You might also like
- Surface Preparation and Protective Coating: Norsok StandardDocument7 pagesSurface Preparation and Protective Coating: Norsok StandardSHYAM SINGHNo ratings yet
- O - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingDocument10 pagesO - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingMDhana SekarNo ratings yet
- MPP & Itt - Internal Epoxy PaintDocument12 pagesMPP & Itt - Internal Epoxy PaintSiswo YuwonoNo ratings yet
- Include Your Logo: Painting ProcedureDocument7 pagesInclude Your Logo: Painting ProcedureFrancis AndorfulNo ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Attachment: Painting ProcedureDocument79 pagesAttachment: Painting ProcedureOmar Wardeh100% (2)
- 13.summary of StandardsDocument9 pages13.summary of Standardshieu27No ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Painting An Coating StandardDocument12 pagesPainting An Coating StandardkolaaruNo ratings yet
- Coating Specification: 1. ScopeDocument4 pagesCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Iso 08504-2Document16 pagesIso 08504-2Akram DriraNo ratings yet
- SP 008 - Quality Standard For ISOFUSION V700 Glass CoatingsDocument5 pagesSP 008 - Quality Standard For ISOFUSION V700 Glass CoatingsAlexander RichardsonNo ratings yet
- Inspection: Kenneth A. Trimber and William D. CorbettDocument26 pagesInspection: Kenneth A. Trimber and William D. CorbettvvpvarunNo ratings yet
- Chemflake Special Application GuideDocument10 pagesChemflake Special Application GuideMohanadNo ratings yet
- Blasting and Painting Procedure 1Document6 pagesBlasting and Painting Procedure 1vishwas salunkheNo ratings yet
- Cuel CPT ReportDocument103 pagesCuel CPT ReportIkhsan Ly100% (1)
- 2 - 06 FROSIO Pre - CertificationDocument167 pages2 - 06 FROSIO Pre - CertificationHamza Al Amin100% (1)
- Data Sheet Instructions Calserve Standards Iso 2808 Astm D 4414 A Iso 19840Document24 pagesData Sheet Instructions Calserve Standards Iso 2808 Astm D 4414 A Iso 19840yugandharNo ratings yet
- 2-Technical Data Sheet- Marathon IQ GF (500μm)Document8 pages2-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadNo ratings yet
- 1-Technical Data Sheet- Marathon IQ GF (500μm)Document8 pages1-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadNo ratings yet
- Chemflake SpecialDocument10 pagesChemflake SpecialNabeel K SNo ratings yet
- 000Document32 pages000TamerGalhoumNo ratings yet
- AG Penguard Universal GB English ProtectiveDocument14 pagesAG Penguard Universal GB English ProtectiveajuhaseenNo ratings yet
- Iso 8504 2Document9 pagesIso 8504 2Faqrul RaziNo ratings yet
- Iso 08504-1Document12 pagesIso 08504-1Akram DriraNo ratings yet
- A Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Document5 pagesA Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Adam Michael GreenNo ratings yet
- AG 18420 Penguard Pro GF Euk GBDocument12 pagesAG 18420 Penguard Pro GF Euk GBaandueza_1No ratings yet
- Blasting & Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting & Coating Procedure For Fabricated Steel Structurejasmineamma100% (1)
- Marathon XHB: Technical Data Sheet Application GuideDocument9 pagesMarathon XHB: Technical Data Sheet Application GuideDamar WardhanaNo ratings yet
- Qualisteelcoat Technical Specifications Version21 31102013Document64 pagesQualisteelcoat Technical Specifications Version21 31102013Dino PedutoNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- Tankguard Storage: Technical Data Sheet Application GuideDocument14 pagesTankguard Storage: Technical Data Sheet Application GuideEngTamerNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- Stages in Paint InspectionDocument4 pagesStages in Paint Inspectionazhar enggNo ratings yet
- P-005 Liquid Penetant Testing ProcedureDocument13 pagesP-005 Liquid Penetant Testing ProcedureSaheb YadavNo ratings yet
- Painting Procedures of Pertamina SurabayaDocument13 pagesPainting Procedures of Pertamina SurabayaUdinHermansyahNo ratings yet
- Coating of Buried Piping - SasolDocument16 pagesCoating of Buried Piping - Sasolmasoud100% (2)
- West Qurna 1 Building Upgrades & Facilities WorkDocument19 pagesWest Qurna 1 Building Upgrades & Facilities WorkNoor A QasimNo ratings yet
- F941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationDocument3 pagesF941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationislamakthamNo ratings yet
- Tankguard DW: Technical Data Sheet Application GuideDocument10 pagesTankguard DW: Technical Data Sheet Application GuideNico NgNo ratings yet
- AG 462 Jota Armour Euk GBDocument10 pagesAG 462 Jota Armour Euk GBEirikJohansenNo ratings yet
- Application Jotamastic 90 AlDocument13 pagesApplication Jotamastic 90 Aladitya kristantoNo ratings yet
- PDFDocument12 pagesPDFThamaraikani ManiNo ratings yet
- Painting ProcedureDocument8 pagesPainting ProcedureSunday Paul50% (2)
- GRP General Procedure (EWS)Document16 pagesGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- Apcs 113a Rev 3 Pid ApprovalDocument19 pagesApcs 113a Rev 3 Pid ApprovalMedel Cay De Castro50% (2)
- 20 Korrosionsschutz enDocument4 pages20 Korrosionsschutz enNenad DeusicNo ratings yet
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 pagesPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNo ratings yet
- International Standard: de Sur Les Surfaces Adhesif Sensible 2 La Pression)Document16 pagesInternational Standard: de Sur Les Surfaces Adhesif Sensible 2 La Pression)roostercockburnNo ratings yet
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Surface Preparation & Paint Procedure (RevB)Document19 pagesSurface Preparation & Paint Procedure (RevB)Mohd Taufiq IsmailNo ratings yet
- Baltoflake: Technical Data Sheet Application GuideDocument11 pagesBaltoflake: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- 323 AgDocument4 pages323 AgAlejandroNo ratings yet
- 1 SS PP 019Document34 pages1 SS PP 019SURAJ PRSADNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Surface Treatment and Painting ProcedureDocument7 pagesSurface Treatment and Painting ProcedureMohamedNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionFrom EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionNo ratings yet
- Handbook of Adhesive Bonded Structural RepairFrom EverandHandbook of Adhesive Bonded Structural RepairRating: 5 out of 5 stars5/5 (1)
- Understanding Paint SystemDocument37 pagesUnderstanding Paint SystemMayank KumarNo ratings yet
- Different Uses of CementDocument6 pagesDifferent Uses of CementMayank KumarNo ratings yet
- Understanding Some Common Terms of PaintingDocument33 pagesUnderstanding Some Common Terms of PaintingMayank KumarNo ratings yet
- Understanding Safety, Health and Environment During PaintingDocument33 pagesUnderstanding Safety, Health and Environment During PaintingMayank KumarNo ratings yet
- Underground Piping (U/G) : Cooling Tower PipelineDocument9 pagesUnderground Piping (U/G) : Cooling Tower PipelineMayank KumarNo ratings yet
- Types of Glass and Its Engineering Properties For Use in ConstructionDocument9 pagesTypes of Glass and Its Engineering Properties For Use in ConstructionMayank Kumar100% (1)
- DSR Horticulture 2018 PDFDocument436 pagesDSR Horticulture 2018 PDFB S Verma100% (1)
- Bis 4041 - Refractory TerminologyDocument58 pagesBis 4041 - Refractory TerminologyMayank Kumar100% (1)
- 21 Types of Beams in ConstructionDocument11 pages21 Types of Beams in ConstructionMayank KumarNo ratings yet
- Backhoe Vs Excavator - Which Machine Is Best For Your ProjectDocument5 pagesBackhoe Vs Excavator - Which Machine Is Best For Your ProjectMayank KumarNo ratings yet
- Best Practice Guide (Mechanical Insulation)Document158 pagesBest Practice Guide (Mechanical Insulation)Sky LarksNo ratings yet
- Computer Integrated Manufacturing (MME 405) RCSDocument4 pagesComputer Integrated Manufacturing (MME 405) RCSMayank KumarNo ratings yet
- Bis 4041 - Refractory Terminology PDFDocument19 pagesBis 4041 - Refractory Terminology PDFMayank KumarNo ratings yet
- Computer Integrated Manufacturing (MME 405) RCS (Makeup)Document3 pagesComputer Integrated Manufacturing (MME 405) RCS (Makeup)Mayank KumarNo ratings yet
- Assignment I (PH301)Document1 pageAssignment I (PH301)Mayank KumarNo ratings yet
- 900 Inorganic Questions For IIT JEE ADVANCEDDocument64 pages900 Inorganic Questions For IIT JEE ADVANCEDSourabh Dhavala95% (19)
- DiffractionDocument15 pagesDiffractionMayank KumarNo ratings yet
- Happy New Year 2011Document11 pagesHappy New Year 2011Mayank KumarNo ratings yet
- Formula Booklet Physics XIDocument35 pagesFormula Booklet Physics XIsreenatpppp84% (147)
- Mep ManualDocument108 pagesMep ManualNiyas TkNo ratings yet
- Guidance-On-The-Design-Construction-And-Testing-Of-Standard-Rail Tank-Cars-For-The-Transport-Of-Chemicals-In-BulkDocument15 pagesGuidance-On-The-Design-Construction-And-Testing-Of-Standard-Rail Tank-Cars-For-The-Transport-Of-Chemicals-In-BulkarisandiyusufNo ratings yet
- 1.hornos RotatoriosDocument493 pages1.hornos RotatoriosRonald100% (4)
- Direct Tensile Test of ConcreteDocument7 pagesDirect Tensile Test of ConcreteBunkun15100% (1)
- Pilot Es Dina MicaDocument8 pagesPilot Es Dina MicaPedro GarciaNo ratings yet
- Hinge: Door HingesDocument4 pagesHinge: Door HingesWee Yong KeeNo ratings yet
- Retrowrap Materials Performance FactsDocument2 pagesRetrowrap Materials Performance FactsMNo ratings yet
- 16 ConstructionDocument28 pages16 Constructionalcibiades romeroNo ratings yet
- Heat PumpsDocument317 pagesHeat PumpsDiana SoareNo ratings yet
- ECSS E ST 32 08C Rev.1 (15october2014)Document23 pagesECSS E ST 32 08C Rev.1 (15october2014)sundar_subash25No ratings yet
- Imco End MillsDocument36 pagesImco End MillsgurdeeNo ratings yet
- Air Cond Instructor Guide Lesson PlanDocument29 pagesAir Cond Instructor Guide Lesson PlanWilliam Kibbe100% (1)
- Flash CalcinationDocument4 pagesFlash CalcinationalulatekNo ratings yet
- Construction Cost MonitoringDocument13 pagesConstruction Cost MonitoringOng George Sammy100% (1)
- Chapter 30 - : Punch ListDocument8 pagesChapter 30 - : Punch ListAkunda AmaniNo ratings yet
- Significance of The Ratio of Tensile StrengthDocument6 pagesSignificance of The Ratio of Tensile StrengthPaul Pinos-anNo ratings yet
- ALTECH PE-HD A 2010/506 GF10: Technical Data SheetDocument2 pagesALTECH PE-HD A 2010/506 GF10: Technical Data SheetPhung LucNo ratings yet
- General Notes: A B A' A B A'Document1 pageGeneral Notes: A B A' A B A'Jaycee RollanNo ratings yet
- Hvac Design and DraftingDocument3 pagesHvac Design and DraftingAdil ShahNo ratings yet
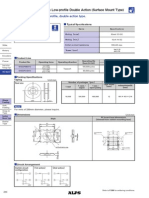
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet
- Grey Iron A Unique MaterialDocument13 pagesGrey Iron A Unique MaterialmetkarthikNo ratings yet
- Wan Mohammad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 271 012059 PDFDocument8 pagesWan Mohammad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 271 012059 PDFCess IshaNo ratings yet
- Calculation Standards For Safety Relief ValvesDocument2 pagesCalculation Standards For Safety Relief ValvesJulio SaldanhaNo ratings yet
- Proplast RC50 - TDSDocument2 pagesProplast RC50 - TDSAhmed AbuoelnagaNo ratings yet
- Plasticity and Structure of SoilDocument28 pagesPlasticity and Structure of SoilJazmine ValenzonaNo ratings yet
- 10 Torsion TestDocument16 pages10 Torsion Testfrankjono75% (4)
- PRIMOTECH - Solar Water HeaterDocument14 pagesPRIMOTECH - Solar Water HeaterPrimotech EnergyNo ratings yet
- A Textbook of Machine Design by R.S.KHURMI AND J.K.GUPTA - 216Document1 pageA Textbook of Machine Design by R.S.KHURMI AND J.K.GUPTA - 216Vivek MishraNo ratings yet
- Api 579 Asme Ffs Sell Sheet 1 PDFDocument6 pagesApi 579 Asme Ffs Sell Sheet 1 PDFNelson AlvarezNo ratings yet
- Product Information F737 OberonDocument2 pagesProduct Information F737 OberonCosmic TitusNo ratings yet