You might also like
- Schaum's Outline of Principles of Accounting I, Fifth EditionFrom EverandSchaum's Outline of Principles of Accounting I, Fifth EditionRating: 5 out of 5 stars5/5 (3)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Sample Master Test PlanDocument11 pagesSample Master Test PlanDeepak P100% (1)
- SAP-Adv ABAP-2Document237 pagesSAP-Adv ABAP-2Tejaswi paritala100% (1)
- Midterm Case FinalDocument6 pagesMidterm Case FinalChristina Parillo100% (1)
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICFrom EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICRating: 4.5 out of 5 stars4.5/5 (7)
- SAP Implementation ActivitiesDocument4 pagesSAP Implementation ActivitiesSelvaCelladuraiNo ratings yet
- Cycle Time Reduction of Queue Hour Calculation - FinalDocument37 pagesCycle Time Reduction of Queue Hour Calculation - FinalAadesh SrivastavNo ratings yet
- LT Project - CallibrationDocument33 pagesLT Project - Callibrationmangesh chidrawar100% (1)
- Chapter 14: JIT and Lean Operations: History of ToyotaDocument11 pagesChapter 14: JIT and Lean Operations: History of ToyotaPOREDDY BHARATH KUMAR REDDY Mechanical EngineeringNo ratings yet
- Loadrunner Se Guide: Bskim@Kbscom - Co.KrDocument24 pagesLoadrunner Se Guide: Bskim@Kbscom - Co.Krsm255No ratings yet
- Value Stream Mapping: Bill Paolucci Ipfw March 17, 2009Document73 pagesValue Stream Mapping: Bill Paolucci Ipfw March 17, 2009AkNo ratings yet
- Vs M PresentationDocument73 pagesVs M PresentationMaiNo ratings yet
- 6 - Demand FlowDocument25 pages6 - Demand Flowfilimendez64No ratings yet
- Activity Based Costing The Job Costing System at Smith S CustomDocument1 pageActivity Based Costing The Job Costing System at Smith S Customtrilocksp SinghNo ratings yet
- SIPDocument13 pagesSIPvalliNo ratings yet
- 4.tier 2 Supplier AssesmentDocument15 pages4.tier 2 Supplier AssesmentAMIT KHARBNo ratings yet
- Toyota Kaizen Patterns & Basic Stability:: Some Observations and Reflections On TPSDocument46 pagesToyota Kaizen Patterns & Basic Stability:: Some Observations and Reflections On TPSMohammed MAAROUFNo ratings yet
- AP220 - 30A - 007appendixDocument121 pagesAP220 - 30A - 007appendixyulius sugiantoNo ratings yet
- JD Edwards EnterpriseOne Workflow ProcessesDocument34 pagesJD Edwards EnterpriseOne Workflow ProcessesAnkitNo ratings yet
- Business Process Flow in Oracle Applications PDFDocument262 pagesBusiness Process Flow in Oracle Applications PDFAnil SNo ratings yet
- 5-Lecture 5 SlidesDocument30 pages5-Lecture 5 SlidesSooraj S NairNo ratings yet
- Automation Testing Training: Introduction To QTPDocument89 pagesAutomation Testing Training: Introduction To QTPRaj KiranNo ratings yet
- Pres ValueStreamMappingDocument58 pagesPres ValueStreamMappingSMAKNo ratings yet
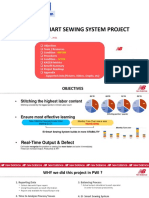
- Project Case - Smart SewingDocument18 pagesProject Case - Smart SewingRksNo ratings yet
- 09MTMT Loyd SiniardDocument75 pages09MTMT Loyd SiniardJose Mendelle Murry TombadoNo ratings yet
- QTP Automation Testing Training Scenatic Space TechnologiesDocument89 pagesQTP Automation Testing Training Scenatic Space TechnologiesRamu PalankiNo ratings yet
- LEAN Execution OEEDocument11 pagesLEAN Execution OEEVergence Business Associates100% (7)
- Lecture04 Simulation ExamplesDocument28 pagesLecture04 Simulation ExamplesSanja Lazarova-MolnarNo ratings yet
- How To Calculate OEE - TutorialDocument11 pagesHow To Calculate OEE - Tutorialccabral81No ratings yet
- Just in TimeDocument56 pagesJust in TimeJuvi CruzNo ratings yet
- Using Outside Processing in Oracle Supply Chain Management CloudDocument78 pagesUsing Outside Processing in Oracle Supply Chain Management CloudRajesh MkNo ratings yet
- CODocument192 pagesCOsravan_basa100% (2)
- Computer Integrated Management: Advanced Manufacturing TechnologyDocument27 pagesComputer Integrated Management: Advanced Manufacturing TechnologyMuhammad Atif Qaim KhaniNo ratings yet
- Work Measure, Time Study & Assembly Line BalancingDocument54 pagesWork Measure, Time Study & Assembly Line BalancingAiyyamperumalNo ratings yet
- CpiDocument45 pagesCpiapi-3754041No ratings yet
- Advanced Production System Design: Prof. Dr. Dr.-Ing. Yilmaz UygunDocument27 pagesAdvanced Production System Design: Prof. Dr. Dr.-Ing. Yilmaz UygunDally KunNo ratings yet
- QTP - Automation Testing TrainingDocument89 pagesQTP - Automation Testing Trainingapi-3817447100% (1)
- Project Case - Smart SewingDocument18 pagesProject Case - Smart Sewingsivanesan rajamanickamNo ratings yet
- AL LE 6 Standard WorkDocument26 pagesAL LE 6 Standard Workhector.mendoza.macotelaNo ratings yet
- Sample FS - IntegrationDocument13 pagesSample FS - IntegrationKerryna HeshNo ratings yet
- 10954-Case Study - Cloud Costing Discovery and Inventions For The End To End Solution-Presentation - 317Document45 pages10954-Case Study - Cloud Costing Discovery and Inventions For The End To End Solution-Presentation - 317AhmedNo ratings yet
- Om PP12Document28 pagesOm PP12Nevass KannanNo ratings yet
- PPTDocument33 pagesPPTSam SamNo ratings yet
- Appendix: © Sap Ag BC420 15-1Document6 pagesAppendix: © Sap Ag BC420 15-1chandra9000No ratings yet
- 0 - 4.7 EE - SAP-SD-Configuration + Transaction Process - GuideDocument393 pages0 - 4.7 EE - SAP-SD-Configuration + Transaction Process - GuidemuralimohanNo ratings yet
- 8295780Document34 pages8295780Tong BbmNo ratings yet
- Chapter 9 - Short Term SchedulingDocument64 pagesChapter 9 - Short Term SchedulingNur Izzati100% (1)
- Value Stream Mapping at NCS: Presented To: Gunnison Date: 4/2/2014Document27 pagesValue Stream Mapping at NCS: Presented To: Gunnison Date: 4/2/2014Anthony MorganNo ratings yet
- How To Calculate OEE - TutorialDocument12 pagesHow To Calculate OEE - TutorialPremiumJ4UShopMY245No ratings yet
- Midwest Office TDABC MBA-FT 22-24 Blank For ClassroomDocument2 pagesMidwest Office TDABC MBA-FT 22-24 Blank For Classroomsakshi upadhyayNo ratings yet
- Relational Database Index Design and the Optimizers: DB2, Oracle, SQL Server, et al.From EverandRelational Database Index Design and the Optimizers: DB2, Oracle, SQL Server, et al.Rating: 5 out of 5 stars5/5 (1)
- CAD Systems in Mechanical and Production EngineeringFrom EverandCAD Systems in Mechanical and Production EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- Operational Profitability: Systematic Approaches for Continuous ImprovementFrom EverandOperational Profitability: Systematic Approaches for Continuous ImprovementNo ratings yet
- Security Design Consulting: The Business of Security System DesignFrom EverandSecurity Design Consulting: The Business of Security System DesignNo ratings yet
- Sentinel Case StudyDocument4 pagesSentinel Case Studymodis777No ratings yet
- Summative Test in Empowerment 2020 2021Document3 pagesSummative Test in Empowerment 2020 2021RubenNo ratings yet
- Status Report - Assignment 4 Group 1 - 0IBDocument8 pagesStatus Report - Assignment 4 Group 1 - 0IBhiralhshethNo ratings yet
- Assignment 1Document3 pagesAssignment 1aliazamranaNo ratings yet
- Icons ZMDIDocument21 pagesIcons ZMDIFreddy100% (1)
- Intern MERN Stack Coding Challenge - V2Document4 pagesIntern MERN Stack Coding Challenge - V2mounikagutam47No ratings yet
- Example of DMAIC ProcessDocument2 pagesExample of DMAIC ProcessLuigi VillegasNo ratings yet
- SierraWireless AirLink RV50 DatasheetDocument4 pagesSierraWireless AirLink RV50 DatasheetManuel Flores CorderoNo ratings yet
- IoT For DummiesDocument27 pagesIoT For Dummiesrpnyvvtcz9No ratings yet
- Xubuntu After InstallDocument23 pagesXubuntu After InstallAnonymous CPQKqCVPP1No ratings yet
- Java Licensing Logo Guidelines 1908204Document12 pagesJava Licensing Logo Guidelines 1908204moh faisal amirNo ratings yet
- Python Lab ManualDocument31 pagesPython Lab ManualBobby MNo ratings yet
- Pre-Installation Steps: Ubuntu-Linux Installation TipsDocument2 pagesPre-Installation Steps: Ubuntu-Linux Installation TipsgpsmlkNo ratings yet
- RESILIENT PACKET RING Networks Seminar ReportDocument25 pagesRESILIENT PACKET RING Networks Seminar ReportSimmi JoshiNo ratings yet
- Teamcenter Oracle Database Maintenance 2.0Document15 pagesTeamcenter Oracle Database Maintenance 2.0sri vishnuNo ratings yet
- Csharp IdeDocument39 pagesCsharp IdeMadeline CurryNo ratings yet
- U Center UserGuide (UBX 13005250)Document65 pagesU Center UserGuide (UBX 13005250)ucnopNo ratings yet
- Art Pipeline Tips and Tricks: David LlewelynDocument81 pagesArt Pipeline Tips and Tricks: David LlewelynGourav GoyalNo ratings yet
- Rules of NetiquetteDocument49 pagesRules of NetiquetteJazeel BelbesNo ratings yet
- SIP5 Hardware V09.60 Manual C002-T enDocument324 pagesSIP5 Hardware V09.60 Manual C002-T enAkmal FahmiNo ratings yet
- A Deeper Look at AgileDocument36 pagesA Deeper Look at AgileThomz AsadinawanNo ratings yet
- Checksum AbstractDocument2 pagesChecksum AbstractKiran KumarNo ratings yet
- Request For Proposals Website Redesign: (Your Law Firm)Document7 pagesRequest For Proposals Website Redesign: (Your Law Firm)tayutaNo ratings yet
- Introduction To System Analysis and DesignDocument22 pagesIntroduction To System Analysis and DesignHiranya100% (2)
- TutorialsDocument175 pagesTutorialsmanshul.ahuja9841No ratings yet
- Peachtree by Sage Quantum 2008 Forms & Financials SSGDocument129 pagesPeachtree by Sage Quantum 2008 Forms & Financials SSGShakirah Edidi KesinroNo ratings yet
- DSS vs. MIS by AbhiruchiDocument61 pagesDSS vs. MIS by AbhiruchiADMISNo ratings yet
- Seminar Report by Rajesh ChoudharyDocument26 pagesSeminar Report by Rajesh Choudharyanirudh singh solankiNo ratings yet