You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 18 - Carvana Is A Bad BoyDocument6 pages18 - Carvana Is A Bad BoyAsishNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Soap Production Business PlanDocument24 pagesSoap Production Business PlanAbdulkudus Abdulshukur98% (44)
- MarchDocument4 pagesMarchplattini cardoso0% (3)
- Travel Agency SS Background of Bestway Travels: Name: Gulfishan Roll No (MCF1701915)Document7 pagesTravel Agency SS Background of Bestway Travels: Name: Gulfishan Roll No (MCF1701915)Gul AfshanNo ratings yet
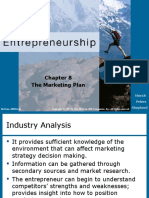
- The Marketing Plan: Hisrich Peters ShepherdDocument22 pagesThe Marketing Plan: Hisrich Peters ShepherdGul AfshanNo ratings yet
- Jips Jips Jips Jips: Jiops Jiops Jiops JiopsDocument56 pagesJips Jips Jips Jips: Jiops Jiops Jiops JiopsGul AfshanNo ratings yet
- Assessment & Examination Policy-UE PDFDocument5 pagesAssessment & Examination Policy-UE PDFGul Afshan100% (1)
- Ayesha Waris (MBF1800364)Document13 pagesAyesha Waris (MBF1800364)Gul AfshanNo ratings yet
- Part 1: Introduction: Chapter 1: Overview of International Business and GlobalizationDocument11 pagesPart 1: Introduction: Chapter 1: Overview of International Business and GlobalizationGul AfshanNo ratings yet
- David Doe: Retail ManagerDocument1 pageDavid Doe: Retail ManagerGul AfshanNo ratings yet
- 2nd LectureDocument5 pages2nd LectureGul AfshanNo ratings yet
- Multiple Choice Questions Companies Ordinance 1984 Corporate Law Company Law For ACMA ICMAP CA Students Rehan Aziz Shervani Abdul Wahid AlDocument41 pagesMultiple Choice Questions Companies Ordinance 1984 Corporate Law Company Law For ACMA ICMAP CA Students Rehan Aziz Shervani Abdul Wahid AlGul AfshanNo ratings yet
- Travel Agency Background of Bestway Travels: Name: Gulfishan Roll No (MCF1701915)Document8 pagesTravel Agency Background of Bestway Travels: Name: Gulfishan Roll No (MCF1701915)Gul AfshanNo ratings yet
- Governmental and Legal Systems: Part II: National Environmental DifferenceDocument26 pagesGovernmental and Legal Systems: Part II: National Environmental DifferenceGul AfshanNo ratings yet
- Organizational Behaviour - MGT502 Power Point Slides Lecture 7Document39 pagesOrganizational Behaviour - MGT502 Power Point Slides Lecture 7Gul AfshanNo ratings yet
- 1st LectureDocument5 pages1st LectureGul AfshanNo ratings yet
- Operations Management: Chapter 2 - Operations Strategy in A Global EnvironmentDocument87 pagesOperations Management: Chapter 2 - Operations Strategy in A Global EnvironmentGul AfshanNo ratings yet
- Global Marketing: Alessandra BucciDocument38 pagesGlobal Marketing: Alessandra BuccitumamiNo ratings yet
- 07 1108647827262 Process MGTDocument58 pages07 1108647827262 Process MGTHương PhạmNo ratings yet
- Od223026757172675000 4Document1 pageOd223026757172675000 4NAMAN KUMAR CHOTIANo ratings yet
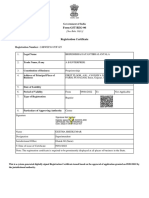
- GST CertificateDocument3 pagesGST CertificatePATEL SAHILKUMARNo ratings yet
- Chapter 1 - HTT454Document34 pagesChapter 1 - HTT4542023127065No ratings yet
- Rockefeller ThesisDocument7 pagesRockefeller Thesismichellewilsonvirginiabeach100% (2)
- Trifan Marina ENDocument2 pagesTrifan Marina ENMarina UrsachiNo ratings yet
- AFAR - 11.1-Cost Accounting (Job Order and Process Costing)Document3 pagesAFAR - 11.1-Cost Accounting (Job Order and Process Costing)Daniela AubreyNo ratings yet
- Business Plan SampleDocument12 pagesBusiness Plan SampleHadjriel 21No ratings yet
- EM Midterm ReviewerDocument9 pagesEM Midterm Reviewermariaisabelle DuganNo ratings yet
- Illustrative Examples - Changes in Accounting Estimates, Policies and Correction of ErrorsDocument3 pagesIllustrative Examples - Changes in Accounting Estimates, Policies and Correction of ErrorsMs QuiambaoNo ratings yet
- Multiple Choice QuizDocument225 pagesMultiple Choice QuizAnusha PondugulaNo ratings yet
- Cheque Book Request LetterDocument1 pageCheque Book Request LetterMadhu SudananNo ratings yet
- Chapter 1 - Origin and Nature of EntrepreneurshipDocument14 pagesChapter 1 - Origin and Nature of EntrepreneurshipArnel De Los SantosNo ratings yet
- Marketing Strategies of Britannia by Subharth SahaDocument21 pagesMarketing Strategies of Britannia by Subharth Sahasubharth saha43% (7)
- Collective Action and The Urban CommonsDocument79 pagesCollective Action and The Urban Commonschroma11No ratings yet
- HKD2500 Travel Reimbursement Reply SlipDocument2 pagesHKD2500 Travel Reimbursement Reply SlipRahul JadejaNo ratings yet
- Target Market of SonyDocument30 pagesTarget Market of SonyNguyễn Quỳnh Huyền LinhNo ratings yet
- Chapter 1 Overiew of Strategic Management: Strategy Formulation Strategy ImplementationDocument17 pagesChapter 1 Overiew of Strategic Management: Strategy Formulation Strategy ImplementationmarkNo ratings yet
- Chapter17 BuenaventuraDocument8 pagesChapter17 BuenaventuraAnonnNo ratings yet
- Recommendations For Implementation of Consumer Rights PDFDocument120 pagesRecommendations For Implementation of Consumer Rights PDFFerdous MostofaNo ratings yet
- Assignment 1 For MBA 2020Document10 pagesAssignment 1 For MBA 2020Sichen UpretyNo ratings yet
- Key Financial and Performance Indicators For The Nine Months Ended 30 September 2020Document12 pagesKey Financial and Performance Indicators For The Nine Months Ended 30 September 2020zakkNo ratings yet
- Group 8 Case Study (Cornitos)Document13 pagesGroup 8 Case Study (Cornitos)Srushti PrajapatiNo ratings yet
- Background of The Study Mobitel PVT LTD (MOBITEL)Document4 pagesBackground of The Study Mobitel PVT LTD (MOBITEL)jey456No ratings yet
- Profit, Loss, DiscountDocument1 pageProfit, Loss, Discounthadiyahakhtar5No ratings yet
- Astm F 2085Document3 pagesAstm F 2085edson alfaNo ratings yet