You might also like
- Monitoring and ControlDocument14 pagesMonitoring and ControlAtifHussainNo ratings yet
- Short Workplace Messages and Digital Media: Business Communication: Process and ProductDocument29 pagesShort Workplace Messages and Digital Media: Business Communication: Process and ProductAtifHussainNo ratings yet
- The Logic of Financial RatiosDocument27 pagesThe Logic of Financial RatiosAtifHussainNo ratings yet
- Joint Stock CompanyDocument15 pagesJoint Stock CompanyAtifHussainNo ratings yet
- Resource ManagementDocument19 pagesResource ManagementAtifHussainNo ratings yet
- Project SchedulingDocument34 pagesProject SchedulingAtifHussainNo ratings yet
- Measure Phase: A. Deriving MeasuresDocument19 pagesMeasure Phase: A. Deriving MeasuresAtifHussainNo ratings yet
- Gantt ChartDocument4 pagesGantt ChartAtifHussainNo ratings yet
- Activity On Arrow (AOA) DiagramDocument13 pagesActivity On Arrow (AOA) DiagramAtifHussainNo ratings yet
- What Is Six SigmaDocument10 pagesWhat Is Six SigmaAtifHussainNo ratings yet
- Improve Phase: 1. Should Be Flow ChartDocument9 pagesImprove Phase: 1. Should Be Flow ChartAtifHussainNo ratings yet
- Secularism and IslamDocument28 pagesSecularism and IslamAtifHussainNo ratings yet
- A. Defining The ProjectDocument7 pagesA. Defining The ProjectAtifHussainNo ratings yet
- Overview of LeanDocument8 pagesOverview of LeanAtifHussainNo ratings yet
- Leave Policy 1Document6 pagesLeave Policy 1AtifHussainNo ratings yet
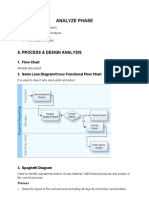
- Analyze Phase: A. Process & Design AnalysisDocument7 pagesAnalyze Phase: A. Process & Design AnalysisAtifHussainNo ratings yet
- Life, Career and SuccessDocument33 pagesLife, Career and SuccessAtifHussainNo ratings yet
- Control ChartsDocument32 pagesControl ChartsAtifHussain100% (1)
- KM and Internationalization QuestionnaireDocument4 pagesKM and Internationalization QuestionnaireAtifHussainNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Acoustic Glass - ENDocument2 pagesAcoustic Glass - ENpeterandreaNo ratings yet
- Week 3 Lab Arado, Patrick James M.Document2 pagesWeek 3 Lab Arado, Patrick James M.Jeffry AradoNo ratings yet
- Bridge Over BrahmaputraDocument38 pagesBridge Over BrahmaputraRahul DevNo ratings yet
- .IAF-GD5-2006 Guide 65 Issue 3Document30 pages.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNo ratings yet
- Waves and Ocean Structures Journal of Marine Science and EngineeringDocument292 pagesWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billNo ratings yet
- TTDM - JithinDocument24 pagesTTDM - JithinAditya jainNo ratings yet
- A202 KBK3043 - Assignment Individual (20%) Review LiteratureDocument5 pagesA202 KBK3043 - Assignment Individual (20%) Review LiteratureAlfie AliNo ratings yet
- Structural Design Basis ReportDocument31 pagesStructural Design Basis ReportRajaram100% (1)
- Cap1 - Engineering in TimeDocument12 pagesCap1 - Engineering in TimeHair Lopez100% (1)
- Cameron International Corporation: FORM 10-KDocument31 pagesCameron International Corporation: FORM 10-KMehdi SoltaniNo ratings yet
- Javascript Notes For ProfessionalsDocument490 pagesJavascript Notes For ProfessionalsDragos Stefan NeaguNo ratings yet
- Statistical Process Control and Process Capability PPT EXPLANATIONDocument2 pagesStatistical Process Control and Process Capability PPT EXPLANATIONJohn Carlo SantiagoNo ratings yet
- MLX90614Document44 pagesMLX90614ehsan1985No ratings yet
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocument1 pageFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
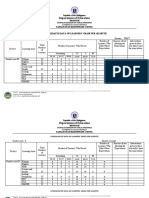
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocument4 pagesDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNo ratings yet
- 5.0008786 Aluminum GrapheneDocument11 pages5.0008786 Aluminum GrapheneBensinghdhasNo ratings yet
- Aristotle - OCR - AS Revision NotesDocument3 pagesAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Radio Ac DecayDocument34 pagesRadio Ac DecayQassem MohaidatNo ratings yet
- Homework 9Document1 pageHomework 9Nat Dabuét0% (1)
- Modern Construction HandbookDocument498 pagesModern Construction HandbookRui Sousa100% (3)
- How Transformers WorkDocument15 pagesHow Transformers Worktim schroderNo ratings yet
- BPS C1: Compact All-Rounder in Banknote ProcessingDocument2 pagesBPS C1: Compact All-Rounder in Banknote ProcessingMalik of ChakwalNo ratings yet
- Building Material Supplier in GurgaonDocument12 pagesBuilding Material Supplier in GurgaonRodidustNo ratings yet
- Bring Your Gear 2010: Safely, Easily and in StyleDocument76 pagesBring Your Gear 2010: Safely, Easily and in StyleAkoumpakoula TampaoulatoumpaNo ratings yet
- Ethernet/Ip Parallel Redundancy Protocol: Application TechniqueDocument50 pagesEthernet/Ip Parallel Redundancy Protocol: Application Techniquegnazareth_No ratings yet
- Engineering Management: Class RequirementsDocument30 pagesEngineering Management: Class RequirementsMigaeaNo ratings yet
- Test On Real NumberaDocument1 pageTest On Real Numberaer.manalirathiNo ratings yet
- CHAPTER 2 Part2 csc159Document26 pagesCHAPTER 2 Part2 csc159Wan Syazwan ImanNo ratings yet
- PDFDocument653 pagesPDFconstantinNo ratings yet
- Saflex-Dg - 41 Data SheetDocument5 pagesSaflex-Dg - 41 Data SheetrasheedgotzNo ratings yet