You might also like
- Political FactorsDocument2 pagesPolitical FactorsyarenNo ratings yet
- PPT06 Foundations of Business Intelligence Databases and Information ManagementDocument58 pagesPPT06 Foundations of Business Intelligence Databases and Information ManagementyarenNo ratings yet
- PPT09 Achieving Operational Excellence and Customer Intimacy Enterprise ApplicationsDocument44 pagesPPT09 Achieving Operational Excellence and Customer Intimacy Enterprise ApplicationsyarenNo ratings yet
- PPT07 Telecommunications, The Internet, and The Wireless TechnologyDocument57 pagesPPT07 Telecommunications, The Internet, and The Wireless TechnologyyarenNo ratings yet
- PPT08 Securing Information SystemsDocument53 pagesPPT08 Securing Information SystemsyarenNo ratings yet
- Decision MakingDocument68 pagesDecision MakingyarenNo ratings yet
- Midterm Exam II Solution KeyDocument4 pagesMidterm Exam II Solution KeyyarenNo ratings yet
- Midterm Exam I Solution KeyDocument3 pagesMidterm Exam I Solution KeyyarenNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Kelompok 5 - Tugas Case Study SPIDocument11 pagesKelompok 5 - Tugas Case Study SPIhandayani tri wijayantiNo ratings yet
- Sample Question of CSCM ProgramDocument17 pagesSample Question of CSCM ProgramDipannita Das100% (4)
- Chap 01 21st-Century Supply ChainsDocument34 pagesChap 01 21st-Century Supply ChainsfaiqNo ratings yet
- Paul Robinson Full ArticleDocument32 pagesPaul Robinson Full ArticleRobinsNo ratings yet
- Quiz2 MergedDocument76 pagesQuiz2 MergedBipasha PradhanNo ratings yet
- Ware House TD SolDocument139 pagesWare House TD SolfeteneNo ratings yet
- BBIP4103 International Purchasing & Supply Management - Vapr20 PDFDocument149 pagesBBIP4103 International Purchasing & Supply Management - Vapr20 PDFbrian100% (2)
- Module 4 - Distribution ManagementDocument30 pagesModule 4 - Distribution ManagementHiroshi OmuraNo ratings yet
- Chapter 11 Summary OMDocument5 pagesChapter 11 Summary OMKarthik SaiNo ratings yet
- Presented By:-Asit Kumar Jena 1226109208 Pratheesh Gopan 1226109233 Rvrgopal 1226109236 Subhashish Ray 1226109252 Vineeth K 1226109258Document10 pagesPresented By:-Asit Kumar Jena 1226109208 Pratheesh Gopan 1226109233 Rvrgopal 1226109236 Subhashish Ray 1226109252 Vineeth K 1226109258Subhashish RayNo ratings yet
- Sol Invty I ActivitiesDocument13 pagesSol Invty I ActivitiesKelsey VersaceNo ratings yet
- SCOR Model + Inventory ManagementDocument10 pagesSCOR Model + Inventory ManagementMike DeeNo ratings yet
- Swapnil Pillewar - CVDocument3 pagesSwapnil Pillewar - CVSwapnil PillewarNo ratings yet
- 13-Inventory ControlDocument66 pages13-Inventory Controlmanali VaidyaNo ratings yet
- XLRI ClockspeedDocument15 pagesXLRI ClockspeedSneha KhaitanNo ratings yet
- Materials Requirement Planning (MRP) : The Approach To Coordinated Scheduling For Dependent Demand ItemsDocument34 pagesMaterials Requirement Planning (MRP) : The Approach To Coordinated Scheduling For Dependent Demand Itemsjunaid aliNo ratings yet
- Supply Chain ManagementDocument71 pagesSupply Chain ManagementYopi TheaNo ratings yet
- Inventory TemplateDocument10 pagesInventory TemplateN28QAQC DPONo ratings yet
- Chapter 4 - Sourcing Decisions in A Supply Chain: # Het Begint Met Een IdeeDocument20 pagesChapter 4 - Sourcing Decisions in A Supply Chain: # Het Begint Met Een IdeeThy NguyễnNo ratings yet
- Chapter 10: Transaction C'eycle - The Expenditure Cycle True/FalseDocument13 pagesChapter 10: Transaction C'eycle - The Expenditure Cycle True/FalseHong NguyenNo ratings yet
- Hesham Saafan - MSC - CPL - Othm: ContactDocument3 pagesHesham Saafan - MSC - CPL - Othm: Contactnemoo80 nemoo90No ratings yet
- Dell Case StudyDocument11 pagesDell Case Studystephenchene100% (1)
- Inventory Management 1Document23 pagesInventory Management 1Sakib RahmanNo ratings yet
- Group 1 - Sec BDocument2 pagesGroup 1 - Sec BRohanMohapatraNo ratings yet
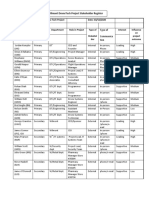
- Wilmont's DroneTech Project Stakeholder RegisterDocument2 pagesWilmont's DroneTech Project Stakeholder Registerhuda mahmoud100% (3)
- Advanced Lean Training Manual Band 4Document101 pagesAdvanced Lean Training Manual Band 4Abel TorresNo ratings yet
- Krajewski OM13 PPT 04Document59 pagesKrajewski OM13 PPT 04mansi shahNo ratings yet
- Chapter 1 Introduction To Purchasing and Supply Chain ManagementDocument48 pagesChapter 1 Introduction To Purchasing and Supply Chain ManagementNguyen Phuong Trang (K16HL)No ratings yet
- Liquor Inventory SheetDocument1 pageLiquor Inventory Sheetsenay amenNo ratings yet
- Implementation of Lean Warehousing To Reduce The Level of Returns in A Distribution CompanyDocument5 pagesImplementation of Lean Warehousing To Reduce The Level of Returns in A Distribution CompanyIbrahim SkakriNo ratings yet