You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Consti 1 - Course Outline - Til Week 8Document25 pagesConsti 1 - Course Outline - Til Week 8neo mialaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Auto 1 For Printing - Docx (March 15,2021)Document6 pagesAuto 1 For Printing - Docx (March 15,2021)neo mialaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ilaya St. Alabang, Muntinlupa CityDocument7 pagesIlaya St. Alabang, Muntinlupa Cityneo mialaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Cebu Pacific - May 15Document3 pagesCebu Pacific - May 15neo mialaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Electro2 - Part E - Course Assessment - RevisedDocument9 pagesElectro2 - Part E - Course Assessment - Revisedneo mialaNo ratings yet
- Cultural Sensitivity (Repaired)Document20 pagesCultural Sensitivity (Repaired)neo mialaNo ratings yet
- Bachelor of Science in Marine Engineering Summary of Practical Exercises and Assessments Electro 1 - Basic ElectricityDocument33 pagesBachelor of Science in Marine Engineering Summary of Practical Exercises and Assessments Electro 1 - Basic Electricityneo mialaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Deck Watchkeeping - Performing WatchDocument20 pagesDeck Watchkeeping - Performing Watchneo miala100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Cultural Awareness: Classification: PublicDocument27 pagesCultural Awareness: Classification: Publicneo mialaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Applied Mechanics CompressDocument202 pagesApplied Mechanics Compressneo mialaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Engineering WatchDocument10 pagesEngineering Watchneo mialaNo ratings yet
- Energies: Influence of Insulating Material Properties On Partial Discharges at DC VoltageDocument17 pagesEnergies: Influence of Insulating Material Properties On Partial Discharges at DC Voltageneo mialaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- D. Any of The AboveDocument13 pagesD. Any of The Aboveneo mialaNo ratings yet
- Deck Watchkeeping - Basic PrinciplesDocument50 pagesDeck Watchkeeping - Basic Principlesneo miala100% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Office Cadet - Seagull Tracking 1Document8 pagesOffice Cadet - Seagull Tracking 1neo mialaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Deck Watchkeeping - Performing WatchDocument20 pagesDeck Watchkeeping - Performing Watchneo mialaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- ProposalDocument5 pagesProposalneo mialaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Arc WLDG Basic Workshop Practice 04092018Document2 pagesArc WLDG Basic Workshop Practice 04092018Abraiz NajamNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Production Report ViosDocument1 pageProduction Report ViosAdam FarishNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mesh To Micron Conversion Chart Ecologix SystemsDocument3 pagesMesh To Micron Conversion Chart Ecologix SystemsPitipong SunkhongNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Rai Quo NK 001 0124Document5 pagesRai Quo NK 001 0124yudii.hidayatNo ratings yet
- Master GlobalAvailability CL130328Document1 pageMaster GlobalAvailability CL130328rahul srivastavaNo ratings yet
- RT Report Template V1Document5 pagesRT Report Template V1Riaan PretoriusNo ratings yet
- KMPD Process ChartDocument4 pagesKMPD Process Chartfiki_pramudyaNo ratings yet
- StereolithographyDocument13 pagesStereolithographyonkar masekar0% (1)
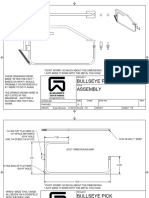
- Bullseye Pick WWW Gwellwood ComDocument5 pagesBullseye Pick WWW Gwellwood Comkick24502No ratings yet
- Tool Room Lathe PDFDocument4 pagesTool Room Lathe PDFShahAzeem AhamadNo ratings yet
- Grado de Limpieza Con Chorro PDFDocument1 pageGrado de Limpieza Con Chorro PDFmasv792512No ratings yet
- Karakteristik Bio-Oil Hasil Pirolisis Limbah Brem Dengan Variasi TemperaturDocument6 pagesKarakteristik Bio-Oil Hasil Pirolisis Limbah Brem Dengan Variasi TemperaturAditya ThreatNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Ball Mill Loading - Dry MillingDocument3 pagesBall Mill Loading - Dry Millingmladen lakicNo ratings yet
- 0608 OnlineDressDocument3 pages0608 OnlineDressNejemans NejeNo ratings yet
- Question M.TechDocument5 pagesQuestion M.TechBabuli KumarNo ratings yet
- Weekly Report #5Document5 pagesWeekly Report #5Genevieve CalacatNo ratings yet
- Kisan Drone Operator-AGR - Q1006 - v1.0Document93 pagesKisan Drone Operator-AGR - Q1006 - v1.0prasenjitNo ratings yet
- Linz-Donawitz SteelmakingDocument2 pagesLinz-Donawitz SteelmakingKumar MangalamNo ratings yet
- Dr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentDocument38 pagesDr.-Ing. Islam El-Galy: Royal Commission For Jubail and Yanbu Jubail University College Mechanical Engineering DepartmentomarNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Limits, Fits and TolerancesDocument4 pagesLimits, Fits and Tolerancessimalaravi100% (1)
- Compressed Air Details: Compressor HouseDocument13 pagesCompressed Air Details: Compressor HousePraful LilhareNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tool SteelsDocument35 pagesTool SteelsHandrizaHanifAsyrafiNo ratings yet
- BIS0148 - C2L9P2 - Spec Sheet - Wear 450 Steel - WebDocument1 pageBIS0148 - C2L9P2 - Spec Sheet - Wear 450 Steel - Webidontlikeebooks100% (1)
- Gujarat Technological University: Sr. No Name of Student Enrollment NoDocument21 pagesGujarat Technological University: Sr. No Name of Student Enrollment NoRATHAVA SUNILSINHNo ratings yet
- PRITCHARD, D. 2018. 1 Some Preliminaries. in What Is This Thing Called Knowledge. Pp. 2-9. RoutledgeDocument7 pagesPRITCHARD, D. 2018. 1 Some Preliminaries. in What Is This Thing Called Knowledge. Pp. 2-9. RoutledgeVitorNo ratings yet
- Coking PlantDocument7 pagesCoking PlantpdiconpNo ratings yet
- Casting Process PDFDocument36 pagesCasting Process PDFArip Budi100% (1)
- GMI Student ReportDocument3 pagesGMI Student ReportdmufqiNo ratings yet
- Wood Seesaw or Teeter TotterDocument9 pagesWood Seesaw or Teeter TotterTibor LocNo ratings yet