You might also like
- 7 Type AbnormalitiesDocument24 pages7 Type AbnormalitiesShantanu Shukla100% (2)
- 7 Steps to Autonomous MaintenanceDocument24 pages7 Steps to Autonomous MaintenancePanch BNo ratings yet
- 18 Points Preparation Sheet of Step 0Document4 pages18 Points Preparation Sheet of Step 0Pradeep AdhikariNo ratings yet
- JH PresentationDocument10 pagesJH PresentationRajan GuptaNo ratings yet
- TPM Maintenance Philosophy for Zero BreakdownsDocument35 pagesTPM Maintenance Philosophy for Zero BreakdownsGURMUKH SINGH100% (1)
- Table 4.6 Sample Manual On Exposing 7 Type of AbnormalityDocument3 pagesTable 4.6 Sample Manual On Exposing 7 Type of AbnormalityMohit BansalNo ratings yet
- Eliminate All Loss Opportunities: Total Productive MaintenanceDocument28 pagesEliminate All Loss Opportunities: Total Productive MaintenancePrabhat SharmaNo ratings yet
- 7 Types of Abnormalities and Safety Issues in ManufacturingDocument9 pages7 Types of Abnormalities and Safety Issues in ManufacturingUtkarsh TalmaleNo ratings yet
- JLG Inspection Checklist: 1400 East Columbia Street Evansville, IN 47711 812-422-3340Document2 pagesJLG Inspection Checklist: 1400 East Columbia Street Evansville, IN 47711 812-422-3340Elliott Mauricio Luna GómezNo ratings yet
- 84.B 7 Types of AbnormalitiesDocument7 pages84.B 7 Types of AbnormalitiesVũ QuangNo ratings yet
- TPMDocument69 pagesTPMOswaldo VallesNo ratings yet
- 7 Types of AbnormalitiesDocument23 pages7 Types of AbnormalitiesBalachandar SathananthanNo ratings yet
- Common Coating Inspection: Practices, Standards & EquipmentDocument47 pagesCommon Coating Inspection: Practices, Standards & Equipmentrittinjose.gulfaNo ratings yet
- Beat Lever Maintenance ProcedureDocument4 pagesBeat Lever Maintenance ProcedurePrashanth PNo ratings yet
- PX 95 Service ManualDocument167 pagesPX 95 Service Manualidigiti100% (1)
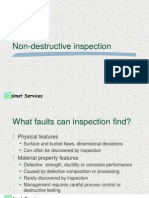
- Non Destructive InspectionDocument41 pagesNon Destructive InspectionsusanwebNo ratings yet
- 501 Die Maintenance BookDocument32 pages501 Die Maintenance BookMurat TerziNo ratings yet
- The SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing LifeDocument36 pagesThe SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing Lifejarneberg100% (3)
- Autonomous Maintenance Review - Chapterss 1-6Document84 pagesAutonomous Maintenance Review - Chapterss 1-6Steve Carwell100% (1)
- How To Inspect A Gearbox PDFDocument5 pagesHow To Inspect A Gearbox PDFsurawutwijarn100% (2)
- Magnaflux & Sherwin Test Panels GuideDocument4 pagesMagnaflux & Sherwin Test Panels GuideLuqman OsmanNo ratings yet
- How To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Document7 pagesHow To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Hassan TalhaNo ratings yet
- Maintain Training FacilitiesDocument15 pagesMaintain Training FacilitiesrobNo ratings yet
- Lecture-04 Maintenance of Rotatory and Stationary EquipmentDocument38 pagesLecture-04 Maintenance of Rotatory and Stationary EquipmentMohammad ShafiNo ratings yet
- SOP- ANGLE GRINDERDocument1 pageSOP- ANGLE GRINDERumasuthanNo ratings yet
- Dye Penetrant TestingDocument20 pagesDye Penetrant TestingRamesh RNo ratings yet
- O Ring Troubleshoothing GuideDocument1 pageO Ring Troubleshoothing GuideLylla Damasceno DamascenoNo ratings yet
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Bearing AdvancedDocument81 pagesBearing Advancedibrahim samy100% (1)
- Skid Steer Safety and Maintenance ChecklistDocument2 pagesSkid Steer Safety and Maintenance Checklistvishal100% (1)
- Chandan CIA - 2Document12 pagesChandan CIA - 2Vasant AmbigNo ratings yet
- Cranes Today March 2004 What To Look ForDocument3 pagesCranes Today March 2004 What To Look FordomsonengNo ratings yet
- Root Cause AC Motor Failure Analysis With Focus On Shaft FailuresDocument43 pagesRoot Cause AC Motor Failure Analysis With Focus On Shaft Failuresharshal161987100% (1)
- NDT PQC Process & DiscontinuitiesDocument258 pagesNDT PQC Process & DiscontinuitiesDina Bihaqqi100% (1)
- NDTM 2 LPT 200818082453 PDFDocument21 pagesNDTM 2 LPT 200818082453 PDFMECHANICAL SMCETNo ratings yet
- Manual Policorte CompletoDocument36 pagesManual Policorte CompletoDivino CésarNo ratings yet
- Pre-Use Inspection - Rigging Equipment / Asme B30.9: Company: Rigger's Name: DateDocument1 pagePre-Use Inspection - Rigging Equipment / Asme B30.9: Company: Rigger's Name: DateSelva Ganapathi0% (1)
- Forklift ChecklistDocument4 pagesForklift ChecklistDayang Sari AndrianiNo ratings yet
- Jishu Hozen: Presentation By: V.P.SINGHDocument41 pagesJishu Hozen: Presentation By: V.P.SINGHAbhishek Xc57% (7)
- NE 110 Liquid Penetrant Testing IntroductionDocument23 pagesNE 110 Liquid Penetrant Testing Introductionbenergy84100% (2)
- GW PDFDocument26 pagesGW PDFTony JenNo ratings yet
- How To Inspect Gear BoxDocument11 pagesHow To Inspect Gear BoxSubbarayan SaravanakumarNo ratings yet
- Craftsman 917.254860Document56 pagesCraftsman 917.254860lactose7No ratings yet
- Why Do o Rings FailDocument10 pagesWhy Do o Rings Failabrham negashNo ratings yet
- How To Inspect A GearboxDocument12 pagesHow To Inspect A Gearboxivan wijayaNo ratings yet
- Maintaining Aircraft SafetyDocument66 pagesMaintaining Aircraft SafetyJanani .SNo ratings yet
- File 6Document51 pagesFile 6Rinh Lai BaNo ratings yet
- Central, Split System Refrigerated Air-Conditioning InspectionDocument7 pagesCentral, Split System Refrigerated Air-Conditioning InspectionMohamed MunaverNo ratings yet
- Craftsman Lt4000Document56 pagesCraftsman Lt4000beechcrewNo ratings yet
- Mold Maintenance ProgramDocument14 pagesMold Maintenance ProgramLordsonNo ratings yet
- Study of Failure Modes of Rolling Bearings: A ReviewDocument7 pagesStudy of Failure Modes of Rolling Bearings: A ReviewIJMERNo ratings yet
- EQUIPMENT CHECKLISTDocument4 pagesEQUIPMENT CHECKLISTBharathi SilambarasanNo ratings yet
- Daily Pre-Operationla Check List (Excavator)Document1 pageDaily Pre-Operationla Check List (Excavator)Soufian BahmadNo ratings yet
- Gear Failure AnalysisDocument22 pagesGear Failure AnalysisKarthick Kumar100% (1)
- Inspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing MethodsDocument78 pagesInspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing Methodssomashutosh100% (1)
- Why Do o Rings FailDocument10 pagesWhy Do o Rings FailEyobNo ratings yet
- Rolling Bearing Failure V2Document34 pagesRolling Bearing Failure V2dshalev869460% (5)
- Preventive MaintenanceDocument42 pagesPreventive MaintenanceAmirul AriffNo ratings yet
- Site Safety Handbook for the Petroleum IndustryFrom EverandSite Safety Handbook for the Petroleum IndustryRating: 5 out of 5 stars5/5 (1)
- Weekly Self TrainingDocument1 pageWeekly Self TrainingAnkit RanjanNo ratings yet
- Level 3 - Skill Level CertificateDocument1 pageLevel 3 - Skill Level CertificateAnkit RanjanNo ratings yet
- Hero Motocorp Limited Quality PolicyDocument1 pageHero Motocorp Limited Quality PolicyAnkit RanjanNo ratings yet
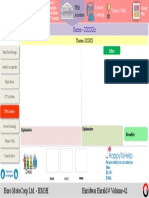
- TPM Rev 24Document2 pagesTPM Rev 24Ankit RanjanNo ratings yet
- Environment Policy - Updated - Nov - 2019Document1 pageEnvironment Policy - Updated - Nov - 2019Ankit RanjanNo ratings yet
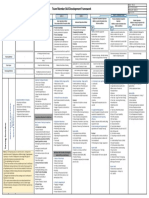
- HM3H - TRG-01 Team Member Skill Development FrameworkDocument1 pageHM3H - TRG-01 Team Member Skill Development FrameworkAnkit RanjanNo ratings yet
- Kaizen FormatDocument1 pageKaizen FormatAnkit RanjanNo ratings yet
- JIT - Vol 2 - WastologyDocument73 pagesJIT - Vol 2 - WastologyAnkit RanjanNo ratings yet
- JIT Implementation Manual Vol#1Document51 pagesJIT Implementation Manual Vol#1Ankit RanjanNo ratings yet
- (Theme) : Standardization (Santei) of Passage & Storage CompartmentDocument11 pages(Theme) : Standardization (Santei) of Passage & Storage CompartmentAnkit RanjanNo ratings yet
- Theosophical Quarterly v23 1925-1926Document424 pagesTheosophical Quarterly v23 1925-1926Joma SipeNo ratings yet
- Humour and IdentityDocument12 pagesHumour and IdentityLyann MartinezNo ratings yet
- Questionnaire DesignDocument16 pagesQuestionnaire DesignCriss James AnsunNo ratings yet
- 3-5 Support Document - Phase IDocument38 pages3-5 Support Document - Phase Iapi-290854496No ratings yet
- Human Strategies For A Virtual World: Baldwin BergesDocument32 pagesHuman Strategies For A Virtual World: Baldwin BergesmoisesNo ratings yet
- Chinese Character Writing Exercise SheetsDocument47 pagesChinese Character Writing Exercise Sheetsapi-3700050100% (1)
- Teaching The Internet of Things Iot Using Universally Available Raspberry Pi and Arduino PlatformsDocument11 pagesTeaching The Internet of Things Iot Using Universally Available Raspberry Pi and Arduino PlatformsVictoriaNo ratings yet
- En 10305-4Document21 pagesEn 10305-4lorenzinho290100% (1)
- They Are Product, Price, Placement and PromotionDocument2 pagesThey Are Product, Price, Placement and PromotionVy HoàngNo ratings yet
- Pitch Angle Control For A Small-Scale Darrieus VAWTDocument11 pagesPitch Angle Control For A Small-Scale Darrieus VAWThuy4ngooNo ratings yet
- CCR Control System Interface Handbook - 6jun2012Document17 pagesCCR Control System Interface Handbook - 6jun2012Tomuta StefanNo ratings yet
- PSD SiemensDocument45 pagesPSD Siemensbrijendra2185% (13)
- IEEE Guide For Batteries For Uninterruptible Power Supply SystemsDocument73 pagesIEEE Guide For Batteries For Uninterruptible Power Supply Systemsفريد قادريNo ratings yet
- Macho Drum Winches Data v1.4Document2 pagesMacho Drum Winches Data v1.4AdrianSomoiagNo ratings yet
- Practice Problem No. 1Document7 pagesPractice Problem No. 1AaRichard ManaloNo ratings yet
- MINI R56 N12 Valve Stem Seal ReplacementDocument9 pagesMINI R56 N12 Valve Stem Seal ReplacementJohn DoeNo ratings yet
- Eco Industrial DevelopmentDocument16 pagesEco Industrial DevelopmentSrinivas ThimmaiahNo ratings yet
- Chapter 1-Introduction To Green BuildingsDocument40 pagesChapter 1-Introduction To Green Buildingsniti860No ratings yet
- D/S Dokmoka LoringthepiDocument1 pageD/S Dokmoka LoringthepiManupriya KapleshNo ratings yet
- BBC Learning English 6 Minute English Day-Trip With A DifferenceDocument4 pagesBBC Learning English 6 Minute English Day-Trip With A DifferenceAsefeh KianiNo ratings yet
- Echotrac Mkiii: Model DFDocument2 pagesEchotrac Mkiii: Model DFjonathansolverNo ratings yet
- Resume 2024-FinalDocument1 pageResume 2024-Finalapi-716723342No ratings yet
- Commissioning FPFH SettingDocument6 pagesCommissioning FPFH SettingYulius IrawanNo ratings yet
- Bank Reconciliation Step-By-Step TutorialDocument20 pagesBank Reconciliation Step-By-Step TutorialTạ Tuấn DũngNo ratings yet
- CB Certificate - CodeDocument668 pagesCB Certificate - CodeRosy SeafoodNo ratings yet
- Predicting settlements above twin tunnels constructed in soft groundDocument8 pagesPredicting settlements above twin tunnels constructed in soft groundanarNo ratings yet
- Evaluation of Green Building in The Existing Building of The Department of The Environment of DKI Jakarta Province in The Order of Reducing Greenhouse Gas EmissionsDocument5 pagesEvaluation of Green Building in The Existing Building of The Department of The Environment of DKI Jakarta Province in The Order of Reducing Greenhouse Gas EmissionsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Nomothetic Vs IdiographicDocument9 pagesNomothetic Vs IdiographicBhupesh ManoharanNo ratings yet
- Getting Off To A Good Start: Teacher FactorDocument30 pagesGetting Off To A Good Start: Teacher Factorsara wilsonNo ratings yet
- Ficha Tecnica SpikaDocument2 pagesFicha Tecnica SpikaJosé Luis RubioNo ratings yet