You might also like
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekNo ratings yet
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiNo ratings yet
- 1.the Basics of Ferrous MetallurgyDocument83 pages1.the Basics of Ferrous MetallurgyfenasikerimNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Weld Cladding Overlay - Topics by ScienceDocument73 pagesWeld Cladding Overlay - Topics by ScienceMichael TayactacNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Welding Practice For Duplex-1 PDFDocument18 pagesWelding Practice For Duplex-1 PDFBipin Rohit100% (1)
- This documentDocument44 pagesThis documentTran Thanh HaoNo ratings yet
- Defects Hydrogen Cracks IdentificationDocument5 pagesDefects Hydrogen Cracks Identificationarif maulanafNo ratings yet
- Ingenieria de La Soldadura PDFDocument11 pagesIngenieria de La Soldadura PDFedscesc10100% (1)
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- Technical Handbook Stainless Steel WeldingDocument92 pagesTechnical Handbook Stainless Steel WeldingRamesh sivanNo ratings yet
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Module 4-Part-2Document76 pagesModule 4-Part-2Renjin J BrightNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Guidelines for Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines for Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaNo ratings yet
- Centerline Segregation in Continuous Casting BilletsDocument5 pagesCenterline Segregation in Continuous Casting BilletsAnonymous MAJuDkNo ratings yet
- Review of Current Practice for Welding of Grade 92Document13 pagesReview of Current Practice for Welding of Grade 92pipedown456100% (1)
- How to Determine the Right Preheating and Interpass TemperaturesDocument4 pagesHow to Determine the Right Preheating and Interpass TemperaturesMohammad RizwanNo ratings yet
- Lincoln Stainless Welding GuideDocument40 pagesLincoln Stainless Welding GuideAnonymous yQ7SQr100% (1)
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 pagesHeat Treatment Methods for Commercial Engineering SteelsmeNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 pagesStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoNo ratings yet
- Welding Duplex Stainless Steels - A Review of Currernt RecommendationsDocument12 pagesWelding Duplex Stainless Steels - A Review of Currernt RecommendationsTrushar Parmar100% (1)
- Corrosion of SS in Nitric Acid ServiceDocument23 pagesCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- DSS Welding Best Practices PDFDocument4 pagesDSS Welding Best Practices PDFpkn_pnt9950No ratings yet
- CH 14 CarbonandAlloySteelsDocument42 pagesCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- MetallurgyDocument190 pagesMetallurgyJose J. Nuñez100% (2)
- Duplex Stainless Steel - Welding-TwiDocument4 pagesDuplex Stainless Steel - Welding-TwiNatrajj SivakumarNo ratings yet
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Delta FerriteDocument9 pagesDelta FerritealadinsaneNo ratings yet
- Guidelines For Hard Facing Onto SteelsDocument7 pagesGuidelines For Hard Facing Onto SteelsmohamedfirozNo ratings yet
- Liquid Metal EmbrittlementDocument1 pageLiquid Metal EmbrittlementalphadingNo ratings yet
- Developments in High Temperature Corrosion Protection CoatingsDocument9 pagesDevelopments in High Temperature Corrosion Protection CoatingsRecep Vatansever100% (1)
- Titanium - Welding and Heat Treating: Topics CoveredDocument13 pagesTitanium - Welding and Heat Treating: Topics CoveredSisira ChandrasomaNo ratings yet
- Type 347-347H Stainless SteelDocument2 pagesType 347-347H Stainless SteelPravin PawarNo ratings yet
- Longtermoxidationbehaviour PDFDocument10 pagesLongtermoxidationbehaviour PDFAnonymous lmCR3SkPrKNo ratings yet
- BOC Purging While Welding Brochure351 - 68116 PDFDocument16 pagesBOC Purging While Welding Brochure351 - 68116 PDFAl0611981No ratings yet
- Lectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5JDocument25 pagesLectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5Jsachingir100% (1)
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- The Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless SteelDocument6 pagesThe Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steelanon_506964735No ratings yet
- Ferrite Limitation For SS316LDocument12 pagesFerrite Limitation For SS316LAntonio PerezNo ratings yet
- Plastic Deformation, Flow Stress and FormabilityDocument35 pagesPlastic Deformation, Flow Stress and FormabilityAnna100% (1)
- Ferrite in Stainless Steel Weld Metal PDFDocument18 pagesFerrite in Stainless Steel Weld Metal PDFElizabeth SpenceNo ratings yet
- Heat Treatment ManualDocument29 pagesHeat Treatment ManualAlexis Williams100% (1)
- MIG Welding Aluminum Guide: Equipment, Settings & TechniquesDocument8 pagesMIG Welding Aluminum Guide: Equipment, Settings & TechniquesHandri YantoNo ratings yet
- Cold End CorrosionDocument15 pagesCold End Corrosiondafteri11No ratings yet
- Evaluation of Welds - Macro-Examination - Hardness PDFDocument37 pagesEvaluation of Welds - Macro-Examination - Hardness PDFdavideNo ratings yet
- Effect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelDocument5 pagesEffect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelCường BéoNo ratings yet
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaNo ratings yet
- A Primer For Duplex Stainless SteelsDocument11 pagesA Primer For Duplex Stainless Steelsmp87_ingNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Module 1Document45 pagesModule 1SolomonNo ratings yet
- Module 6Document71 pagesModule 6SolomonNo ratings yet
- Business Plan Note 333Document80 pagesBusiness Plan Note 333SolomonNo ratings yet
- Learners WorkbookDocument104 pagesLearners WorkbookSolomonNo ratings yet
- Module 2Document42 pagesModule 2SolomonNo ratings yet
- Module 4 - Fabrication Application Engineering - Contents PageDocument1 pageModule 4 - Fabrication Application Engineering - Contents PageSolomonNo ratings yet
- Ministry of Education, Ethiopia AND Ministry of Innovation and Technology, EthiopiaDocument5 pagesMinistry of Education, Ethiopia AND Ministry of Innovation and Technology, EthiopiaSolomonNo ratings yet
- Tracer Study: Online Library of Quality, Service Improvement and Redesign ToolsDocument4 pagesTracer Study: Online Library of Quality, Service Improvement and Redesign ToolsSolomonNo ratings yet
- 03 - Construction and Design - Contents PageDocument1 page03 - Construction and Design - Contents PageSolomonNo ratings yet
- 2d Bench Cut-Off Machine: Yirgalem Ind. & Con. CollegeDocument10 pages2d Bench Cut-Off Machine: Yirgalem Ind. & Con. CollegeSolomonNo ratings yet
- 02 - Internatiional Welding Practitioner - Table of ContentsDocument1 page02 - Internatiional Welding Practitioner - Table of ContentsSolomonNo ratings yet
- 1-11 Other Welding Processes - Electro Slag, Rotary FrictionDocument24 pages1-11 Other Welding Processes - Electro Slag, Rotary FrictionSolomonNo ratings yet
- IIW Welding Practitioner Module 1 - Processes & EquipmentDocument35 pagesIIW Welding Practitioner Module 1 - Processes & EquipmentSolomonNo ratings yet
- Pattern Development Sheet Metal Level 1 1628880196Document149 pagesPattern Development Sheet Metal Level 1 1628880196SolomonNo ratings yet
- Registered Contractors List Yekatit 30 2009Document885 pagesRegistered Contractors List Yekatit 30 2009Solomon0% (1)
- 1A Low Dropout Voltage Regulator DatasheetDocument8 pages1A Low Dropout Voltage Regulator DatasheetMauricio Raul RotmanNo ratings yet
- 1A Low Dropout Voltage Regulator DatasheetDocument8 pages1A Low Dropout Voltage Regulator DatasheetMauricio Raul RotmanNo ratings yet
- Word InstructionsDocument7 pagesWord Instructionsgetasif535No ratings yet
- Check List-For LMI-on Bypassing Protn & Interlocks-OGN/OPS/SYST/005-021Document13 pagesCheck List-For LMI-on Bypassing Protn & Interlocks-OGN/OPS/SYST/005-021rudra singhNo ratings yet
- B-3801 IOM - Rev - 2011-09-02 (1) MidlandDocument23 pagesB-3801 IOM - Rev - 2011-09-02 (1) MidlandLucas MonteNo ratings yet
- Getting A Good Fit: Selecting The Right Shaft and Housing ToleranceDocument2 pagesGetting A Good Fit: Selecting The Right Shaft and Housing Toleranceeng13No ratings yet
- Body Bulder Guide New GIGADocument272 pagesBody Bulder Guide New GIGAMuhammad Hanif FuadiNo ratings yet
- Cressi-Sub Regulator User Manual: 1st Stage ComponentsDocument39 pagesCressi-Sub Regulator User Manual: 1st Stage ComponentsSergio GlezNo ratings yet
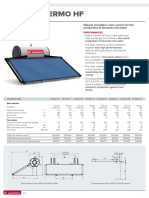
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- DE-18 Fuel Oil Injection Pump and Device Parts ListsDocument6 pagesDE-18 Fuel Oil Injection Pump and Device Parts ListsK.l. DhanaNo ratings yet
- Electronics 18 E0306Document9 pagesElectronics 18 E0306GiangDoNo ratings yet
- Rectangular DuctDocument67 pagesRectangular DuctAUCE9802100% (3)
- Metu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusDocument3 pagesMetu NCC Fall Semester (2017-1) PHY 105 General Physics I (3580105) Course SyllabusErgin ÖzdikicioğluNo ratings yet
- S Emi Rotary Hand Wing Pumps: A Plication PDocument2 pagesS Emi Rotary Hand Wing Pumps: A Plication PMarketing CTNNo ratings yet
- Asme 314Document2 pagesAsme 314JoelHernandezGonzalezNo ratings yet
- ITTC - Propellers Dimensions 75-01-02-02Document8 pagesITTC - Propellers Dimensions 75-01-02-02vkoNo ratings yet
- Structural Reliability FrameworkDocument65 pagesStructural Reliability FrameworkkhairurNo ratings yet
- Fluid Mechanics Test and Exam DetailsDocument8 pagesFluid Mechanics Test and Exam DetailsDiego FungNo ratings yet
- Induction Motor Load Test AnalysisDocument6 pagesInduction Motor Load Test AnalysisCønstäh Van Der WüppertälärîanskíhNo ratings yet
- Mechanical Engineering Design Drawings CollectionDocument41 pagesMechanical Engineering Design Drawings CollectiongundhiufsNo ratings yet
- Actuator dimensions and specificationsDocument1 pageActuator dimensions and specificationsDaniel Camargo PérezNo ratings yet
- Production and Industrial EngineeringDocument27 pagesProduction and Industrial EngineeringShivangi MishraNo ratings yet
- Catalogo Aurora PneumaticDocument84 pagesCatalogo Aurora PneumaticSam MarmorNo ratings yet
- Final ReviewDocument104 pagesFinal Reviewzhou wangchaoNo ratings yet
- 14070733Document27 pages14070733layaljamal2No ratings yet
- Lecture # 8: Dr. Muzaffar AliDocument37 pagesLecture # 8: Dr. Muzaffar Alikamran bhatNo ratings yet
- Mr-75-163-Tds Critical SparesDocument3 pagesMr-75-163-Tds Critical Sparescmrig74No ratings yet
- How Carburetors Work: Understanding the Six Main SystemsDocument7 pagesHow Carburetors Work: Understanding the Six Main Systemssaithea25No ratings yet
- Mini Fragment Implants and InstrumentsDocument13 pagesMini Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Overhaul Four-Wheel Drive Transfer Case ModuleDocument37 pagesOverhaul Four-Wheel Drive Transfer Case ModulePaul KennyNo ratings yet
- ControlDocument59 pagesControlTuan Anh Nguyen HuuNo ratings yet
- Rock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationDocument40 pagesRock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationTarekNo ratings yet
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Document36 pagesPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiNo ratings yet