You might also like
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Hydrocarbon CompressionDocument11 pagesHydrocarbon CompressionrahulNo ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- BH-Prelims InddDocument9 pagesBH-Prelims Inddkunal chaturvediNo ratings yet
- Distillation ColumnsDocument12 pagesDistillation ColumnsJade RanteNo ratings yet
- Distillation Tower InternalsDocument122 pagesDistillation Tower InternalsMurtada MqqNo ratings yet
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDocument18 pagesDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesOmesh Borole100% (1)
- Good Practices in Tray DesignDocument7 pagesGood Practices in Tray Designmehul10941100% (2)
- Tray DevicesDocument11 pagesTray DevicesCelestine OzokechiNo ratings yet
- Plate Contractor Design FundamentalsDocument21 pagesPlate Contractor Design FundamentalsMiraj savaniNo ratings yet
- Types & Design of Tower TraysDocument10 pagesTypes & Design of Tower TraysAlberto AbrajanNo ratings yet
- Design of Petroleum Refining Equipment-1Document20 pagesDesign of Petroleum Refining Equipment-1sherifelbayoumy266No ratings yet
- Types and Design of Tower TraysDocument11 pagesTypes and Design of Tower TraysHeet PatelNo ratings yet
- Distillation ColumnDocument18 pagesDistillation Columnㄱ먀ㅜNo ratings yet
- What Is The Distillation Column?: Batch ColumnsDocument9 pagesWhat Is The Distillation Column?: Batch ColumnsAbdo MohsenNo ratings yet
- Design Guide - TraysDocument15 pagesDesign Guide - TraysMohamad FaifNo ratings yet
- Distillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFDocument22 pagesDistillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFmehul10941100% (1)
- Types of Trays The Packing MaterialDocument5 pagesTypes of Trays The Packing MaterialalyNo ratings yet
- TraysDocument19 pagesTraysShaukat AliNo ratings yet
- Haldia Institute of Technology: Name: Shubham Pandey Class Roll No: 17/CHE/023 University Roll No: 10300617023Document7 pagesHaldia Institute of Technology: Name: Shubham Pandey Class Roll No: 17/CHE/023 University Roll No: 10300617023Roshan Kumar LohaniNo ratings yet
- INTRA Process EquipmentDocument24 pagesINTRA Process EquipmentMón Quà Vô GiáNo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- AIChE method for estimating mass transfer efficiency and column sizingDocument47 pagesAIChE method for estimating mass transfer efficiency and column sizingMeera PatelNo ratings yet
- Trays and Packings Used in Distillation and Gas AbsorptionDocument12 pagesTrays and Packings Used in Distillation and Gas AbsorptionRhea MambaNo ratings yet
- Process Equipment Design seriesDocument4 pagesProcess Equipment Design seriesVIPratik KOLINo ratings yet
- Valve TrayDocument3 pagesValve TrayfurqonmaNo ratings yet
- Equi - Design DistillationDocument22 pagesEqui - Design Distillationjoker princeNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Column Internals 3Document19 pagesColumn Internals 3Shyam Prasad K SNo ratings yet
- Module-3.2 Sieve Tray Design 8Document56 pagesModule-3.2 Sieve Tray Design 8Harsh Garg 24601No ratings yet
- 09 - Gas Absorber DesidnDocument19 pages09 - Gas Absorber DesidnNoman AslamNo ratings yet
- Lecture 14-15 - Gas-Liquid Contact EquipmentDocument11 pagesLecture 14-15 - Gas-Liquid Contact EquipmentMihir Kumar MechNo ratings yet
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocument154 pagesAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliNo ratings yet
- Column Internals ExplainedDocument9 pagesColumn Internals ExplainedFranklin Santiago Suclla PodestaNo ratings yet
- Chimney Trays PDFDocument4 pagesChimney Trays PDFcvolkan1100% (4)
- What Is Meant by Vapor and Liquid LoadingDocument5 pagesWhat Is Meant by Vapor and Liquid LoadingSushant PaiNo ratings yet
- Chimney Trays PDFDocument4 pagesChimney Trays PDFSavan JaviaNo ratings yet
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Document62 pagesFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaNo ratings yet
- Plate Type Wet ScrubberDocument6 pagesPlate Type Wet ScrubberRoger IsidoreNo ratings yet
- 92660498-Details-of-KO-DrumDocument7 pages92660498-Details-of-KO-Drumadam.rial00No ratings yet
- College of Engineering: Course Topic: Trays and Packings Used in Distillation and Gas Course ActivityDocument18 pagesCollege of Engineering: Course Topic: Trays and Packings Used in Distillation and Gas Course Activitychristian pasicolanNo ratings yet
- 5 Tower HardwareDocument37 pages5 Tower HardwareAhmed ElShoraNo ratings yet
- Steam TrapDocument8 pagesSteam TrapSanket BandekarNo ratings yet
- Engineers Guide to Column Effects (40Document5 pagesEngineers Guide to Column Effects (40Anonymous Ov6SPCmNo ratings yet
- Separator InternalsDocument36 pagesSeparator InternalsCVACAPNo ratings yet
- Stripping Coloumn PDFDocument18 pagesStripping Coloumn PDFEmir DjafarNo ratings yet
- Vacuumpump TroubleshootingDocument5 pagesVacuumpump TroubleshootingKelly RobertsNo ratings yet
- Gas-Liquid Operations Equipment: Mr. Chintan K. Modi Asst. Professor Chemical Engineering Department SrictDocument76 pagesGas-Liquid Operations Equipment: Mr. Chintan K. Modi Asst. Professor Chemical Engineering Department SrictSoma BerwariNo ratings yet
- Finger Type Slug CatcherDocument41 pagesFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- AIChE F01 06 Factors Influencing Vapor Crossflow ChannelingDocument6 pagesAIChE F01 06 Factors Influencing Vapor Crossflow Channelingmarkdeguzman788333No ratings yet
- Tray LayoutDocument34 pagesTray LayoutOmar JrNo ratings yet
- Hydraulic Reservoirs For Mobile Equipment 7-18-14Document9 pagesHydraulic Reservoirs For Mobile Equipment 7-18-14mulle2002No ratings yet
- 13-Distillation VII - Equipment & Column SizingDocument8 pages13-Distillation VII - Equipment & Column SizingPutriNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Presentation on Chancroid: Bacterial STI Causes Painful Genital UlcersDocument12 pagesPresentation on Chancroid: Bacterial STI Causes Painful Genital UlcersBikash Sah0% (1)
- Pathology AIIMSDocument26 pagesPathology AIIMSvkNo ratings yet
- IRIS 2017 DOG Treatment Recommendations 09may18Document15 pagesIRIS 2017 DOG Treatment Recommendations 09may18crilala23No ratings yet
- Music and Therapy Bun2Document17 pagesMusic and Therapy Bun2PanteaAlisaNo ratings yet
- Rocket Motor Head-end Structural AnalysisDocument83 pagesRocket Motor Head-end Structural AnalysisRudra Sai SandeepNo ratings yet
- Types of ProcurementDocument7 pagesTypes of ProcurementrahulNo ratings yet
- Pursuing a Career in CosmetologyDocument3 pagesPursuing a Career in CosmetologyMaria CeciliaNo ratings yet
- Fosfomycin: Review and Use Criteria BackgroundDocument12 pagesFosfomycin: Review and Use Criteria BackgroundAbu Azzam Al-Hadi100% (1)
- Sakshijain75.Final ProDocument46 pagesSakshijain75.Final ProOm AherNo ratings yet
- Automated Hematology Cell Counters 12-09-2023Document161 pagesAutomated Hematology Cell Counters 12-09-2023Tom JohnathanNo ratings yet
- Come Back To Your Senses Use Your Body: Psychologyt LsDocument1 pageCome Back To Your Senses Use Your Body: Psychologyt LsMarina Moran100% (1)
- SanCoP7 AgendaDocument2 pagesSanCoP7 AgendaNicolaGreeneNo ratings yet
- WCDMA Optimization Case StudyDocument60 pagesWCDMA Optimization Case StudyRamesh Nikam100% (1)
- Shell Turbo T32: Performance, Features & Benefits Main ApplicationsDocument3 pagesShell Turbo T32: Performance, Features & Benefits Main ApplicationsPandu SatrioNo ratings yet
- Filipino Nurses United OrientationDocument30 pagesFilipino Nurses United OrientationErlinda PosadasNo ratings yet
- 3M Bio-Acoustic Simulator User Manual (053-012 Rev D)Document21 pages3M Bio-Acoustic Simulator User Manual (053-012 Rev D)rodrigocornejo81No ratings yet
- DL420 15c SpecificationsDocument4 pagesDL420 15c Specificationsesteban muñozNo ratings yet
- Master Key Bonus - The Healing CodeDocument8 pagesMaster Key Bonus - The Healing CodeChanterelle Vasto100% (12)
- Information Security Management System: Gheorghe MirelaDocument6 pagesInformation Security Management System: Gheorghe MirelaChristen CastilloNo ratings yet
- Biomechinics PDFDocument8 pagesBiomechinics PDFImran KhanNo ratings yet
- SonoAce R7 v3.01.00 EDocument544 pagesSonoAce R7 v3.01.00 EEcomedical PlussNo ratings yet
- BONDING: Understanding Chemical AttractionsDocument201 pagesBONDING: Understanding Chemical AttractionsKhaled OsmanNo ratings yet
- Test A: Reading - Passage 1Document29 pagesTest A: Reading - Passage 1barishyayNo ratings yet
- En JV Catalogue 2Document56 pagesEn JV Catalogue 2Yudhi Tri IndrawanNo ratings yet
- A Project Report: Maya Engineering WorksDocument2 pagesA Project Report: Maya Engineering WorksVishwendra SinghNo ratings yet
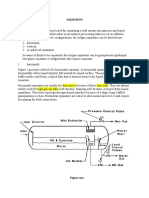
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed Moder100% (1)
- Intro To GymnasticsDocument69 pagesIntro To GymnasticsMichaela Celerio50% (2)
- A4 RelationshipgridDocument32 pagesA4 RelationshipgridjamesNo ratings yet