You might also like
- Knurling Grooving and Form TurningDocument33 pagesKnurling Grooving and Form TurningTareef Hash100% (1)
- Horizontal "Flatbed" Router Table: MLCS Manual For #9767Document11 pagesHorizontal "Flatbed" Router Table: MLCS Manual For #9767teromandosNo ratings yet
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocument4 pagesA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNo ratings yet
- Fresadora #12Document15 pagesFresadora #12jmtortu100% (1)
- Lathe Diagram With ExplanationDocument3 pagesLathe Diagram With ExplanationEnrico959No ratings yet
- Tread Hammer RahulDocument36 pagesTread Hammer RahulHemant MaheshwariNo ratings yet
- Boring Bars PDFDocument44 pagesBoring Bars PDFmnamkyNo ratings yet
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- Dapra Biax Article Art of ScrapingDocument2 pagesDapra Biax Article Art of ScrapingPedro Ernesto SilvaNo ratings yet
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Don't Be A Cart-Aleck: Materials: ToolsDocument5 pagesDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyNo ratings yet
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Accu-Finish II ManualDocument8 pagesAccu-Finish II ManualOliver CollectorNo ratings yet
- Tent Pitching NotesDocument21 pagesTent Pitching NotessnguidemynahNo ratings yet
- Handi Instr TwobDocument13 pagesHandi Instr TwobnotjustsomeoneNo ratings yet
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- WheelHorse Snow Thrower Completing Package Manual 6-9111Document4 pagesWheelHorse Snow Thrower Completing Package Manual 6-9111Kevins Small Engine and Tractor ServiceNo ratings yet
- Belt Sander TipsDocument4 pagesBelt Sander TipsRenato PrevidelliNo ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDocument19 pagesEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtNo ratings yet
- Geometry and Types of Twist Drills and Drilling MachinesDocument15 pagesGeometry and Types of Twist Drills and Drilling Machinesbest4reverNo ratings yet
- CE3458 Parts ManualDocument84 pagesCE3458 Parts ManualMrbigg10No ratings yet
- Benchworking StudyDocument100 pagesBenchworking StudyBrianRuaroNo ratings yet
- p005 Compact Equipment Tires BroDocument8 pagesp005 Compact Equipment Tires BroAkhmad SebehNo ratings yet
- Drill Vise MillDocument2 pagesDrill Vise MillFrenchwolf420No ratings yet
- Cowells Manuals PDFDocument16 pagesCowells Manuals PDFpedjaNo ratings yet
- Mini Mill Users GuideDocument28 pagesMini Mill Users Guidechriswood_gmailNo ratings yet
- Lathebeddesign00hornrich PDFDocument56 pagesLathebeddesign00hornrich PDFLatika KashyapNo ratings yet
- Milling MachinesDocument18 pagesMilling Machinessamurai7_77100% (2)
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- Shaper Used As Surface GrinderDocument1 pageShaper Used As Surface Grinderradio-chaserNo ratings yet
- Slotting MachineDocument32 pagesSlotting Machinesanaashraf91% (11)
- Drilling Machine Types GuideDocument42 pagesDrilling Machine Types GuideSomenath RahaNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- 2016 Machine Shop Manual PDFDocument95 pages2016 Machine Shop Manual PDFShravan Shetty100% (1)
- SE CompoundCond PDFDocument16 pagesSE CompoundCond PDFAntony BurgersNo ratings yet
- Ted 221 - Machine Shop Practice 1Document34 pagesTed 221 - Machine Shop Practice 1Mr. MushahidNo ratings yet
- How-To - Build Your Own Spot Welder - HackadayDocument17 pagesHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenNo ratings yet
- SherlineDocument48 pagesSherlinejairomarcanoNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Southbend Shaper V2 Parts ListDocument6 pagesSouthbend Shaper V2 Parts ListStephen HowardNo ratings yet
- Balanci GrindingDocument18 pagesBalanci GrindingAnonymous JzEb8CXErNo ratings yet
- 04 80 PDFDocument272 pages04 80 PDFRahmat Budi PermanaNo ratings yet
- BORINGDocument4 pagesBORINGPandi VelanNo ratings yet
- How To Mount and Operate Buck Adjust-Tru ChuckDocument4 pagesHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNo ratings yet
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNo ratings yet
- Toolmakers Microscope MeasurementsDocument7 pagesToolmakers Microscope MeasurementsskumarNo ratings yet
- Testing Lathe For AccuracyDocument4 pagesTesting Lathe For AccuracyArnieTNo ratings yet
- Ews-Itws Lab ManualDocument167 pagesEws-Itws Lab ManualNetaji GandiNo ratings yet
- WheelHorse Snow Blower Lift Assist Accessory 8-4311Document4 pagesWheelHorse Snow Blower Lift Assist Accessory 8-4311Kevins Small Engine and Tractor ServiceNo ratings yet
- Now To Modify Your China Patcher BobbinsDocument3 pagesNow To Modify Your China Patcher Bobbinseric pacha100% (1)
- GraderDocument2 pagesGraderFrenchwolf420No ratings yet
- South Bend Taper AttachmentDocument6 pagesSouth Bend Taper AttachmentMikeNo ratings yet
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialFrom EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialNo ratings yet
- Drilling Boring Reaming and TappingDocument24 pagesDrilling Boring Reaming and TappingAgnivesh SharmaNo ratings yet
- Drilling Boring Reaming and TappingDocument24 pagesDrilling Boring Reaming and TappingjohnNo ratings yet
- Drilling, Boring, Reaming, and Tapping Processes ExplainedDocument24 pagesDrilling, Boring, Reaming, and Tapping Processes ExplainedsumikannuNo ratings yet
- Drilling, Boring, Reaming, and Tapping To Spot and Drill Work in A ChuckDocument3 pagesDrilling, Boring, Reaming, and Tapping To Spot and Drill Work in A ChuckMoid Aretaño MesaNo ratings yet
- Drilling of A Work Piece Held in A ViseDocument8 pagesDrilling of A Work Piece Held in A ViseFaisal RafiqueNo ratings yet
- Interface Options PDFDocument3 pagesInterface Options PDFPuneeth KumarNo ratings yet
- Automobile & Auto ComponentsDocument5 pagesAutomobile & Auto ComponentsPuneeth KumarNo ratings yet
- Our Vision: WWW - Peoplemechanics.inDocument4 pagesOur Vision: WWW - Peoplemechanics.inPuneeth KumarNo ratings yet
- UCAM-Best Practices-COVID-19 PDFDocument4 pagesUCAM-Best Practices-COVID-19 PDFHarpreet SinghNo ratings yet
- Vansa Die Castings Private LimitedDocument5 pagesVansa Die Castings Private LimitedPuneeth KumarNo ratings yet
- H&P Mag Shock Absorbers Article 5-13-13Document4 pagesH&P Mag Shock Absorbers Article 5-13-13pfpmatosNo ratings yet
- Lakshmi Machine ToolsDocument8 pagesLakshmi Machine ToolsPuneeth KumarNo ratings yet
- Intelligent Analysis of Utilization of Special Purpose Machines FDocument27 pagesIntelligent Analysis of Utilization of Special Purpose Machines FPuneeth KumarNo ratings yet
- In Case of Any Query, Please Contact Any of The FollowingDocument2 pagesIn Case of Any Query, Please Contact Any of The FollowingPuneeth KumarNo ratings yet
- Vidyagama Competencies..Document10 pagesVidyagama Competencies..Puneeth KumarNo ratings yet
- MET 49 4 313 316 Hires PDFDocument4 pagesMET 49 4 313 316 Hires PDFPuneeth KumarNo ratings yet
- Alcoa Aerospace CatalogueDocument15 pagesAlcoa Aerospace CataloguePuneeth KumarNo ratings yet
- SlimLine Spec SheetsDocument2 pagesSlimLine Spec SheetsPuneeth KumarNo ratings yet
- NEWS 02 - 2020.docx 1 / 3Document3 pagesNEWS 02 - 2020.docx 1 / 3Puneeth KumarNo ratings yet
- Facility Name Address Switch Board PhoneDocument4 pagesFacility Name Address Switch Board PhonePuneeth KumarNo ratings yet
- (List of Director) : 00002008 Dharmendar Nath Davar 00100801 Jayant DavarDocument1 page(List of Director) : 00002008 Dharmendar Nath Davar 00100801 Jayant DavarPuneeth KumarNo ratings yet
- Executive SummaryDocument25 pagesExecutive SummarypunyadeepNo ratings yet
- Programmable Logic ControllersDocument14 pagesProgrammable Logic ControllersMario PachecoNo ratings yet
- Bestelltalon Prospekte EN - 2020-01Document1 pageBestelltalon Prospekte EN - 2020-01Puneeth KumarNo ratings yet
- Citizen of India Located in IndiaDocument1 pageCitizen of India Located in Indiahimanshu1234567890No ratings yet
- Documents needed for passport applicationDocument3 pagesDocuments needed for passport applicationNitin ParulNo ratings yet
- Mr. Puneeth Kumar D's bank account statement from Dec 2019 to Jun 2020Document4 pagesMr. Puneeth Kumar D's bank account statement from Dec 2019 to Jun 2020Puneeth KumarNo ratings yet
- Introduction To PLC Programming: Ladder Diagram ExampleDocument2 pagesIntroduction To PLC Programming: Ladder Diagram ExampleFreud_Kamal_560No ratings yet
- Frequently Asked Questions - PassportDocument2 pagesFrequently Asked Questions - PassportPuneeth KumarNo ratings yet
- PID BasicsDocument8 pagesPID BasicsanoopkntpcNo ratings yet
- Introduction To PID ControlDocument8 pagesIntroduction To PID ControlNooruddin SheikNo ratings yet
- Drilling Machines - : Steel Iron Alumi Num LeadDocument9 pagesDrilling Machines - : Steel Iron Alumi Num LeadPuneeth KumarNo ratings yet
- ME364 Machining DrillingDocument5 pagesME364 Machining Drillingikhwan ajjaNo ratings yet
- Boring tools and techniques for accurate hole machiningDocument4 pagesBoring tools and techniques for accurate hole machiningPuneeth KumarNo ratings yet
- Yamaha Tt600 84 Parts Catalog Eng by Mosue PDFDocument39 pagesYamaha Tt600 84 Parts Catalog Eng by Mosue PDFMiroslaw Gabalix GabalisNo ratings yet
- Four Stroke Cycle Theory: Intake Stroke Piston Moving Down Intake Valve Open Exhaust Valve ClosedDocument57 pagesFour Stroke Cycle Theory: Intake Stroke Piston Moving Down Intake Valve Open Exhaust Valve ClosedIndirajithNo ratings yet
- AIRBUS A340 AMM 31-36-00Document26 pagesAIRBUS A340 AMM 31-36-00János RédeiNo ratings yet
- Get The Best Performance From Your Cascade Attachment With Hydraulic Valve KitsDocument3 pagesGet The Best Performance From Your Cascade Attachment With Hydraulic Valve KitsVictor ValenciaNo ratings yet
- 15 PDFDocument173 pages15 PDFnascasNo ratings yet
- 4 Cyl Crdi Diesel PSP226Document2 pages4 Cyl Crdi Diesel PSP226upenderNo ratings yet
- E5NE REV 20.pdf CERTIFICADO MOTORES PDFDocument12 pagesE5NE REV 20.pdf CERTIFICADO MOTORES PDFJuan Esteban VillaNo ratings yet
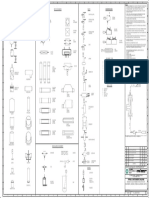
- Legend Sheet P&ID For As-Built - Drafting On 20210722-1Document1 pageLegend Sheet P&ID For As-Built - Drafting On 20210722-1Ludi D. LunarNo ratings yet
- Hi Kal Catalogue New OptDocument16 pagesHi Kal Catalogue New Optask101No ratings yet
- Cat 320BLDocument2 pagesCat 320BLCEVCHNo ratings yet
- Hyster Spreader Parte Electrica PDFDocument47 pagesHyster Spreader Parte Electrica PDFFredy VelazquezNo ratings yet
- CPVS QRS 20 30HP Insruction 2012 05 - 2200780027Document35 pagesCPVS QRS 20 30HP Insruction 2012 05 - 2200780027KM KarthikNo ratings yet
- Gear Box... 3Document5 pagesGear Box... 3Stephen DuamorNo ratings yet
- Toyota Camshaft PDFDocument6 pagesToyota Camshaft PDFChristian RedinNo ratings yet
- Imagebroschuere ENGDocument16 pagesImagebroschuere ENGmahotkatNo ratings yet
- Catalogo Lombardini EngDocument20 pagesCatalogo Lombardini EngpngchanhNo ratings yet
- Volvo Ec250e Ec300e Product Brochure FinalDocument32 pagesVolvo Ec250e Ec300e Product Brochure FinalAvaa AmgaaNo ratings yet
- Viau0008 BMW M3 E36 S50B32 2Document3 pagesViau0008 BMW M3 E36 S50B32 2vasilNo ratings yet
- 2012 5.7 Hemi Cylinder Head InstallationDocument6 pages2012 5.7 Hemi Cylinder Head InstallationzackNo ratings yet
- Parts of A DC GeneratorDocument7 pagesParts of A DC GeneratorRolen GeocadinNo ratings yet
- Lifting Equipment Inspection ChecklistsDocument59 pagesLifting Equipment Inspection ChecklistsMahmud ShalehudinNo ratings yet
- Compressed Air Treatment EquipmentDocument12 pagesCompressed Air Treatment EquipmentSAUL OSPINONo ratings yet
- Ford TF-80SC (AF40), TF-81SC (AF21)Document6 pagesFord TF-80SC (AF40), TF-81SC (AF21)Andrew RivasNo ratings yet
- Allison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogDocument4 pagesAllison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogMarcos LunaNo ratings yet
- Craftsman 3 Bin Craftsman Bagger 917.249890Document16 pagesCraftsman 3 Bin Craftsman Bagger 917.249890Kevins Small Engine and Tractor Service100% (1)
- Complete Block Assembly EngineDocument1 pageComplete Block Assembly EngineCarlos PariNo ratings yet
- Kom Unit 1Document5 pagesKom Unit 1M.ThirunavukkarasuNo ratings yet
- Basics of HVAC SystemDocument82 pagesBasics of HVAC SystemMDRNo ratings yet
- Hoist: Customer Service (800) 548-5438 (619) 578-7676 (619) 578-9558Document41 pagesHoist: Customer Service (800) 548-5438 (619) 578-7676 (619) 578-9558Sergio Andres100% (1)
- Baldor ItemsDocument1 pageBaldor Itemsgirishb23No ratings yet