You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Catalog PDFDocument47 pagesCatalog PDFitounos100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Resister, The Political Warfare Journal of The Special Forces UndergroundVolume I, Number 3 Winter 1994Document28 pagesThe Resister, The Political Warfare Journal of The Special Forces UndergroundVolume I, Number 3 Winter 1994Rmplstlskn100% (1)
- Technical Training Course For ECDIS: WarningDocument84 pagesTechnical Training Course For ECDIS: Warningpsad80No ratings yet
- Government AccountingDocument32 pagesGovernment AccountingLaika Mae D. CariñoNo ratings yet
- ShortCircuit - Table of ContentDocument8 pagesShortCircuit - Table of ContentFasil Paruvanath0% (1)
- Strength Calculation of Clamping Structure FinalDocument3 pagesStrength Calculation of Clamping Structure FinalFasil ParuvanathNo ratings yet
- Revision - The Existence of God and RevelationDocument51 pagesRevision - The Existence of God and RevelationnkznghidsnidvNo ratings yet
- Crude Oil Degradation by MicroorganismsDocument19 pagesCrude Oil Degradation by MicroorganismsaziskfNo ratings yet
- Integrity Reliability and FailureDocument26 pagesIntegrity Reliability and FailureFasil ParuvanathNo ratings yet
- NAFEMS Books PDFDocument4 pagesNAFEMS Books PDFFasil ParuvanathNo ratings yet
- S09-3 Compressor CTN10-16 (1.00)Document34 pagesS09-3 Compressor CTN10-16 (1.00)Anonymous AW4pRV7r75% (4)
- Environmental Product Declaration: Power Transformer Trafostar 63 MvaDocument4 pagesEnvironmental Product Declaration: Power Transformer Trafostar 63 MvaFasil ParuvanathNo ratings yet
- 16 - Chapter 6Document5 pages16 - Chapter 6Fasil ParuvanathNo ratings yet
- Climate Change Affect ChilldrenDocument5 pagesClimate Change Affect ChilldrenFasil ParuvanathNo ratings yet
- Graphics - Software OpengGLDocument2 pagesGraphics - Software OpengGLFasil ParuvanathNo ratings yet
- Ease in Ease of Doing BusinessDocument4 pagesEase in Ease of Doing BusinessFasil ParuvanathNo ratings yet
- List of Abbrevations I List of Figures III List of Tables VIII 1Document3 pagesList of Abbrevations I List of Figures III List of Tables VIII 1Fasil ParuvanathNo ratings yet
- Parameter Changes - ConfigDocument1 pageParameter Changes - ConfigFasil ParuvanathNo ratings yet
- Lenovo s30 Manual PDFDocument1 pageLenovo s30 Manual PDFFasil ParuvanathNo ratings yet
- CTC BendingDocument1 pageCTC BendingFasil ParuvanathNo ratings yet
- ConclusionDocument1 pageConclusionFasil ParuvanathNo ratings yet
- Mechanical Design of Power TransformersDocument5 pagesMechanical Design of Power TransformersFasil ParuvanathNo ratings yet
- High Voltage Transformer Design MalletDocument7 pagesHigh Voltage Transformer Design MalletFasil ParuvanathNo ratings yet
- Sentry 6000NEMA ESS DatasheetDocument8 pagesSentry 6000NEMA ESS Datasheetfandy mustafaNo ratings yet
- KLM1601Pro-s User ManualDocument28 pagesKLM1601Pro-s User ManualInstituto de Estudios Críticos en HumanidadesNo ratings yet
- Infotech4ed WS U17TheWeb PDFDocument1 pageInfotech4ed WS U17TheWeb PDFValeria MedinaNo ratings yet
- Lyrics BLOODY MARYDocument1 pageLyrics BLOODY MARYMuhd Baqir AzidzNo ratings yet
- Rhetorical Questions With "Nandao" - Chinese Grammar WikiDocument3 pagesRhetorical Questions With "Nandao" - Chinese Grammar WikiluffyNo ratings yet
- MED 6PRMrtNGYrePPaIRVzBiHMnSZ852QCmf5Ft5NrVmoSb23fVx102xbWkZNQsL OriginalDocument24 pagesMED 6PRMrtNGYrePPaIRVzBiHMnSZ852QCmf5Ft5NrVmoSb23fVx102xbWkZNQsL Originalpps g69No ratings yet
- Silence and Politeness in Intercultural Communication in Uni SeminarsDocument25 pagesSilence and Politeness in Intercultural Communication in Uni SeminarsCynthia LohNo ratings yet
- Relationship Between International and Municipal LawDocument6 pagesRelationship Between International and Municipal Lawaiswaryapavi_4893981No ratings yet
- PreviewDocument55 pagesPreviewNway Moe SaungNo ratings yet
- Project in Professional Development and Applied EthicsDocument35 pagesProject in Professional Development and Applied EthicsLailanie AcobaNo ratings yet
- Common Snakes and Lizards of Central AustraliaDocument2 pagesCommon Snakes and Lizards of Central AustraliaEric HoNo ratings yet
- Speech As A Signal of Social IdentityDocument25 pagesSpeech As A Signal of Social IdentityAysha BahaaNo ratings yet
- Mia by Law Fundamental-ObjectivityDocument5 pagesMia by Law Fundamental-ObjectivityFatinah Husna100% (1)
- Report 219 (Final)Document18 pagesReport 219 (Final)TalHa IFtiKharNo ratings yet
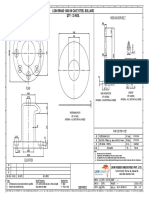
- M56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NosDocument1 pageM56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NossanaNo ratings yet
- A Charge of A Light BrigadeDocument26 pagesA Charge of A Light Brigadeniluka welagedaraNo ratings yet
- Essays On GlobalisationDocument7 pagesEssays On Globalisationd3gxt9qh100% (2)
- 2022 02 Versione DigitaleDocument224 pages2022 02 Versione DigitaleErnesti SanchezNo ratings yet
- EVANGELISM Church PlantingDocument9 pagesEVANGELISM Church PlantingLeon LwambaNo ratings yet
- Formula B1 Unit 7 Test DFDocument6 pagesFormula B1 Unit 7 Test DFmarxuky21No ratings yet
- Active Learning Guide 1St Edition Heuvelen Solutions Manual Full Chapter PDFDocument36 pagesActive Learning Guide 1St Edition Heuvelen Solutions Manual Full Chapter PDFtamara.hendrick989100% (17)
- TissueDocument54 pagesTissueNicole EncinaresNo ratings yet
- Brother Mfc-9420cn PartsDocument34 pagesBrother Mfc-9420cn PartsNikolaos MavridisNo ratings yet