You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Buildings Hand BookDocument160 pagesBuildings Hand Bookravirainbow100% (1)
- Full Catalog of WEIDE Watch 2016-11-03 PDFDocument56 pagesFull Catalog of WEIDE Watch 2016-11-03 PDFAndi SetyaNo ratings yet
- Go 213 E&fDocument10 pagesGo 213 E&fravirainbowNo ratings yet
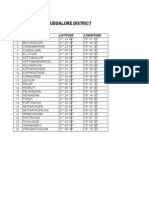
- R F Stn-Cud Dt-CoordinatesDocument3 pagesR F Stn-Cud Dt-CoordinatesravirainbowNo ratings yet
- Prist University: Rehabilitation of StructuresDocument1 pagePrist University: Rehabilitation of StructuresravirainbowNo ratings yet
- MMSADocument1 pageMMSAravirainbowNo ratings yet
- Villupuram (C&M) Highways Division Jurisdiction Map: ReferenceDocument1 pageVillupuram (C&M) Highways Division Jurisdiction Map: ReferenceravirainbowNo ratings yet
- Status of Well Census Project As On 05.03.04Document19 pagesStatus of Well Census Project As On 05.03.04ravirainbowNo ratings yet
- Auroville Water SeminarDocument15 pagesAuroville Water Seminarravirainbow100% (1)
- R F Stn-Cud Dt-CoordinatesDocument3 pagesR F Stn-Cud Dt-CoordinatesravirainbowNo ratings yet
- 02conversion TableDocument3 pages02conversion TableravirainbowNo ratings yet
- Mws List VillagewiseDocument137 pagesMws List VillagewiseravirainbowNo ratings yet
- VillupuramDocument23 pagesVillupuramravirainbowNo ratings yet
- Invest Is 10KDocument1 pageInvest Is 10KravirainbowNo ratings yet
- DSR 2012Document448 pagesDSR 2012jagadees21100% (2)
- Go 213 E&fDocument10 pagesGo 213 E&fravirainbowNo ratings yet
- Site 2 5 6 - P H RI O Utstanding Quer IesDocument1 pageSite 2 5 6 - P H RI O Utstanding Quer IesravirainbowNo ratings yet
- Chapter 5 Exercise AlcoholDocument6 pagesChapter 5 Exercise AlcoholNur Aliyah Abdul RazakNo ratings yet
- Cover EssayDocument23 pagesCover EssayAstha MishraNo ratings yet
- Unit Iii: V 6Cwodc-3VrkDocument237 pagesUnit Iii: V 6Cwodc-3VrkDinesh KumarNo ratings yet
- DIN Grades SteelDocument7 pagesDIN Grades SteelJai BhandariNo ratings yet
- g8 Science Third Periodical ExamDocument2 pagesg8 Science Third Periodical ExamGlaiza Mapute Caringal100% (1)
- Common Chemical FormulasDocument3 pagesCommon Chemical FormulasFfrenchNo ratings yet
- Chemistry IGCSE Paper 6 Revision GuideDocument16 pagesChemistry IGCSE Paper 6 Revision GuideLucas SilvaNo ratings yet
- Robin Grayson Gold Recovery Method68Document1 pageRobin Grayson Gold Recovery Method68zenman223No ratings yet
- PretestDocument6 pagesPretestJoyce AlmiaNo ratings yet
- 1 N New MP400S, MP400H Datasheet V1.03Document10 pages1 N New MP400S, MP400H Datasheet V1.03Channarong RattanawarinNo ratings yet
- The Periodic Table and Chemical BondingDocument90 pagesThe Periodic Table and Chemical BondingAnonymous 8aj9gk7GCLNo ratings yet
- Quantitative Determination of DissolvedDocument5 pagesQuantitative Determination of DissolvedDam Yeo WoolNo ratings yet
- 9701 w09 Ms 33Document6 pages9701 w09 Ms 33Hubbak KhanNo ratings yet
- Harmful Chemicals RevisedDocument2 pagesHarmful Chemicals RevisedMarian LuegoNo ratings yet
- Deposits and Scales Found in BoilersDocument7 pagesDeposits and Scales Found in BoilersMeghanath AdkonkarNo ratings yet
- ASTM A36 Carbon Structural Steel Plate SpecificatDocument1 pageASTM A36 Carbon Structural Steel Plate SpecificatAri sofyanNo ratings yet
- Reaction Reactants Products Conditions Mechanism Other: AlkanesDocument3 pagesReaction Reactants Products Conditions Mechanism Other: AlkanesInzamam A HaqueNo ratings yet
- Catalogo Ultra ScientificDocument371 pagesCatalogo Ultra ScientificPalacios Marina SandraNo ratings yet
- (Total 1 Mark) : Page 1 of 5 Tapton SchoolDocument5 pages(Total 1 Mark) : Page 1 of 5 Tapton SchoolParsaNo ratings yet
- b042e1cc-0cd3-4b44-94ed-a2b095ba9a9fDocument14 pagesb042e1cc-0cd3-4b44-94ed-a2b095ba9a9fVinay UpadhyayNo ratings yet
- Catalogo Geral821989417Document45 pagesCatalogo Geral821989417Matheus Rodrigues GonçalvesNo ratings yet
- 2003-Pint - Optimization of Reactive-Element Additions To Improve Oxidation Performance of Alumina-Forming AlloysDocument10 pages2003-Pint - Optimization of Reactive-Element Additions To Improve Oxidation Performance of Alumina-Forming AlloysDavid Hernández EscobarNo ratings yet
- Soda LimeDocument3 pagesSoda LimefauzanNo ratings yet
- Monographie BIPMdfol6Document306 pagesMonographie BIPMdfol6arengifoipenNo ratings yet
- Moam - Info Product Selection Guide Basfcom 5a242a2b1723ddf0bac70d86Document12 pagesMoam - Info Product Selection Guide Basfcom 5a242a2b1723ddf0bac70d86Long An ĐỗNo ratings yet
- Periodic Table of The Elements: C Be B Al S LiDocument2 pagesPeriodic Table of The Elements: C Be B Al S LiAndres FacuNo ratings yet
- Solubility & Color of SaltsDocument3 pagesSolubility & Color of SaltsPhantom1699No ratings yet
- Paradise Cbse: Join For MoreDocument202 pagesParadise Cbse: Join For MoreDeepak GoyalNo ratings yet
- Bolted ConnectionsDocument9 pagesBolted ConnectionsClaudioDuarte100% (1)