You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- National Building Code 2005Document1,161 pagesNational Building Code 2005api-2617216889% (47)
- ACS 2000AD APPL SW Troubleshooting ManualDocument71 pagesACS 2000AD APPL SW Troubleshooting ManualFarhan Sattar0% (1)
- Gate Architecture 2010 Part 2Document142 pagesGate Architecture 2010 Part 2arsaranya100% (5)
- P PCR: Ar: A Chitectu and NingDocument19 pagesP PCR: Ar: A Chitectu and NingPrabhat RaiNo ratings yet
- KP Udvij2Document5 pagesKP Udvij2Prabhat RaiNo ratings yet
- Fly Ash BricksDocument13 pagesFly Ash BricksPrabhat RaiNo ratings yet
- SynopsisDocument20 pagesSynopsisMohd ShahidNo ratings yet
- Problem Solving 2Document20 pagesProblem Solving 2Yeppeudda100% (1)
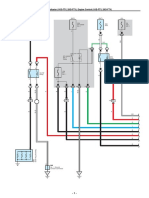
- ECT and A/T Indicator (1KD-FTV, 2KD-FTV), Engine Control (1KD-FTV, 2KD-FTV)Document33 pagesECT and A/T Indicator (1KD-FTV, 2KD-FTV), Engine Control (1KD-FTV, 2KD-FTV)Erick Lizana Neyra100% (4)
- Partnership FormationDocument4 pagesPartnership FormationAlyssa Quiambao50% (2)
- Research: A Review and A PreviewDocument79 pagesResearch: A Review and A PreviewJonathan SiguinNo ratings yet
- Critical Issue Leisha CavallaroDocument8 pagesCritical Issue Leisha Cavallaroapi-216287146No ratings yet
- FC52Document5 pagesFC52Bassel AlmouieNo ratings yet
- 3rd Quarterly Exam in Mathematics 4Document9 pages3rd Quarterly Exam in Mathematics 4Jaycer De MesaNo ratings yet
- Prs-021-0025 - C. Melchers - Coca Cola Naga ProjectDocument2 pagesPrs-021-0025 - C. Melchers - Coca Cola Naga ProjectMiko Christopher OroyanNo ratings yet
- 7UT51x Manual UsDocument232 pages7UT51x Manual UsMtdb Psd100% (1)
- 40 Questions in 23 Minutes - Maths by Arun SirDocument42 pages40 Questions in 23 Minutes - Maths by Arun SirSatya RanjanNo ratings yet
- AL59 157 SQMM Transmission Line SpecificationDocument2 pagesAL59 157 SQMM Transmission Line SpecificationMohamed RafiNo ratings yet
- Anh 7 Cum 1 (2017-2018)Document6 pagesAnh 7 Cum 1 (2017-2018)anhthunoban2011No ratings yet
- Larry Stylinson Proof.Document174 pagesLarry Stylinson Proof.arantxaNo ratings yet
- Sag: Sag Is A Vertical Distance From The Horizontal Line Between The Tops of TheDocument6 pagesSag: Sag Is A Vertical Distance From The Horizontal Line Between The Tops of TheMd. Ruhul AminNo ratings yet
- SM Instruction Guide With Screenshots SLED Self MaintainerDocument5 pagesSM Instruction Guide With Screenshots SLED Self MaintainerNoel MendozaNo ratings yet
- Hye C11 Pe QP 06 11 2023Document5 pagesHye C11 Pe QP 06 11 2023devdutta.nevaseNo ratings yet
- Child and Adolescent LiteratureDocument21 pagesChild and Adolescent LiteratureHazel GeronimoNo ratings yet
- Adult Neurological QuestionnaireDocument1 pageAdult Neurological QuestionnaireIqbal BaryarNo ratings yet
- Decision Tree PrimerDocument42 pagesDecision Tree PrimerMuzzamil JanjuaNo ratings yet
- Radiation Monitoring InstrumentsDocument107 pagesRadiation Monitoring InstrumentsCristina ȚărnăNo ratings yet
- Project Report On Multi Speciality Hospital (70 Beds)Document5 pagesProject Report On Multi Speciality Hospital (70 Beds)EIRI Board of Consultants and PublishersNo ratings yet
- IV Fluid ChartDocument1 pageIV Fluid ChartQuality CapitalNo ratings yet
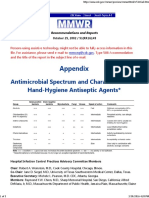
- Antimicrobial Spectrum and Characteristics of Hand-Hygiene Antiseptic AgentsDocument3 pagesAntimicrobial Spectrum and Characteristics of Hand-Hygiene Antiseptic AgentsdonsterthemonsterNo ratings yet
- Geotecnical Limit State AustralianDocument6 pagesGeotecnical Limit State Australianprashanth c.nNo ratings yet
- A Study On Customer Awareness and Satisfaction Towards Flipkart Shopping - With Special Reference To Pollachi TalukDocument4 pagesA Study On Customer Awareness and Satisfaction Towards Flipkart Shopping - With Special Reference To Pollachi TalukMukul SomgadeNo ratings yet
- Salve (Te) !: Salvete, Stephane Et Marce!Document8 pagesSalve (Te) !: Salvete, Stephane Et Marce!nicolaskelseyNo ratings yet
- Marketing Plan Rental LaptopDocument15 pagesMarketing Plan Rental LaptopDany AkbarNo ratings yet
- Abstract Yessy Marzona Icge VDocument21 pagesAbstract Yessy Marzona Icge VYessy MarzonaNo ratings yet