You might also like
- Casting Procedure StepsDocument185 pagesCasting Procedure StepsPraffulla Mynampati100% (1)
- Introduction To Casting DefectsDocument234 pagesIntroduction To Casting Defectsyash100% (1)
- Casting DefectsDocument60 pagesCasting DefectsVaibhav AwacharNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument33 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc Le100% (1)
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- Project On Baggage Handling and AcceptanceDocument52 pagesProject On Baggage Handling and AcceptanceKiran Reddy50% (2)
- CH 7-Methods of CastingDocument44 pagesCH 7-Methods of CastingGosaye DesalegnNo ratings yet
- Casting Process PDFDocument36 pagesCasting Process PDFArip BudiNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Foundry ProcessDocument54 pagesFoundry ProcessgovindarajaluvNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Metal Casting Process GuideDocument48 pagesMetal Casting Process GuidesumikannuNo ratings yet
- Production and Manufacturing of Automotive Engine ComponentsDocument24 pagesProduction and Manufacturing of Automotive Engine ComponentsMr. Jerome Nithin Gladson100% (1)
- Development Length ACI 318-14 v2.0Document5 pagesDevelopment Length ACI 318-14 v2.0Raymund Dale P. BallenasNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 pagesManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNo ratings yet
- Drop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsFrom EverandDrop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Wound Care, Dressing and BandagingDocument11 pagesWound Care, Dressing and BandagingJessica Febrina Wuisan100% (1)
- Gating Design V3Document31 pagesGating Design V3Chinh Thong TranNo ratings yet
- Open Fracture Classification and TreatmentDocument70 pagesOpen Fracture Classification and TreatmentKelly Khesya100% (1)
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Dialysis PrescriptionDocument23 pagesDialysis PrescriptionMercy Juliana Jacqualine100% (1)
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- Manufacturing Technology Gating SystemsDocument40 pagesManufacturing Technology Gating Systemssubash naraharasettiNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- 2a-CASTING FUNDAMENTALSDocument26 pages2a-CASTING FUNDAMENTALSIzzat IkramNo ratings yet
- Cast Automobile PartsDocument52 pagesCast Automobile PartsnunuNo ratings yet
- Casting 119 - EndDocument39 pagesCasting 119 - EndVarun AgrawalNo ratings yet
- Unit1_6_solidfication _ coolingDocument30 pagesUnit1_6_solidfication _ coolingPrajesh KrishnaNo ratings yet
- Lecture Notes IIDocument71 pagesLecture Notes IITuğbaNo ratings yet
- Metal Casting Processes and DefectsDocument56 pagesMetal Casting Processes and DefectsAdian SivaNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Metal Casting & FormingDocument47 pagesMetal Casting & FormingSathis PavithNo ratings yet
- Casting DefectsDocument57 pagesCasting DefectsFajar SiradzNo ratings yet
- Casting ProcessesDocument24 pagesCasting ProcessesdbNo ratings yet
- KM2833 Casting 2-20191126032855Document38 pagesKM2833 Casting 2-20191126032855SajjadNo ratings yet
- PSP CastingDocument7 pagesPSP CastingalexisNo ratings yet
- MP-I-Lecture No. 15-16Document27 pagesMP-I-Lecture No. 15-16Osaid AhmadNo ratings yet
- Chapter 2 Metal Casting ProcessesDocument59 pagesChapter 2 Metal Casting Processesdagimawgchew777No ratings yet
- Permanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedDocument57 pagesPermanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedJacob KussiaNo ratings yet
- Metal Casting & FormingDocument47 pagesMetal Casting & FormingMuzammil Ali KhanNo ratings yet
- Continuous Casting ReportDocument9 pagesContinuous Casting ReportAkriti KumariNo ratings yet
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Calculation of risers and design of gating systemsDocument12 pagesCalculation of risers and design of gating systemsAmosh KhuraNo ratings yet
- Casting LecDocument60 pagesCasting Lecshahid_ahmed_28No ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Lec 5Document39 pagesLec 5Omar AssalNo ratings yet
- Post Mid LabDocument113 pagesPost Mid LabsnoopNo ratings yet
- Chapter Two CastingDocument64 pagesChapter Two CastingahmadNo ratings yet
- Casting FormingDocument40 pagesCasting FormingA PRATYUSHNo ratings yet
- ENSC3002 Casting Lecture Introduction Materials ProcessesDocument30 pagesENSC3002 Casting Lecture Introduction Materials ProcessesRoger HanNo ratings yet
- Casting Design and Process OptimizationDocument20 pagesCasting Design and Process OptimizationCHANDRAJEET AMARNo ratings yet
- Metal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsDocument60 pagesMetal Casters Try To Produce Perfect Castings. - : A Few Castings, However, Are Completely Free of DefectsshahazadNo ratings yet
- Powder MetallurgyDocument44 pagesPowder MetallurgyjrvinodNo ratings yet
- Casting Process IIDocument35 pagesCasting Process IIChirag TaterNo ratings yet
- Foundry TechnologyDocument16 pagesFoundry Technologynikhil110705No ratings yet
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Document66 pagesManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- White Chicken KormaDocument5 pagesWhite Chicken Kormamkm2rajaNo ratings yet
- Model AnswerDocument27 pagesModel AnswerdishaNo ratings yet
- PSPD Activity 3Document4 pagesPSPD Activity 3laurynnaNo ratings yet
- Fiat Type 199 Punto Evo 3 PDFDocument9 pagesFiat Type 199 Punto Evo 3 PDFGestione SportivaNo ratings yet
- PWR Bi2Document11 pagesPWR Bi2GOMTINo ratings yet
- OK - EndUserGuideHoseSafetyInstituteDocument8 pagesOK - EndUserGuideHoseSafetyInstituteSunil GhosalkarNo ratings yet
- E32-433T30D User Manual: Sx1278 433Mhz 1W Dip Wireless ModuleDocument22 pagesE32-433T30D User Manual: Sx1278 433Mhz 1W Dip Wireless ModuleSergey SevruginNo ratings yet
- Life-Science-Grade-12-April-2021-QP-and-memoDocument15 pagesLife-Science-Grade-12-April-2021-QP-and-memokhoza9312No ratings yet
- Strength of CSG and TBGDocument10 pagesStrength of CSG and TBGTiffany DacinoNo ratings yet
- Nireesh Kumar Paidi - Updated ResumeDocument5 pagesNireesh Kumar Paidi - Updated ResumeNikhil Reddy NamreddyNo ratings yet
- Mushroom Umami Taste EvaluationDocument10 pagesMushroom Umami Taste EvaluationMaryam HanifNo ratings yet
- Manual: KFD2-UT-E 1Document20 pagesManual: KFD2-UT-E 1Kyrie AbayaNo ratings yet
- UL Anatomy 2022Document4 pagesUL Anatomy 2022jhom smithNo ratings yet
- 1,16Document138 pages1,16niztgirlNo ratings yet
- AEIOU Framework - Case Study On Agriculture Domain (Automatic Drip Tube Irrigation System)Document30 pagesAEIOU Framework - Case Study On Agriculture Domain (Automatic Drip Tube Irrigation System)Kunal TalegaonkarNo ratings yet
- Profitability Analysis Report SampleDocument11 pagesProfitability Analysis Report SampleArfel Marie FuentesNo ratings yet
- A Perspective in Accelerated Orthodontics With Aligner Treatment 2017 Seminars in OrthodonticsDocument7 pagesA Perspective in Accelerated Orthodontics With Aligner Treatment 2017 Seminars in Orthodonticsdruzair007No ratings yet
- Darkstar Sect 7 PDFDocument68 pagesDarkstar Sect 7 PDFGrizzly CaveNo ratings yet
- Bitterness Compounds in Coffee Brew Measured by Analytical Instruments and Taste Sensing SystemDocument34 pagesBitterness Compounds in Coffee Brew Measured by Analytical Instruments and Taste Sensing SystemSolisNo ratings yet
- Congruence and Similarity PDFDocument18 pagesCongruence and Similarity PDFAldo HutagalungNo ratings yet
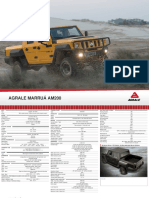
- Off Road and Military Vehicles Off Road Vehicles Agrale Marruaam200 1Document2 pagesOff Road and Military Vehicles Off Road Vehicles Agrale Marruaam200 1Victor SilvaNo ratings yet
- All Questions SLDocument50 pagesAll Questions SLRoberto Javier Vázquez MenchacaNo ratings yet
- Cast Steel y Strainer Ansi Class 150Document2 pagesCast Steel y Strainer Ansi Class 150aurinkokelloNo ratings yet
- PPG Hi-Temp™ 1027 HDDocument5 pagesPPG Hi-Temp™ 1027 HDMarleo MorenoNo ratings yet
- Atoms & Ions Worksheet 1 /63: Atomic Number and Mass NumberDocument4 pagesAtoms & Ions Worksheet 1 /63: Atomic Number and Mass Numbercate christineNo ratings yet