You might also like
- BA360 Exam 1 Cheat SheetDocument2 pagesBA360 Exam 1 Cheat SheetAnonymous sFCheDNo ratings yet
- Supply Chain Finance at Procter & GambleDocument605 pagesSupply Chain Finance at Procter & GambleKunal Mehta100% (1)
- Cloudstrat Case StudyDocument10 pagesCloudstrat Case StudyAbhirami PromodNo ratings yet
- Determining The Optimal Level of Product AvailabilityDocument75 pagesDetermining The Optimal Level of Product AvailabilityTakarial l0% (1)
- KLF Electronics QuestionDocument5 pagesKLF Electronics QuestionSumit GuptaNo ratings yet
- Chopra scm5 Tif ch07Document27 pagesChopra scm5 Tif ch07Madyoka Raimbek75% (4)
- Assignment No. 1Document3 pagesAssignment No. 1Nitesh Kumar Chaudhary0% (1)
- Malka Boutique: Business PlanDocument4 pagesMalka Boutique: Business PlanfounderNo ratings yet
- Bank of Nova Scotia Brand AnalysisDocument11 pagesBank of Nova Scotia Brand AnalysisAshik Paul0% (1)
- Network Optimization Models - The Capacitated Plant Location Model - Khawaja Salman Shakir, Sec. IDocument2 pagesNetwork Optimization Models - The Capacitated Plant Location Model - Khawaja Salman Shakir, Sec. IKhawaja Salman Shakir100% (1)
- ChapDocument4 pagesChapPiyush Chaudhary0% (1)
- PDF Solution Manual For Supply Chain Management 4 e Sunil Chopra Peter MeindlDocument16 pagesPDF Solution Manual For Supply Chain Management 4 e Sunil Chopra Peter MeindlsivaNo ratings yet
- Tahoe SaltDocument12 pagesTahoe SaltZakiah Abu Kasim100% (1)
- Chopra scm5 Tif ch03Document19 pagesChopra scm5 Tif ch03Madyoka Raimbek100% (2)
- RAychem Case AnalysisDocument11 pagesRAychem Case AnalysisRalph Vuitton100% (2)
- SCAw6 ASSIGNSOLDocument4 pagesSCAw6 ASSIGNSOLUmamaheswar PutrevuNo ratings yet
- Chapter 8 Answers To ExercisesDocument12 pagesChapter 8 Answers To ExercisesSaroj Kumar RaiNo ratings yet
- 19 KRM Om10 Ism ch16Document36 pages19 KRM Om10 Ism ch16OPMANG100% (1)
- Excelproblems ch03 TifDocument20 pagesExcelproblems ch03 TifAshish Mathew75% (4)
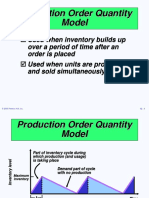
- Production Order Quantity Model: Used When Inventory Builds UpDocument7 pagesProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20No ratings yet
- Chopra Scm6 Inppt 14Document56 pagesChopra Scm6 Inppt 14Alaa Al HarbiNo ratings yet
- Using Solver To Set Regional Configuration For SunOilDocument2 pagesUsing Solver To Set Regional Configuration For SunOildyahcitta0% (1)
- Notes For OMDocument77 pagesNotes For OMmukesh jatNo ratings yet
- Chapter 4 Linear Programming Modeling ExamplesDocument23 pagesChapter 4 Linear Programming Modeling ExamplesPeggy GilliamNo ratings yet
- SCM Lessius Chapter 4 Supply Contracts PDFDocument42 pagesSCM Lessius Chapter 4 Supply Contracts PDFSalah AlhyariNo ratings yet
- 17 KRM Om10 Tif ch14Document64 pages17 KRM Om10 Tif ch14Sandip AgarwalNo ratings yet
- SCM Numerical 2011Document13 pagesSCM Numerical 2011arvindpmNo ratings yet
- Supply Chain Management: Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument10 pagesSupply Chain Management: Managing Economies of Scale in The Supply Chain: Cycle InventorySamima AkteriNo ratings yet
- 1-A) 5 Marks 1-b) 5 Marks 2-A) 5 Marks 2-b) 5 MarksDocument3 pages1-A) 5 Marks 1-b) 5 Marks 2-A) 5 Marks 2-b) 5 MarkswillNo ratings yet
- Facility Capacity and LocationDocument66 pagesFacility Capacity and LocationPranav Singh100% (1)
- Home Work Chapter 1 To 12Document50 pagesHome Work Chapter 1 To 12Haha JohnNgNo ratings yet
- Chopra Scm5 Tif Ch01Document21 pagesChopra Scm5 Tif Ch01Gilang Darmawan100% (4)
- 5 Aggregate PlanningDocument26 pages5 Aggregate PlanningTejas Bhavsar100% (1)
- Chapter 9-LayoutDocument69 pagesChapter 9-LayoutWindyee TanNo ratings yet
- Bozhan Tif ch02Document11 pagesBozhan Tif ch02Jimmi Singh100% (1)
- Aggregate Planning and EOQDocument14 pagesAggregate Planning and EOQEngr Muhammad EhsanNo ratings yet
- Chopra Scm6 Inppt 13Document63 pagesChopra Scm6 Inppt 13arpitNo ratings yet
- Decision TreeDocument8 pagesDecision TreePham TinNo ratings yet
- IMT - Supply Chain MGMT - Session 13&14Document33 pagesIMT - Supply Chain MGMT - Session 13&14Himanish BhandariNo ratings yet
- Bozhan Tif ch06Document10 pagesBozhan Tif ch06Jimmi Singh0% (1)
- Chapter 13Document21 pagesChapter 13Maha BashirNo ratings yet
- HW - Chapter 4Document7 pagesHW - Chapter 4Yến NhưNo ratings yet
- Chopra Scm5 Ch06Document32 pagesChopra Scm5 Ch06nomanashrafNo ratings yet
- Chopra Scm5 Ch09Document25 pagesChopra Scm5 Ch09Jasmina TachevaNo ratings yet
- Krm8 Ism Ch11Document34 pagesKrm8 Ism Ch11Saif Ullah Qureshi100% (2)
- OmDocument56 pagesOmCharmaneCanicosaNo ratings yet
- Unit4 CKNG PDFDocument64 pagesUnit4 CKNG PDFSachin KhotNo ratings yet
- 14 KRM Om10 Tif ch11Document51 pages14 KRM Om10 Tif ch11Rahul DalviNo ratings yet
- Supply Chain ManagementDocument20 pagesSupply Chain ManagementŞermin ŞahinNo ratings yet
- SCM - Chapter 2Document35 pagesSCM - Chapter 2Talha6775No ratings yet
- SCM Assignment4Document4 pagesSCM Assignment4mushtaque61No ratings yet
- The Influence of Collaboration and Decision - Making in Sustainable Supply Chain Management - A Case Study Analysis On Skechers USA Inc.Document96 pagesThe Influence of Collaboration and Decision - Making in Sustainable Supply Chain Management - A Case Study Analysis On Skechers USA Inc.Angelica ChavesNo ratings yet
- Log (S20) - Inventory Models-2Document40 pagesLog (S20) - Inventory Models-2Aqib LatifNo ratings yet
- Om0001-Model Question PaperDocument8 pagesOm0001-Model Question PaperAshwani K SharmaNo ratings yet
- Ch08 - InventoryDocument111 pagesCh08 - InventoryelakkiyaNo ratings yet
- Network Design in The Supply ChainDocument42 pagesNetwork Design in The Supply ChainGuarantee International CollegeNo ratings yet
- MGMT2017 Lecture 04Document38 pagesMGMT2017 Lecture 04RoamerNo ratings yet
- SCPC chp5Document50 pagesSCPC chp5dheeraj.kushwahabba22No ratings yet
- Lecture 5 - Network Design in Supply ChainDocument27 pagesLecture 5 - Network Design in Supply ChainNadine AguilaNo ratings yet
- Transportation ProblemDocument12 pagesTransportation ProblemSourav SahaNo ratings yet
- CH 05Document47 pagesCH 05asd.ksa1090No ratings yet
- Supply Chain NetworkDocument41 pagesSupply Chain NetworkJanmejai BhargavaNo ratings yet
- Chapter 3Document9 pagesChapter 3Karthik TambralliNo ratings yet
- SCM655 PowerPoint Module05 V07Document53 pagesSCM655 PowerPoint Module05 V07ram ramNo ratings yet
- Operations and Supply Chain ManagementDocument20 pagesOperations and Supply Chain ManagementMrunal ShethNo ratings yet
- SCM - CH1 Understanding SCDocument38 pagesSCM - CH1 Understanding SCMrunal ShethNo ratings yet
- SCM - CH4 Design Distribution NetworksDocument38 pagesSCM - CH4 Design Distribution NetworksMrunal ShethNo ratings yet
- SCM - CH3 Drivers and MetricsDocument45 pagesSCM - CH3 Drivers and MetricsMrunal ShethNo ratings yet
- Supply Chain Performance: Achieving Strategic Fit and ScopeDocument39 pagesSupply Chain Performance: Achieving Strategic Fit and ScopeMrunal ShethNo ratings yet
- M6 - Estate Tax Payable Students'Document17 pagesM6 - Estate Tax Payable Students'micaella pasionNo ratings yet
- Dec 2002 - Qns Mod ADocument13 pagesDec 2002 - Qns Mod AHubbak Khan100% (2)
- Sector Report Industrial Products PDFDocument230 pagesSector Report Industrial Products PDFDedar Rashid YousafzaiNo ratings yet
- Expurma CaselastDocument2 pagesExpurma CaselastYuji KojimaNo ratings yet
- VRIO Analysis Making The Most of Organizational ResourcesDocument5 pagesVRIO Analysis Making The Most of Organizational ResourcesPHAM PHI HUNGNo ratings yet
- Chandru 123Document28 pagesChandru 123MathanNo ratings yet
- 1.1. Background of The Study: Chapter OneDocument14 pages1.1. Background of The Study: Chapter OneabaynehNo ratings yet
- Example Restaurant Chart of AccountsDocument6 pagesExample Restaurant Chart of AccountschamphaihotelstarNo ratings yet
- Fair Value of Net AssetsDocument8 pagesFair Value of Net AssetsGanbilegBatnasanNo ratings yet
- Tutorial 4 AnswerDocument7 pagesTutorial 4 AnswernajihahNo ratings yet
- NPS Registation Form - V1.3Document7 pagesNPS Registation Form - V1.3Narendar KumarNo ratings yet
- MASCO 1e PDFDocument200 pagesMASCO 1e PDFyoge960No ratings yet
- Department of ManagementDocument22 pagesDepartment of ManagementDipta Chowdhury 1811951630No ratings yet
- Contingent BillDocument5 pagesContingent BillmushtaqNo ratings yet
- SSRN Id3296757Document12 pagesSSRN Id3296757grapejellyNo ratings yet
- North American Free Trade Agreement: Prof. MakhmoorDocument15 pagesNorth American Free Trade Agreement: Prof. MakhmoorShikha ShuklaNo ratings yet
- PEST AnalysisDocument7 pagesPEST AnalysisWaqas Ul HaqueNo ratings yet
- Weil GrowthDocument72 pagesWeil GrowthJavier Burbano ValenciaNo ratings yet
- SOP of Supply Chain - SamsungDocument5 pagesSOP of Supply Chain - SamsungPartha Patim GiriNo ratings yet
- 3 Nature of BusinessDocument20 pages3 Nature of BusinessSeiya KapahiNo ratings yet
- Trọn Bộ 180 Tập Truyện Chêm Tiếng AnhDocument27 pagesTrọn Bộ 180 Tập Truyện Chêm Tiếng AnhTa TranNo ratings yet
- Process - Capacity (Problemas para Examen)Document53 pagesProcess - Capacity (Problemas para Examen)Yober Arteaga IreneNo ratings yet
- Asset Allocation: Riverdale CollegeDocument2 pagesAsset Allocation: Riverdale CollegeJoel Christian MascariñaNo ratings yet
- Strategic MarketingDocument11 pagesStrategic MarketingwarlockNo ratings yet
- 06 - LEED Certification FeesDocument9 pages06 - LEED Certification FeesLeta BerkowitzNo ratings yet
- What Are The Steps Involved in Manpower PlanningDocument1 pageWhat Are The Steps Involved in Manpower PlanningMeeka Singhal100% (2)