiNo ratings yet
- Laser Beam Machining LBMDocument32 pagesLaser Beam Machining LBMavinashNo ratings yet
- Photoacoustic Spectroscopy in Trace Gas MonitoringDocument25 pagesPhotoacoustic Spectroscopy in Trace Gas MonitoringRIzwanaNo ratings yet
- Mid Power Laser Sources Ylr 100 Watt 2 KW in CWDocument2 pagesMid Power Laser Sources Ylr 100 Watt 2 KW in CWAbderrahmen HerichiNo ratings yet
- Pioneer Deh-2350ub PDFDocument62 pagesPioneer Deh-2350ub PDFChristian Yair Macxon OliverNo ratings yet
- NovoCyte Flow Cytometer Operator's GuideDocument98 pagesNovoCyte Flow Cytometer Operator's Guideeclipse1130No ratings yet
- Laser Show System Model CVLC-LT223Document5 pagesLaser Show System Model CVLC-LT223Owais AkhlaqNo ratings yet
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocument12 pagesPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajNo ratings yet
- Applications of Photoluminescence With Continuous and Pulsed ExcitationDocument6 pagesApplications of Photoluminescence With Continuous and Pulsed ExcitationMalek BombasteinNo ratings yet