You might also like
- Linde T20 /131 ManualDocument63 pagesLinde T20 /131 Manualalan mad100% (2)
- Paint Insp ICorr Level 2 Notes PDFDocument133 pagesPaint Insp ICorr Level 2 Notes PDFravi00098100% (1)
- High Performance FibreDocument11 pagesHigh Performance FibreGgum LiNo ratings yet
- Textile Raw Material-II Course Code: Tex2101: Basic Concept On Textile FibreDocument63 pagesTextile Raw Material-II Course Code: Tex2101: Basic Concept On Textile FibreHrs ShihabNo ratings yet
- Bi ComponentDocument13 pagesBi ComponentA.K.M. Rashedul IslamNo ratings yet
- Lecture Three Natural Bast FiberDocument46 pagesLecture Three Natural Bast FiberGemeda GebinoNo ratings yet
- DesizingDocument4 pagesDesizingsyed asim najam100% (2)
- A Report On Green Material - Jute FibresDocument7 pagesA Report On Green Material - Jute FibresvaibhavNo ratings yet
- WPT 2Document141 pagesWPT 2SalimNo ratings yet
- Innovation in YarnDocument6 pagesInnovation in YarnDevendra VashisthNo ratings yet
- Unit Ii: Count of The YarnDocument9 pagesUnit Ii: Count of The YarngowriNo ratings yet
- Lecture Flax FiberDocument29 pagesLecture Flax FiberFahad jutt100% (1)
- Synthetic FibreDocument6 pagesSynthetic FibreswaroophoppyNo ratings yet
- Thermal Properties: Chapter OutlineDocument4 pagesThermal Properties: Chapter OutlinehemontoNo ratings yet
- MercerisationDocument18 pagesMercerisationVarun Mehrotra0% (1)
- Study of Structure and Properties of Air Jet Textured YarnDocument15 pagesStudy of Structure and Properties of Air Jet Textured Yarnpraveen kumarNo ratings yet
- Unit 4-Cotton PDFDocument25 pagesUnit 4-Cotton PDFFuad HamidNo ratings yet
- Presentation On Swelling of Textile MaterialsDocument13 pagesPresentation On Swelling of Textile MaterialsNazmul HasanNo ratings yet
- Aramid FiberDocument22 pagesAramid FiberAsad Jamil RanaNo ratings yet
- Friction SpinningDocument8 pagesFriction SpinningVenkat Prasanna50% (2)
- Textile ScienceDocument22 pagesTextile ScienceAbhinav VermaNo ratings yet
- Syllabus 3-8th SemesterDocument56 pagesSyllabus 3-8th Semesterapi-287058159No ratings yet
- By: Hemant Ghanghor & Patanjal KumarDocument15 pagesBy: Hemant Ghanghor & Patanjal KumarpatanjaliictNo ratings yet
- Static ElectricityDocument2 pagesStatic ElectricitytusharNo ratings yet
- Southeast University: AssighnmentDocument11 pagesSoutheast University: AssighnmentTamanna TasnimNo ratings yet
- Melt Spinning Process - Feature of Melt Spinning - Advantages and Disadvantage of Melt Spinning - Textile LearnerDocument4 pagesMelt Spinning Process - Feature of Melt Spinning - Advantages and Disadvantage of Melt Spinning - Textile LearnerrajinderNo ratings yet
- Rice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewDocument4 pagesRice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- National Textile University: B.Sc. Textile Engineering Practical Lab Report / Fall-2018Document5 pagesNational Textile University: B.Sc. Textile Engineering Practical Lab Report / Fall-2018Faisal SaeedNo ratings yet
- Course: Yarn Manufacturing 2Document24 pagesCourse: Yarn Manufacturing 2fekadeNo ratings yet
- Fabric geometry evaluation methodologyDocument7 pagesFabric geometry evaluation methodologyPrabakaran Chinnathambi100% (1)
- Dyeing Faults and Their Remedies GuideDocument10 pagesDyeing Faults and Their Remedies GuideMehedi Hassan EvanNo ratings yet
- Effect of First Heater Temperature Variations On The Polyester Yarn Properties of False Twist Texturing TechniquesDocument5 pagesEffect of First Heater Temperature Variations On The Polyester Yarn Properties of False Twist Texturing TechniquesIberê Cruz Freitas100% (1)
- Unconventional Fibre PlantsDocument18 pagesUnconventional Fibre PlantsRajendra Singh MeenaNo ratings yet
- CFD DispersionDocument9 pagesCFD DispersionferdinandboodhnaNo ratings yet
- SpinningDocument8 pagesSpinningAishee BhowmickNo ratings yet
- Quality On Yarn 1Document39 pagesQuality On Yarn 1Ashiq Khan100% (1)
- Revised List of Mechanics of Fibrous Structures (TET) 2k19Document35 pagesRevised List of Mechanics of Fibrous Structures (TET) 2k19RAZA Khn100% (1)
- Heat SettingDocument15 pagesHeat SettingnikitaNo ratings yet
- Spin Plan Bengal ThesisDocument149 pagesSpin Plan Bengal Thesisstylish eagleNo ratings yet
- Mechanical Properties of Weft Knitted FabricsDocument6 pagesMechanical Properties of Weft Knitted FabricsAhmad SamerNo ratings yet
- Yarn Manufacture - Set of 2 VolsDocument2 pagesYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9No ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document2 pagesGujarat Technological University: W.E.F. AY 2018-19Rushi TannaNo ratings yet
- Textile Processing: Energy Saving Techniques in the Textile IndustryDocument165 pagesTextile Processing: Energy Saving Techniques in the Textile IndustryPurnesh JagadNo ratings yet
- Toyota's Global Service Network Supports Customers WorldwideDocument6 pagesToyota's Global Service Network Supports Customers WorldwideHardik VavdiyaNo ratings yet
- Acrylic FiberDocument9 pagesAcrylic FiberNeeraj JainNo ratings yet
- Wet II Presentation Group 3 Antimicrobial FinishDocument29 pagesWet II Presentation Group 3 Antimicrobial FinishZillur Rahman SaykatNo ratings yet
- JBF Industries Ltd. Dalal Mott Mac DonaldDocument76 pagesJBF Industries Ltd. Dalal Mott Mac DonaldJimish PanchalNo ratings yet
- The Fastest Weaving Machine in the World: M8300 multi-phaseDocument4 pagesThe Fastest Weaving Machine in the World: M8300 multi-phaseKathirrveluSubramainan100% (1)
- High Performance Fibers Hifza 1Document20 pagesHigh Performance Fibers Hifza 1Hifza khalidNo ratings yet
- Automobile TextileDocument45 pagesAutomobile TextileShamima akter100% (1)
- Yarn Manufacturing Tandem CardingDocument5 pagesYarn Manufacturing Tandem CardingIndrajit BoseNo ratings yet
- Processing TENCEL® LF / Cotton BlendsDocument32 pagesProcessing TENCEL® LF / Cotton Blendskona100% (1)
- Elements of Circular KnittingDocument5 pagesElements of Circular KnittingSanika JoshiNo ratings yet
- UNIT - 1 FusingDocument8 pagesUNIT - 1 FusingMohamed SoudhNo ratings yet
- Knitted Fabric DefectDocument171 pagesKnitted Fabric DefectsakthigurusamyNo ratings yet
- Testing of Comfort Properties of Textiles and ApparelsDocument5 pagesTesting of Comfort Properties of Textiles and ApparelsJana Muthu100% (1)
- Applications of Nanotechnology in Textiles (17070125113)Document9 pagesApplications of Nanotechnology in Textiles (17070125113)Sheron SisodiyaNo ratings yet
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- Lyocell: Lyocell Is A Regenerated Cellulose Fiber Made From Dissolving PulpDocument3 pagesLyocell: Lyocell Is A Regenerated Cellulose Fiber Made From Dissolving PulpMiraz HossainNo ratings yet
- Thermal Resistant Fibers: Properties, Manufacturing and ApplicationsDocument21 pagesThermal Resistant Fibers: Properties, Manufacturing and ApplicationsNimra GhafoorNo ratings yet
- Specification Package Cover PageDocument43 pagesSpecification Package Cover PageNimra GhafoorNo ratings yet
- Polymer Fibers Spinning TechniquesDocument24 pagesPolymer Fibers Spinning TechniquesNimra GhafoorNo ratings yet
- Aramid FibersDocument28 pagesAramid FibersNimra GhafoorNo ratings yet
- CSE3072-Computer Applications in Engineering Design: National Textile UniversityDocument34 pagesCSE3072-Computer Applications in Engineering Design: National Textile UniversityNimra GhafoorNo ratings yet
- Utilities Used in Textile Industry: University of Karachi Chemical EngineeringDocument27 pagesUtilities Used in Textile Industry: University of Karachi Chemical EngineeringAneesha PandaNo ratings yet
- Lab 1Document7 pagesLab 1Nimra GhafoorNo ratings yet
- Basic Statistics Measures ExplainedDocument25 pagesBasic Statistics Measures ExplainedNimra GhafoorNo ratings yet
- Top 10 Countries in Hosiery ExportsDocument181 pagesTop 10 Countries in Hosiery ExportsNimra GhafoorNo ratings yet
- Week 1-IntroductionDocument15 pagesWeek 1-IntroductionNimra GhafoorNo ratings yet
- Week 1-IntroductionDocument15 pagesWeek 1-IntroductionNimra GhafoorNo ratings yet
- Teaching Guide 2Document172 pagesTeaching Guide 2Floura Sparks100% (1)
- Dual Output Ac Current - Voltage TransducerDocument7 pagesDual Output Ac Current - Voltage TransducerMagendran SurulivelNo ratings yet
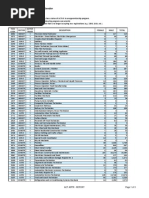
- No. Description ApplicationDocument50 pagesNo. Description ApplicationMihes AdrianNo ratings yet
- 1 2 10 P Gliderdesign1Document6 pages1 2 10 P Gliderdesign1api-325609547No ratings yet
- Maekawa's Distributed Mutual Exclusion Algorithm AnalysisDocument9 pagesMaekawa's Distributed Mutual Exclusion Algorithm AnalysisjyothisjaganNo ratings yet
- Frame Generator PDFDocument13 pagesFrame Generator PDFWilly PeralesNo ratings yet
- Heat Transfer Characteristics of Thermal Energy Storage System Using PCM Capsules - A Review - 2008Document21 pagesHeat Transfer Characteristics of Thermal Energy Storage System Using PCM Capsules - A Review - 2008navidelecNo ratings yet
- Kyocera FS-600 Parts Manual PDFDocument19 pagesKyocera FS-600 Parts Manual PDFliviumaraNo ratings yet
- Study pointers in C with examplesDocument6 pagesStudy pointers in C with examplespremsagarNo ratings yet
- CD 109 Highway Link Design-Web PDFDocument106 pagesCD 109 Highway Link Design-Web PDFAriel Zeballos LeañoNo ratings yet
- Step by Step Guide To Become Big Data DeveloperDocument15 pagesStep by Step Guide To Become Big Data DeveloperSaggam Bharath75% (4)
- INTERNSHIPDocument29 pagesINTERNSHIPAnkita Mohanty0% (1)
- Experiment #8 - Slender MemberDocument4 pagesExperiment #8 - Slender MemberLuís Alberto Tang YorisNo ratings yet
- Manage Your ODI Development Cycle with Versioning and PromotionDocument146 pagesManage Your ODI Development Cycle with Versioning and PromotionLilantha Lakmal GallabaNo ratings yet
- Extension Springs Torsion Spring: Active Coils (N)Document9 pagesExtension Springs Torsion Spring: Active Coils (N)Pidathala Raghu Vamsi ReddyNo ratings yet
- Training Video 1 - Installation and Set UpDocument11 pagesTraining Video 1 - Installation and Set UpLengendary PhubrNo ratings yet
- Linksys SRW-2048 User GuideDocument96 pagesLinksys SRW-2048 User GuideshiuksliadezesNo ratings yet
- Active Apprentices by Trade and by GenderDocument3 pagesActive Apprentices by Trade and by GenderThe Hamilton SpectatorNo ratings yet
- Aquini: 3 Decades of ExcellenceDocument13 pagesAquini: 3 Decades of ExcellenceAnuj AggarwalNo ratings yet
- Conexion de M800 PDFDocument16 pagesConexion de M800 PDFChemikal EngineerNo ratings yet
- Harris 25GX 250 580Document2 pagesHarris 25GX 250 580Sadot GutierrezNo ratings yet
- 2G 3G Interview QuestionsDocument10 pages2G 3G Interview Questionsmohnish1999No ratings yet
- AdjustmentDocument48 pagesAdjustmentesther jaimeNo ratings yet
- Big CreekDocument106 pagesBig CreekRewati RamanNo ratings yet
- Battery Lelvel Indicator ProjectDocument10 pagesBattery Lelvel Indicator ProjectANTON GINO J A 21ITR005No ratings yet
- Energy Transformation Practice 1Document4 pagesEnergy Transformation Practice 1api-380948601No ratings yet
- Torsion of SectionsDocument3 pagesTorsion of SectionsanilmaviNo ratings yet
- SegwayDocument5 pagesSegwayPepe Alba JuarezNo ratings yet