You might also like
- Efficient silo designDocument21 pagesEfficient silo designAkhilprasad Sadige100% (1)
- S 101 Sodium Chloride Silo Specification Sheet and DesignDocument8 pagesS 101 Sodium Chloride Silo Specification Sheet and DesignBenedick Jayson MartiNo ratings yet
- Bulk Handling Global Online SILO CAPACITY CalculatorDocument2 pagesBulk Handling Global Online SILO CAPACITY Calculatorsuntoshsalvi4859No ratings yet
- Prestressed Silo DesignDocument11 pagesPrestressed Silo DesignmahakNo ratings yet
- Types of steel silos and bunkers and friction coefficient valuesDocument1 pageTypes of steel silos and bunkers and friction coefficient valuesTrishul Nath PallayNo ratings yet
- Wind On SiloDocument7 pagesWind On SiloHgagselim SelimNo ratings yet
- Design Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherDocument135 pagesDesign Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherSwapan Kumar BoseNo ratings yet
- Design of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Document26 pagesDesign of Silo: Presented by Shyamala.C M.Tech (Storage Engg.) 2015604605Darshan PanchalNo ratings yet
- Silo Capacity CalculationDocument1 pageSilo Capacity Calculationlbc123No ratings yet
- Storage Silos: General CatalogueDocument32 pagesStorage Silos: General CatalogueNatarajan RavisankarNo ratings yet
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocument26 pagesModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317No ratings yet
- Silo DesignDocument25 pagesSilo Designvijaystructural100% (1)
- Design of Unburned Clinker Silo Based On BS EN 1991-4:2006Document4 pagesDesign of Unburned Clinker Silo Based On BS EN 1991-4:2006Uttam Kumar GhoshNo ratings yet
- RM Silo Ocp3Document7 pagesRM Silo Ocp3Mahata Priyabrata50% (2)
- Silo Structure Rev 3Document176 pagesSilo Structure Rev 3saadyamin2821100% (3)
- Silos DesignDocument7 pagesSilos Designaloyssberg100% (4)
- Design of Silos 2010Document21 pagesDesign of Silos 2010Topaca Paec100% (3)
- Example 3 Rectangular SiloDocument7 pagesExample 3 Rectangular SiloAhmed Said50% (2)
- 3100 CV 0001Document11 pages3100 CV 0001tranceinttNo ratings yet
- Bin and Hopper Design LectureDocument73 pagesBin and Hopper Design Lecturejigarshah21No ratings yet
- SILODocument44 pagesSILOClezel MesaNo ratings yet
- Mill Feed Silo-10!09!08Document120 pagesMill Feed Silo-10!09!08Umer AziqNo ratings yet
- Silo WallDocument5 pagesSilo WallMunish GaurNo ratings yet
- JSW Toranagallu 24m Gallery DesignDocument5 pagesJSW Toranagallu 24m Gallery DesignvivekNo ratings yet
- Hopper DesignDocument7 pagesHopper DesignRohan Malkar100% (1)
- Silo design - Optimize powder dischargeDocument14 pagesSilo design - Optimize powder dischargeyoussefNo ratings yet
- Concept of Silo DesignDocument6 pagesConcept of Silo Designv2299No ratings yet
- Solids Notes 10 Hopper DesignDocument26 pagesSolids Notes 10 Hopper DesignCss GaneshNo ratings yet
- 1200m3 Ash Silo Mechanical ReportDocument15 pages1200m3 Ash Silo Mechanical Reporttranceintt0% (1)
- IBAU HAMBURG Central Cone Silos structural designDocument28 pagesIBAU HAMBURG Central Cone Silos structural designdox4use100% (1)
- 9178 2 PDFDocument39 pages9178 2 PDFvivekNo ratings yet
- Calculation For D12m SiloDocument3 pagesCalculation For D12m SiloHaftamu Tekle80% (10)
- Boru Bant Versiyon 3Document38 pagesBoru Bant Versiyon 3Hasan arif KısaalioğluNo ratings yet
- Stresses in SiloDocument12 pagesStresses in SiloENAENA187No ratings yet
- Silo BucklingDocument14 pagesSilo BucklingrahilmlNo ratings yet
- Screw ConveyorDocument4 pagesScrew ConveyorRaji SuriNo ratings yet
- Silo GuideDocument14 pagesSilo GuideMd. Mynul Hossain100% (2)
- Silo HesapDocument10 pagesSilo HesapBllbyk BykNo ratings yet
- Dynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206Document4 pagesDynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206AliNo ratings yet
- Design and Pressure Analysis of Steel Silo 8000 TonsDocument4 pagesDesign and Pressure Analysis of Steel Silo 8000 TonsEditor IJTSRD0% (1)
- Design of circular silo bunkerDocument24 pagesDesign of circular silo bunkerJames AugustineNo ratings yet
- Mechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期Document1 pageMechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期saidNo ratings yet
- Apron FeederDocument2 pagesApron FeederRaji Suri100% (1)
- Hopper WordDocument15 pagesHopper WordJani MisterioNo ratings yet
- Tel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680Document48 pagesTel: (978) 649-3300 Fax: (978) 649-3399 Tel: (805) 541-0901 Fax: (805) 541-4680gkdora57489% (9)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- MOULD TOOL DESIGN PRESENTATIONDocument64 pagesMOULD TOOL DESIGN PRESENTATIONskumaranspNo ratings yet
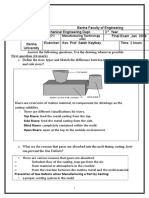
- Manufacturing TechnologyDocument6 pagesManufacturing TechnologyKarim HeshamNo ratings yet
- Presentation On Transfer Chute (IKC) PDFDocument53 pagesPresentation On Transfer Chute (IKC) PDFidey100% (2)
- Casting tools and processes explainedDocument9 pagesCasting tools and processes explainedEswaran ManakorNo ratings yet
- Dragline Casting LayoutsDocument40 pagesDragline Casting LayoutsAnshul yadavNo ratings yet
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- DT - Hardness TestDocument30 pagesDT - Hardness TestSamuel Christian GiovanniNo ratings yet
- UAS Drill String Design and Hole ProblemDocument37 pagesUAS Drill String Design and Hole Problemsbaluwel100% (1)
- Nanoindentation: Basic PrincipleDocument38 pagesNanoindentation: Basic PrincipleAravind BabuNo ratings yet
- NDTtests On ConcreteDocument79 pagesNDTtests On ConcreteAparna SwaminathanNo ratings yet
- Roll FormingDocument16 pagesRoll FormingrafaelgomezmorenoNo ratings yet
- U3p2riserdesign 150422035837 Conversion Gate02 PDFDocument27 pagesU3p2riserdesign 150422035837 Conversion Gate02 PDFசெல்வ குமார்No ratings yet
- Pressure and Force MeasurementDocument15 pagesPressure and Force MeasurementShami KunalNo ratings yet
- Canyster Component Pressure Die Casting ReportDocument28 pagesCanyster Component Pressure Die Casting Reportdattatray bhanuseNo ratings yet
- Adaptive ControlDocument27 pagesAdaptive ControlmettayugeshreddyNo ratings yet
- INTRO TO SILO DESIGN AND FLOW PROPERTIESDocument35 pagesINTRO TO SILO DESIGN AND FLOW PROPERTIESAkhilprasad SadigeNo ratings yet
- 3d Printing of BonesDocument1 page3d Printing of BonesAkhilprasad SadigeNo ratings yet
- CV SampDocument2 pagesCV SampAkhilprasad SadigeNo ratings yet
- Malla Reddy MMDocument127 pagesMalla Reddy MMPathardhelizMansoorNo ratings yet
- CAD CAM Digital NotesDocument136 pagesCAD CAM Digital NotesPrasad KvNo ratings yet
- PowerplantengineeringDocument59 pagesPowerplantengineeringThulasi RamNo ratings yet
- Mmi Final Copy DN PDFDocument127 pagesMmi Final Copy DN PDFAkhilprasad SadigeNo ratings yet
- Malla Reddy MMDocument127 pagesMalla Reddy MMPathardhelizMansoorNo ratings yet
- Digital Notes on Power Plant EngineeringDocument105 pagesDigital Notes on Power Plant EngineeringAkhilprasad SadigeNo ratings yet
- Design Principles ChutesDocument8 pagesDesign Principles ChutesNico JeriaNo ratings yet
- Heat Transfer PDFDocument315 pagesHeat Transfer PDFAkhilprasad SadigeNo ratings yet
- Computer Aided Design Computer Aided Manufacturing PDFDocument361 pagesComputer Aided Design Computer Aided Manufacturing PDFAkhilprasad Sadige100% (1)
- 01 B.Tech Major Project Cover PageDocument1 page01 B.Tech Major Project Cover PageAkhilprasad SadigeNo ratings yet
- Internship ReportDocument36 pagesInternship ReportAkhilprasad SadigeNo ratings yet
- Bulk Solids HandlingDocument303 pagesBulk Solids HandlingDr_M_Soliman100% (12)
- Transfer Chute For Bulk Materi PDFDocument131 pagesTransfer Chute For Bulk Materi PDFAkhilprasad SadigeNo ratings yet
- Design Principles ChutesDocument8 pagesDesign Principles ChutesNico JeriaNo ratings yet
- Conveyor Design Standards SimplifiedDocument59 pagesConveyor Design Standards SimplifiedBapu612345No ratings yet
- Internship ReportDocument36 pagesInternship ReportAkhilprasad Sadige100% (3)
- 12Document8 pages12Akhilprasad SadigeNo ratings yet
- Lie Symmetries For The Charge-Monopole ProblemDocument5 pagesLie Symmetries For The Charge-Monopole ProblemIldeu MoreiraNo ratings yet
- Applied MathDocument128 pagesApplied Mathjohnfaluade40No ratings yet
- Lec10 PDFDocument30 pagesLec10 PDFdeciohNo ratings yet
- Vector Network AnalyzerDocument2 pagesVector Network Analyzerkpgs12No ratings yet
- Activity 2.1.4 Calculating Force Vectors Answer Key: 5 Sin 30 Right 2.5Document4 pagesActivity 2.1.4 Calculating Force Vectors Answer Key: 5 Sin 30 Right 2.5Ethan FrayerNo ratings yet
- Physics 1101 task solutions in A4 paper with units conversionDocument2 pagesPhysics 1101 task solutions in A4 paper with units conversionWenn Mark BurerosNo ratings yet
- Draft WritingDocument10 pagesDraft WritingOliviaNo ratings yet
- KTM GTU Study Material E-Notes Unit-3 25102019115737AMDocument17 pagesKTM GTU Study Material E-Notes Unit-3 25102019115737AMPavan GandhiNo ratings yet
- Dynamics: Vector Mechanics For EngineersDocument49 pagesDynamics: Vector Mechanics For EngineersManuel CoxeNo ratings yet
- Mech3030 T3 2019Document28 pagesMech3030 T3 2019女孩們拆電腦No ratings yet
- KSEEB 2nd PUC Maths Syllabus 2021 22Document4 pagesKSEEB 2nd PUC Maths Syllabus 2021 22Sreenivasa ReddyNo ratings yet
- Dynamic Analysis of LinkagesDocument9 pagesDynamic Analysis of LinkagesHimmatSinghNo ratings yet
- NUST Entry Test - Practice Test 1Document28 pagesNUST Entry Test - Practice Test 1Rahique ShuaibNo ratings yet
- Mapping Function To Failure Mode During Component DevelopmentDocument9 pagesMapping Function To Failure Mode During Component DevelopmentKarthik KarunanidhiNo ratings yet
- Kri shna's Vector Calculus TextbookDocument164 pagesKri shna's Vector Calculus TextbookwecharriNo ratings yet
- Physics VectorsDocument24 pagesPhysics VectorsNirvaniNo ratings yet
- Scalars and VectorsDocument27 pagesScalars and VectorsmkanwarsNo ratings yet
- Lab 4 (Thu) - Attempt Review PDFDocument4 pagesLab 4 (Thu) - Attempt Review PDFjair2018No ratings yet
- (John P. Cullerne, Anton Machacek) The Language ofDocument44 pages(John P. Cullerne, Anton Machacek) The Language ofNasim SalimNo ratings yet
- Physics Notes 1 To 11 by Tariq SaeedDocument7 pagesPhysics Notes 1 To 11 by Tariq SaeedTariq SaeedNo ratings yet
- Inverted Pendulum On Cart SolutionDocument8 pagesInverted Pendulum On Cart SolutionMario R. KallabNo ratings yet
- Homework #1Document4 pagesHomework #1Deniz GüneşNo ratings yet
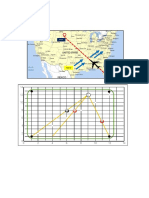
- Air NavigationDocument19 pagesAir NavigationRaja Drive100% (3)
- Grade 12 2nd QTDocument1 pageGrade 12 2nd QTAlgerd MoscosaNo ratings yet
- 3 Resultants and ComponentsDocument19 pages3 Resultants and ComponentsTausif Ali BhuiyanNo ratings yet
- Moment of a Couple - Calculating Resultant Couple Moments and DirectionDocument14 pagesMoment of a Couple - Calculating Resultant Couple Moments and DirectionCasalta KennethNo ratings yet
- Determination of In-Situ Stress From Ori PDFDocument9 pagesDetermination of In-Situ Stress From Ori PDFLeon FouroneNo ratings yet
- G481 Module 1 Motion Questions MSDocument4 pagesG481 Module 1 Motion Questions MSAmberNo ratings yet
- Scriptmanual enDocument59 pagesScriptmanual enKovácsZsoltNo ratings yet
- Pivot PointDocument31 pagesPivot PointJorge Quintas100% (2)