You might also like
- Pressure Vessel Report564Document84 pagesPressure Vessel Report564Anonymous GlYbhtWNo ratings yet
- Safety Performance Indicators PDFDocument178 pagesSafety Performance Indicators PDFCristian Torrez100% (1)
- Non-Consolidating Plugging Material For Wellbore and AnnulusDocument18 pagesNon-Consolidating Plugging Material For Wellbore and AnnulusSLACKENGINEERNo ratings yet
- Methanol To DME (Material Balance)Document25 pagesMethanol To DME (Material Balance)ARSAL HASHMINo ratings yet
- Full RepotDocument140 pagesFull RepothanafitrahNo ratings yet
- Chlorine PDFDocument96 pagesChlorine PDFNatthapat YingyongpitimongkolNo ratings yet
- 3572.manual On Significance of Tests For Petroleum Products by Salvatore J. RandDocument262 pages3572.manual On Significance of Tests For Petroleum Products by Salvatore J. Randmkmejavier100% (7)
- Pro/Ii Casebook Methyl Tertiary Butyl Ether (MTBE) PlantDocument0 pagesPro/Ii Casebook Methyl Tertiary Butyl Ether (MTBE) PlantridhajamelNo ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Takreer RFCC 1st Day Calss PDFDocument47 pagesTakreer RFCC 1st Day Calss PDFrameshkarthik810No ratings yet
- Ts-4 Scrap Tires To Crumb Rubber Feasibility Analysis For Processing FacilitiesDocument19 pagesTs-4 Scrap Tires To Crumb Rubber Feasibility Analysis For Processing Facilities陳0鴻50% (2)
- Cooling Tower Selection CriteriaDocument5 pagesCooling Tower Selection CriteriaPrashant Suvarna100% (1)
- Hydrogen GenerationDocument48 pagesHydrogen GenerationAshish100% (2)
- Batteries Company, Oil and Gas Company, Manufacturing Company DUBAIDocument28 pagesBatteries Company, Oil and Gas Company, Manufacturing Company DUBAIPacific HRNo ratings yet
- Lecture 5 & 6 - Glass Ionomer Cements (Slides)Document48 pagesLecture 5 & 6 - Glass Ionomer Cements (Slides)JustDen09100% (2)
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- Urea 6Document28 pagesUrea 6Pragati Kshatriya100% (1)
- Production of Acetic Acid by Methanol CarbonylationDocument68 pagesProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Gas - To - Liquid Technologies: Recent Advances, Economics, ProspectsDocument36 pagesGas - To - Liquid Technologies: Recent Advances, Economics, ProspectsMohamad TarmiziNo ratings yet
- Trim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. ScopeDocument11 pagesTrim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. Scopeerik0007No ratings yet
- 56 SDMS02 Rev 01Document17 pages56 SDMS02 Rev 01Ammar RafeiNo ratings yet
- Tatoray ReacrorsDocument2 pagesTatoray ReacrorsgshdavidNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Bio Gas Plant From Kitchen WasteDocument4 pagesBio Gas Plant From Kitchen WasteBasanth NadellaNo ratings yet
- Activated Carbon From Agave Bagasse - 2Document13 pagesActivated Carbon From Agave Bagasse - 2Ian GuerreroNo ratings yet
- Green Tutorial 2Document19 pagesGreen Tutorial 2hoocheeleong234No ratings yet
- Converting Methanol To Propylene (MTP) : M. DaftariDocument28 pagesConverting Methanol To Propylene (MTP) : M. Daftarilinkin 11 parkNo ratings yet
- Material Balances Formalin Production: Process DescriptionDocument5 pagesMaterial Balances Formalin Production: Process DescriptionAdi Mulyadi Putra ParhusipNo ratings yet
- Ammonia-Urea Production Process Simulation-Optimization With Techno-Ecnomic AnalysisDocument6 pagesAmmonia-Urea Production Process Simulation-Optimization With Techno-Ecnomic AnalysisNestor TamayoNo ratings yet
- Latest Edited KineticsDocument14 pagesLatest Edited KineticsMasterTopupNo ratings yet
- Activated Sludge Design: Treatment Process F/M KG Bod /KG MLSS/day Extended Aeration Conventional High RateDocument4 pagesActivated Sludge Design: Treatment Process F/M KG Bod /KG MLSS/day Extended Aeration Conventional High RateMhelveneNo ratings yet
- Production of Biodiesel From Waste Oil Via Catalytic DistillationDocument15 pagesProduction of Biodiesel From Waste Oil Via Catalytic Distillationali abdulrahman al-ezziNo ratings yet
- Pyrolyzer$ Tar$Cracking$ Syngas$Cooling And$cleaning$ Syngas$ Compression$ WGS$Reactor$ Methanol$ Reactor$Document11 pagesPyrolyzer$ Tar$Cracking$ Syngas$Cooling And$cleaning$ Syngas$ Compression$ WGS$Reactor$ Methanol$ Reactor$Anonymous sVheFhq9PNo ratings yet
- Grade Change Over From Parallel A To Parallel BDocument17 pagesGrade Change Over From Parallel A To Parallel BHARVENDRA9022 SINGHNo ratings yet
- Grade Change Over From B52a E52a To P52aDocument18 pagesGrade Change Over From B52a E52a To P52aHARVENDRA9022 SINGHNo ratings yet
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryDocument15 pagesCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedNo ratings yet
- Therban in Fuel Related Applications - Prasanth B PDFDocument32 pagesTherban in Fuel Related Applications - Prasanth B PDFchinmoyd1No ratings yet
- Grade Change Over From Parallel B To Parallel ADocument18 pagesGrade Change Over From Parallel B To Parallel AHARVENDRA9022 SINGHNo ratings yet
- 4571 Chap14 Catalysis IntroDocument14 pages4571 Chap14 Catalysis IntroSankar SasmalNo ratings yet
- Planta de Producción de Aceite SecanteDocument5 pagesPlanta de Producción de Aceite SecanteJorgeAndresNo ratings yet
- Biodiesel From Waste or Unrefined Oils Using Calcium Oxide-Based CatalystsDocument32 pagesBiodiesel From Waste or Unrefined Oils Using Calcium Oxide-Based Catalystsdoulat2000No ratings yet
- Algaeprocessdescription v1.0Document83 pagesAlgaeprocessdescription v1.0Anonymous sVheFhq9PNo ratings yet
- Ch21 - MBDocument41 pagesCh21 - MBannasitNo ratings yet
- Simulation of Methanol Production From Synthesis Gas: KeywordsDocument14 pagesSimulation of Methanol Production From Synthesis Gas: KeywordsJiawen ChongNo ratings yet
- 2008-04 COLOHydroAromatic MustangDocument10 pages2008-04 COLOHydroAromatic MustangGarry DavidNo ratings yet
- RTO Vs RCO How To DecideDocument6 pagesRTO Vs RCO How To DecideAuliaFahryIINo ratings yet
- Hyt 4 2017Document51 pagesHyt 4 2017mayurparmar8598No ratings yet
- Material Balance of Styrene Production PDocument12 pagesMaterial Balance of Styrene Production PSteve WanNo ratings yet
- 2012 Katalisis OganologamDocument64 pages2012 Katalisis OganologamJodhi Hartono PutraNo ratings yet
- Fluid Mechanics, Heat Transfer, and Thermodynamics Design Project Production of Acrylic AcidDocument13 pagesFluid Mechanics, Heat Transfer, and Thermodynamics Design Project Production of Acrylic Acidharman2026No ratings yet
- ExecSum - V2 - Phenol and Acetone From Cumene Process - 108 95 2 - 2010 10 04 - 2010 10 04 - 13 52Document19 pagesExecSum - V2 - Phenol and Acetone From Cumene Process - 108 95 2 - 2010 10 04 - 2010 10 04 - 13 52EmiliaSerranoNo ratings yet
- Mtbe 12Document16 pagesMtbe 12alan monirNo ratings yet
- Ria PDFDocument23 pagesRia PDFria andrianiNo ratings yet
- Transformer Oil TestingDocument8 pagesTransformer Oil TestingAndrei HoNo ratings yet
- TSPOM-CEO Visit - Biogas Introduction Presentation - AUG 2021Document28 pagesTSPOM-CEO Visit - Biogas Introduction Presentation - AUG 2021isyraffemirNo ratings yet
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDocument10 pagesA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNo ratings yet
- Dowex SBR-PDocument2 pagesDowex SBR-PMagoroku D. YudhoNo ratings yet
- Dme A PDFDocument6 pagesDme A PDFcemilozanNo ratings yet
- 6 Claudio RodriguezDocument19 pages6 Claudio RodriguezLeo PalNo ratings yet
- SIT-Excel For Chemical EngineersDocument9 pagesSIT-Excel For Chemical EngineerskrishnaNo ratings yet
- Manual Biodiesel MgoDocument6 pagesManual Biodiesel Mgoaurelio quispeNo ratings yet
- Velocys FT FAQDocument3 pagesVelocys FT FAQTad DritzNo ratings yet
- Adv. Design of Chem Systems Presentation - Hitesh Vaid (L20007882)Document16 pagesAdv. Design of Chem Systems Presentation - Hitesh Vaid (L20007882)Hitesh VaidNo ratings yet
- Advanced Program Hanoi University of Mining and Geology: Methyl Acetate Plant DesignDocument21 pagesAdvanced Program Hanoi University of Mining and Geology: Methyl Acetate Plant DesignTrường Tùng LýNo ratings yet
- 1 s2.0 S0959652623044918 Main Vol434 240101Document17 pages1 s2.0 S0959652623044918 Main Vol434 240101Dikra BkNo ratings yet
- Kafco 1Document40 pagesKafco 1pktruthNo ratings yet
- Annexure 3 Effluent Handling 3.1 Pollution Control FacilitiesDocument6 pagesAnnexure 3 Effluent Handling 3.1 Pollution Control FacilitiesSushma SelaNo ratings yet
- CH 4 PDFDocument8 pagesCH 4 PDFAbdulbari UshNo ratings yet
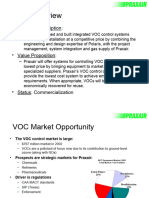
- VOC Review GMNDocument21 pagesVOC Review GMNCristian TorrezNo ratings yet
- Praxair Furnace QuestionnaireDocument1 pagePraxair Furnace QuestionnaireCristian TorrezNo ratings yet
- Folder - in Line N2 StrippingDocument4 pagesFolder - in Line N2 StrippingCristian TorrezNo ratings yet
- H2 Recovery OptionsDocument17 pagesH2 Recovery OptionsCristian TorrezNo ratings yet
- Petrotemex PresentationDocument12 pagesPetrotemex PresentationCristian TorrezNo ratings yet
- PTA Evaluation - Draft 1Document9 pagesPTA Evaluation - Draft 1Cristian TorrezNo ratings yet
- Report of Bann QuímicaDocument3 pagesReport of Bann QuímicaCristian TorrezNo ratings yet
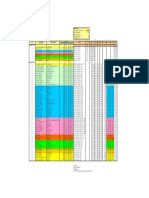
- Praxair's Oxygen Addition Technologies For Chemical Oxidation ReactionsDocument14 pagesPraxair's Oxygen Addition Technologies For Chemical Oxidation ReactionsCristian TorrezNo ratings yet
- Phenol - Bergman Nov89 MemoDocument18 pagesPhenol - Bergman Nov89 MemoCristian TorrezNo ratings yet
- Formaldehyde - Jan 2004 - SRIDocument78 pagesFormaldehyde - Jan 2004 - SRICristian TorrezNo ratings yet
- Sunoco Haverhill CRDocument2 pagesSunoco Haverhill CRCristian TorrezNo ratings yet
- Phenol Presentation - Final - reviewAVDocument14 pagesPhenol Presentation - Final - reviewAVCristian TorrezNo ratings yet
- Customer Phenol Presentation 2006 - Last VersionDocument18 pagesCustomer Phenol Presentation 2006 - Last VersionCristian TorrezNo ratings yet
- Gate 0 Cumene Hydroperoxide To PhenolDocument4 pagesGate 0 Cumene Hydroperoxide To PhenolCristian TorrezNo ratings yet
- Phenol - Bergman Jul90 MemoDocument22 pagesPhenol - Bergman Jul90 MemoCristian TorrezNo ratings yet
- Pheno Linde O2-Enrichment eDocument2 pagesPheno Linde O2-Enrichment eCristian TorrezNo ratings yet
- En 0004Document75 pagesEn 0004Cristian TorrezNo ratings yet
- 07 Poletto PPT 2 Fundaciones EspecialesDocument23 pages07 Poletto PPT 2 Fundaciones EspecialesAlfredo A LopezNo ratings yet
- HF IntermixDocument12 pagesHF IntermixMOHD FIRDAUSNo ratings yet
- Howo Maintenance InstructionsDocument7 pagesHowo Maintenance InstructionsSimon EllyNo ratings yet
- ScienceDocument8 pagesScienceTaryno BBNo ratings yet
- Laser Cutter TrainingDocument65 pagesLaser Cutter TrainingMarcela GarciaNo ratings yet
- An Innovative Design of Indoor Medium Voltage Vacuum: SwitchgearDocument6 pagesAn Innovative Design of Indoor Medium Voltage Vacuum: SwitchgearkhkamalNo ratings yet
- Investment Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocument9 pagesInvestment Castings, Steel and Alloy, Common Requirements, For General Industrial UseAngel CamberoNo ratings yet
- HBA Juli 2010Document1 pageHBA Juli 2010Ichsan NNNo ratings yet
- CladDocument15 pagesCladSumanth VasistaNo ratings yet
- Technical Basis For Reinforcing Pads Requirements On Nozzles Rev1Document1 pageTechnical Basis For Reinforcing Pads Requirements On Nozzles Rev1Anonymous MB5YbaLrBENo ratings yet
- Project Estmate (Final)Document65 pagesProject Estmate (Final)Bilal Ahmed BarbhuiyaNo ratings yet
- Nicofer Alloy625 PDFDocument13 pagesNicofer Alloy625 PDFbigsteve9088No ratings yet
- Assignment 3 SolDocument7 pagesAssignment 3 SolNickshan NahenthiramNo ratings yet
- Per Banding An Desain Fls Pfister FeederDocument5 pagesPer Banding An Desain Fls Pfister Feederde_chemenx2540No ratings yet
- Soil Stablisation Using Coconut Coir Fibre & EggDocument12 pagesSoil Stablisation Using Coconut Coir Fibre & EggDeepansh YadavNo ratings yet
- M/S Jabel Madar Company LLC - 2021 1-Ele Cables-Wires-Joints-TerminationDocument2 pagesM/S Jabel Madar Company LLC - 2021 1-Ele Cables-Wires-Joints-Terminationvinod vinuNo ratings yet
- Waste Sorting System Using Arduino Technology For Benedicto CollegeDocument44 pagesWaste Sorting System Using Arduino Technology For Benedicto CollegeSharomaine SalvacionNo ratings yet
- Manual ViscometersDocument62 pagesManual ViscometersArvin Singh100% (1)
- Chiller Manual Updated 12 2013Document70 pagesChiller Manual Updated 12 2013api-251989125No ratings yet
- ARLUS S1 Low Res For CorrectionDocument84 pagesARLUS S1 Low Res For CorrectionMohammed Haris ZakirNo ratings yet