You might also like
- Cape Computer Science 2011 Unit 2 P2Document5 pagesCape Computer Science 2011 Unit 2 P2dnitehawk qNo ratings yet
- Nuance - Power.PDF - Advanced NC - 031939 PDFDocument31 pagesNuance - Power.PDF - Advanced NC - 031939 PDFKhairy Elsayed100% (1)
- Design Professional Monthly Progress Report: Project Square FootageDocument2 pagesDesign Professional Monthly Progress Report: Project Square FootageCUNo ratings yet
- Purifier Manual Starting StoppingDocument3 pagesPurifier Manual Starting Stoppingavm4343No ratings yet
- BASFDocument34 pagesBASFshashiNo ratings yet
- Petroleum Refining & PetrochemicalsDocument32 pagesPetroleum Refining & PetrochemicalsprasoonNo ratings yet
- Dewaxing ProcessesDocument19 pagesDewaxing ProcessesMahi FatimaNo ratings yet
- Rice Bran Oil Production Cost 3Document44 pagesRice Bran Oil Production Cost 3Sai Krishna100% (3)
- DIIPA Lecture-4 Grain Based Distillery 07042020Document26 pagesDIIPA Lecture-4 Grain Based Distillery 07042020chandrasekhar chNo ratings yet
- Boroscope lm2500Document17 pagesBoroscope lm2500Samir Benabdallah100% (1)
- The Product Life CycleDocument12 pagesThe Product Life CycleKamal PurohitNo ratings yet
- Petroleum Products: Submitted To: Submitted byDocument25 pagesPetroleum Products: Submitted To: Submitted byMNIT Literary SocietyNo ratings yet
- Edible Oil ProcessingDocument22 pagesEdible Oil ProcessingSivamani Selvaraju100% (1)
- Concrete Repair Quality ControlDocument3 pagesConcrete Repair Quality ControlRisath AzeezNo ratings yet
- Thermosol Dyeing Poly Cotton Fabric With Reactive DyesDocument12 pagesThermosol Dyeing Poly Cotton Fabric With Reactive DyesMohammed Atiqul Hoque Chowdhury100% (2)
- Malta Soap Operations ManagementDocument15 pagesMalta Soap Operations Managementسعد كاظمNo ratings yet
- Dryer Catalogue PDFDocument4 pagesDryer Catalogue PDFAnonymous Q9i062VNo ratings yet
- Chapter 2.2 Soybean Oil Rev1Document35 pagesChapter 2.2 Soybean Oil Rev1Rathish RagooNo ratings yet
- Garment Wet WashingDocument32 pagesGarment Wet WashingMdJulkarNaimNo ratings yet
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Hindustan Unilever Limited, Orai: Factory LayoutDocument23 pagesHindustan Unilever Limited, Orai: Factory LayoutDeepanjali KushwahaNo ratings yet
- Bleed Valve FunctionDocument7 pagesBleed Valve FunctionUWT10No ratings yet
- Pad Steam MachineDocument27 pagesPad Steam MachineJuan CubasNo ratings yet
- Presentation 1Document30 pagesPresentation 1munna_bhai8260% (1)
- Automation in Cashew ProcessingDocument40 pagesAutomation in Cashew ProcessingShivayogi PujarNo ratings yet
- Normal Wash, Pigment Wash, Caustic WashDocument9 pagesNormal Wash, Pigment Wash, Caustic WashTauhidurRChowdhuryNo ratings yet
- DetergentDocument16 pagesDetergentHoneylet Recaña TayactacNo ratings yet
- Soap and DetergentsDocument28 pagesSoap and DetergentsVenkata RathnamNo ratings yet
- Starting of Cent. PurifierDocument5 pagesStarting of Cent. PurifiermichaelNo ratings yet
- Starting of Cent. PurifierDocument5 pagesStarting of Cent. PurifiermichaelNo ratings yet
- Renewable Energy (Biomass)Document34 pagesRenewable Energy (Biomass)edos izedonmwenNo ratings yet
- Soap Manufacturing Process: by BinuDocument15 pagesSoap Manufacturing Process: by BinuKalpesh RathodNo ratings yet
- 05 Refine Sugar BoilingDocument43 pages05 Refine Sugar Boilingbeila.amu.22No ratings yet
- Inplant Training Done at KMD Clothing: BY, T.NISHANTHI (08H218) S.ISHWARYA (08H209) S.Nandhini Monisha (08H217)Document15 pagesInplant Training Done at KMD Clothing: BY, T.NISHANTHI (08H218) S.ISHWARYA (08H209) S.Nandhini Monisha (08H217)swety05No ratings yet
- SoapmanufacturingprocessDocument15 pagesSoapmanufacturingprocesskrizelNo ratings yet
- Ghee Mill AllDocument36 pagesGhee Mill AllNuman TariqNo ratings yet
- Lec 12 Caustic Wash and EnzymesDocument13 pagesLec 12 Caustic Wash and EnzymesMohammad RazibNo ratings yet
- Vdocuments - MX - Verka Milk Plant PDFDocument36 pagesVdocuments - MX - Verka Milk Plant PDFSimqrNo ratings yet
- Biruk AsnakeDocument25 pagesBiruk AsnakeBiruk AsnakeNo ratings yet
- Oil Filters and PumpsDocument23 pagesOil Filters and PumpsDhanu MalarNo ratings yet
- 08 - Vegetable Oil RefiningDocument39 pages08 - Vegetable Oil Refiningwaleed chNo ratings yet
- Flavour Application Systems: Doug HanifyDocument15 pagesFlavour Application Systems: Doug HanifyKaryo KurniawanNo ratings yet
- Content: Introduction Training Objective Schedule Work Details Training OutcomeDocument45 pagesContent: Introduction Training Objective Schedule Work Details Training Outcomevineet chavanNo ratings yet
- DS Cufp2311 28 08 23Document16 pagesDS Cufp2311 28 08 23doenepmoviesNo ratings yet
- Parle GDocument14 pagesParle Gbidhub9No ratings yet
- Week 10. Cleaning and Sanitizing PDFDocument21 pagesWeek 10. Cleaning and Sanitizing PDFMary France LopezNo ratings yet
- Automatic Tissue ProcessorDocument25 pagesAutomatic Tissue Processorsrai60584No ratings yet
- Distilation Column Ab GrainDocument5 pagesDistilation Column Ab GrainKunal RanaNo ratings yet
- CH 4Document48 pagesCH 4om patelNo ratings yet
- Determination of Fat Content: DR Savita BhosaleDocument14 pagesDetermination of Fat Content: DR Savita BhosaleDrVikasNo ratings yet
- Amul PresentationDocument16 pagesAmul PresentationSidharth GuptaNo ratings yet
- Butter Making MachinesDocument13 pagesButter Making MachinesMonty KushwahaNo ratings yet
- Report of Our Training in The Gum Arabic FactoryDocument10 pagesReport of Our Training in The Gum Arabic FactoryElzubair EljaaliNo ratings yet
- Refresher Training On RM Test MethodsDocument25 pagesRefresher Training On RM Test MethodsJohn WickNo ratings yet
- Member 4 GranulationDocument19 pagesMember 4 GranulationJoslin RozNo ratings yet
- Laundry Soap PDFDocument4 pagesLaundry Soap PDFAjay Prajapati100% (1)
- Soap Manufacturing ProcessDocument15 pagesSoap Manufacturing ProcessMarjhel HalligNo ratings yet
- 4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - DisDocument50 pages4-Discussed The Crude Desalting Process and Properties of Crude-24-01-2022 (24-Jan-2022) Material - I - 24-01-2022 - LECTURE - 3 - Basics - in - Disish guptaNo ratings yet
- SHORLUBE Self Lubricating Bearings PDFDocument20 pagesSHORLUBE Self Lubricating Bearings PDFNickNo ratings yet
- In-Plant Training Presentation - 11OIL1014Document20 pagesIn-Plant Training Presentation - 11OIL1014Nikhil ChipadeNo ratings yet
- For Indian Oil HaldiaDocument42 pagesFor Indian Oil Haldiamohit0% (1)
- Soxhlet Extraction: By-Shewarega HabtamuDocument12 pagesSoxhlet Extraction: By-Shewarega HabtamuAbdisa GemechuNo ratings yet
- Topic: Different Types of Electrical Equipment's and Their Uses, MaintenanceDocument22 pagesTopic: Different Types of Electrical Equipment's and Their Uses, MaintenanceÑøbãrüñ BørãhNo ratings yet
- Asphaltic ConcreteDocument7 pagesAsphaltic ConcreteAlsonChinNo ratings yet
- 3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - DistillationDocument47 pages3-Discussed The Distillation-13-01-2022 (13-Jan-2022) Material - I - 13-01-2022 - LECTURE - 3 - Basics - in - Distillationish guptaNo ratings yet
- Working Principle of Submersible PumpDocument5 pagesWorking Principle of Submersible PumpSatinder saini100% (1)
- Designing With Fortron PPSDocument38 pagesDesigning With Fortron PPSRenato FarinelliNo ratings yet
- BS 6840-10 PDFDocument28 pagesBS 6840-10 PDFJeff Anderson CollinsNo ratings yet
- Determination of Hardness of Water (Step-By-Step Plan)Document6 pagesDetermination of Hardness of Water (Step-By-Step Plan)ravenheart90No ratings yet
- Mec 100 Chapter 5 (Dimemsion & Unit)Document43 pagesMec 100 Chapter 5 (Dimemsion & Unit)Hisyammudin RoslanNo ratings yet
- Cartas MonteriaDocument11 pagesCartas MonteriaDIEGO RICARDO CARRIAZO NIMISICANo ratings yet
- Testo 622 Data SheetDocument2 pagesTesto 622 Data SheetMochammad Zaki NasrullohNo ratings yet
- ME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department MetuDocument11 pagesME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department Metuqyilmazoglu100% (1)
- AEG HBS100 de PDFDocument32 pagesAEG HBS100 de PDFMaria MassanetNo ratings yet
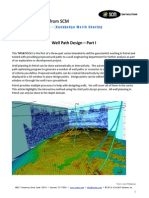
- SCM Well Path Design Part IDocument9 pagesSCM Well Path Design Part IPeter LeOn LeOnNo ratings yet
- 87716166b1472fd3f7a6a47ea68960afDocument410 pages87716166b1472fd3f7a6a47ea68960afPedroNo ratings yet
- Employment NewsDocument48 pagesEmployment NewsananahmedNo ratings yet
- Technical SpecificationDocument556 pagesTechnical SpecificationShashivendra ShuklaNo ratings yet
- Chopper Based Speed Control of DC Motor-1260Document6 pagesChopper Based Speed Control of DC Motor-1260Tan Chuan ChetNo ratings yet
- Doosan DBC130 Mechanical Repair ManualDocument157 pagesDoosan DBC130 Mechanical Repair ManualDarryl Hardt80% (5)
- Testo 635 Brochure HumidityDocument8 pagesTesto 635 Brochure HumiditybolsjhevikNo ratings yet
- Islamic University of Technology (Iut) Organisation of Islamic Cooperation (Oic)Document4 pagesIslamic University of Technology (Iut) Organisation of Islamic Cooperation (Oic)Ashik AhmedNo ratings yet
- Hydrogen Peroxide Gas GeneratorsDocument17 pagesHydrogen Peroxide Gas GeneratorsCliff ThriveNo ratings yet
- Discussions On IE Irodov S Problems in General Physics Arihant Books ArihantBooks PDFDocument2 pagesDiscussions On IE Irodov S Problems in General Physics Arihant Books ArihantBooks PDFRajiv VermaNo ratings yet
- NCR Cassette Magnet ConfigurationDocument1 pageNCR Cassette Magnet Configurationantonysolenc100% (1)
- Fedora 14 Deployment Guide en USDocument432 pagesFedora 14 Deployment Guide en USstevenronald3136No ratings yet
- Vglove-Medical Glove BrochureDocument20 pagesVglove-Medical Glove BrochureNguyễn TuấnNo ratings yet
- PG Program in Paint & Coating Technology-April-2013Document10 pagesPG Program in Paint & Coating Technology-April-2013Uday Kumar GantiNo ratings yet
- Basf Masterflow 9300 Tds PDFDocument4 pagesBasf Masterflow 9300 Tds PDFbeck.26No ratings yet
- Vickers Hardness TestDocument9 pagesVickers Hardness TestMazlin AzuraNo ratings yet