You might also like
- WHS Employment Handbook-StoresDocument32 pagesWHS Employment Handbook-Storesspam_baltiNo ratings yet
- Darkstalker Wings of Fire - Legents #1 Tui T. SutherlandDocument192 pagesDarkstalker Wings of Fire - Legents #1 Tui T. SutherlandBen42gamer71% (7)
- Cambria Hotel UDRB Application With Exhibits-Pages-19-56Document38 pagesCambria Hotel UDRB Application With Exhibits-Pages-19-56arlNo ratings yet
- Look at The World SSAA ArrangementDocument15 pagesLook at The World SSAA ArrangementJohnro GuarenNo ratings yet
- Akash Bhora Surjo Tara Staff NotationDocument6 pagesAkash Bhora Surjo Tara Staff NotationAnupam RayNo ratings yet
- Over The Rainbow: 5 D7 7 B7Dim 8 A7Document4 pagesOver The Rainbow: 5 D7 7 B7Dim 8 A7César Enrique Bermúdez VillaNo ratings yet
- 17 Estudios Selected by Segovia SorDocument40 pages17 Estudios Selected by Segovia Sorisai100% (1)
- Villa Lobos Mazurka ChoroDocument3 pagesVilla Lobos Mazurka ChoroBruno MelchiorNo ratings yet
- Training Attendance Sheet-1Document1 pageTraining Attendance Sheet-1mt3eb mtmNo ratings yet
- Operator S ManualDocument121 pagesOperator S Manualjames beyeaNo ratings yet
- Summary Walkthrough Punch (ELECTRIC) 07112019Document1 pageSummary Walkthrough Punch (ELECTRIC) 07112019Ferix Orlando GultomNo ratings yet
- Electrical Installation and Maintenance NC II Shop Lay-Out: 29 MetersDocument1 pageElectrical Installation and Maintenance NC II Shop Lay-Out: 29 MetersRegency PlacerNo ratings yet
- Dreamstate: As Recorded by Tony MacalpineDocument14 pagesDreamstate: As Recorded by Tony MacalpineDaya Jala Komunika II100% (1)
- A Man and A Woman-NotationDocument2 pagesA Man and A Woman-NotationCLAUDIO PEZZELLANo ratings yet
- Manual Mackei 24.4Document67 pagesManual Mackei 24.4Dylan RomeroNo ratings yet
- Us20030041935a1 PDFDocument10 pagesUs20030041935a1 PDFAlperen BozdemirNo ratings yet
- Black OrphDocument7 pagesBlack OrphPeppe DacuntoNo ratings yet
- 08172015131038apatite and Rock PhosphateDocument22 pages08172015131038apatite and Rock PhosphateVicky GautamNo ratings yet
- DADGAD Workshop Youtube PDFDocument2 pagesDADGAD Workshop Youtube PDFAlfredo BriceñoNo ratings yet
- Trail Work Map - Marquette CountyDocument1 pageTrail Work Map - Marquette CountyDevon Louise KesslerNo ratings yet
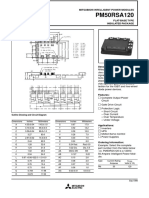
- PM50RSA120Document8 pagesPM50RSA120BAHRAMNo ratings yet
- SfumatoDocument57 pagesSfumatovladikosNo ratings yet
- Analysis of Transistor Feedback Amplifiers Steps in Analyzing Transistor Feedback AmplifiersDocument6 pagesAnalysis of Transistor Feedback Amplifiers Steps in Analyzing Transistor Feedback AmplifiersMaen AliNo ratings yet
- Armonicocontrapuntistico 5Document1 pageArmonicocontrapuntistico 5Miguel ValcerNo ratings yet
- Armonicocontrapuntistico 3Document1 pageArmonicocontrapuntistico 3Miguel ValcerNo ratings yet
- Azpiazu Salmatina DanzaDocument2 pagesAzpiazu Salmatina DanzananobiologistNo ratings yet
- F - 2420339280 - COMPACT - OPTIMUM - ELECT - ESP - E02.08 84 PagDocument2 pagesF - 2420339280 - COMPACT - OPTIMUM - ELECT - ESP - E02.08 84 PagWillNo ratings yet
- Armonicocontrapuntistico 4Document1 pageArmonicocontrapuntistico 4Miguel ValcerNo ratings yet
- Map ReportDP34202001111261578Document1 pageMap ReportDP34202001111261578Pranay GandhiNo ratings yet
- Birth ofDocument3 pagesBirth ofEric AppollinaireNo ratings yet
- Japanese Suite (1915) - Prelude Song of The FishermanDocument10 pagesJapanese Suite (1915) - Prelude Song of The FishermangabitaNo ratings yet
- ! Sizuin!FyfsdjtftDocument10 pages! Sizuin!FyfsdjtftJilly CookeNo ratings yet
- Largo: From The Sonata No.3 For Solo Violin J.S. BachDocument3 pagesLargo: From The Sonata No.3 For Solo Violin J.S. BachRølø LøøNo ratings yet
- Zone 10 PDFDocument42 pagesZone 10 PDFPrabhuPalanichamyNo ratings yet
- F1P1Document1 pageF1P1Nil Hernández JiménezNo ratings yet
- Van Heusen - But BeautifulDocument3 pagesVan Heusen - But BeautifulwuyanguitarNo ratings yet
- Led Signal BoxDocument8 pagesLed Signal BoxJose Luis CefferinoNo ratings yet
- SAFO #2 1975 Vol01 N2Document19 pagesSAFO #2 1975 Vol01 N2Balázs SzéplakiNo ratings yet
- TNCEDocument4 pagesTNCEAlexandre AlvesNo ratings yet
- PM100CSD060 PowerexPowerSemiconductorsDocument4 pagesPM100CSD060 PowerexPowerSemiconductorsZabdiel AlamillaNo ratings yet
- Ug BcaDocument76 pagesUg Bca720 047Diksha SinghNo ratings yet
- AveMaria Solo SopranoDocument6 pagesAveMaria Solo SopranoAngeles Gama Acosta SopranoNo ratings yet
- F ## 43 R-R - U V U V U U@ U - U V U V U V U: Amhran A Leabhair - (The Song of The Books)Document2 pagesF ## 43 R-R - U V U V U U@ U - U V U V U V U: Amhran A Leabhair - (The Song of The Books)mattiaNo ratings yet
- Astro-Logics Pub PDFDocument7 pagesAstro-Logics Pub PDFlbedar100% (1)
- Rev3 PDFDocument36 pagesRev3 PDFEd PokusaNo ratings yet
- El Marabino (Vals) - by Dirk Meineke - TABDocument2 pagesEl Marabino (Vals) - by Dirk Meineke - TABAnonymous z7TuZaAC8JNo ratings yet
- 11 Samba SongDocument4 pages11 Samba Songalexanderniles2987No ratings yet
- Carica BatterieDocument31 pagesCarica BatterieMartin NelsonNo ratings yet
- Practical NotesDocument7 pagesPractical Notesarvindbanjara918No ratings yet
- Pirâmide Hamônica - PartsDocument31 pagesPirâmide Hamônica - PartsJanaina Helen Professora OrganizadaNo ratings yet
- General Piping Plan TLS-5: ProsysDocument19 pagesGeneral Piping Plan TLS-5: Prosysbagus handokoNo ratings yet
- Lerice Valse No3Document1 pageLerice Valse No3Daniel SilvermanNo ratings yet
- Dannehl Homenaje A Tarrega PDFDocument1 pageDannehl Homenaje A Tarrega PDFAntonio FresiNo ratings yet
- Barrios-Mangore-Agustin-Cueca-97276 Dirk MeinekeDocument3 pagesBarrios-Mangore-Agustin-Cueca-97276 Dirk MeinekedunkentestNo ratings yet
- First Floor Plan: Central Level Project Implementation Unit (EDU)Document1 pageFirst Floor Plan: Central Level Project Implementation Unit (EDU)Binam DahalNo ratings yet
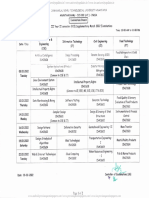
- Timetable For B.Tech III Yr II Sem Mar 2022 ExamsDocument4 pagesTimetable For B.Tech III Yr II Sem Mar 2022 ExamsHari ChennaNo ratings yet
- Carticica ScanataDocument10 pagesCarticica ScanataMilasan JuliaNo ratings yet
- Camion 22 TN Vivargo Rodolfo Quenta VillanuevaDocument1 pageCamion 22 TN Vivargo Rodolfo Quenta VillanuevaGuillermo Echajaya JuncoNo ratings yet
- Computer Safety: Name: - DateDocument1 pageComputer Safety: Name: - DateLarbi Nadia100% (1)
- B. Jung - Fantasie N° 7Document2 pagesB. Jung - Fantasie N° 7api-3706912No ratings yet
- Yadurise Class V 2019 Olympiad Answer KeyDocument1 pageYadurise Class V 2019 Olympiad Answer KeyShivam ZakhmiNo ratings yet
- New Microsoft Word DocumentDocument3 pagesNew Microsoft Word DocumentJaskarandeep Singh JugrahNo ratings yet
- Amine Sweetening UnitDocument3 pagesAmine Sweetening Unit1122goodNo ratings yet
- Community-Based Housing Finance Initiatives: The Case of Community Mortgage Programme in PhilippinesDocument65 pagesCommunity-Based Housing Finance Initiatives: The Case of Community Mortgage Programme in PhilippinesUnited Nations Human Settlements Programme (UN-HABITAT)No ratings yet
- The Effect of Aerophine 3418A Collector Dosage On NiğdeDocument5 pagesThe Effect of Aerophine 3418A Collector Dosage On NiğdeEduardo CandelaNo ratings yet
- Hydrodynamic Calculation Gate Valve (Through Conduit)Document14 pagesHydrodynamic Calculation Gate Valve (Through Conduit)met-calcNo ratings yet
- Inkjet Labels Come of Age - Inkjet InsightDocument4 pagesInkjet Labels Come of Age - Inkjet Insighttito rahmanNo ratings yet
- Blohm + Voss Mini Floorhand 9GF-8002 R2Document93 pagesBlohm + Voss Mini Floorhand 9GF-8002 R2Jeisson David Velandia MendivelsoNo ratings yet
- Will The Real Sex Slave Please Stand UpDocument20 pagesWill The Real Sex Slave Please Stand Upabiwilkinson90No ratings yet
- Hooter - 72x72mm: Terminal ConnectionDocument1 pageHooter - 72x72mm: Terminal ConnectionImran TambatNo ratings yet
- IndexDocument4 pagesIndexmircea_raceanuNo ratings yet
- Aldinga Bay's Coastal Views April 2014Document48 pagesAldinga Bay's Coastal Views April 2014Aldinga BayNo ratings yet
- Sulphuric Acid - Process EngineeringDocument12 pagesSulphuric Acid - Process EngineeringChaitanya Potti100% (1)
- On Pubescent Voice Change in MalesDocument12 pagesOn Pubescent Voice Change in MalesPaola EstevezNo ratings yet
- Solution Manual For Materials Science and Engineering An Introduction 9th Edition William D Callister David G RethwischDocument37 pagesSolution Manual For Materials Science and Engineering An Introduction 9th Edition William D Callister David G Rethwischgaryhartl4ngfi100% (14)
- Solid Recovered Fuels - Specifications andDocument8 pagesSolid Recovered Fuels - Specifications andLaraCarralNo ratings yet
- AGT Applied Anatomy Notes1.1Document69 pagesAGT Applied Anatomy Notes1.1Akshay ChauhanNo ratings yet
- New Bio of Sabina Spielrein: Raped by Carl Jung, Then Murdered by The Nazis - Tablet Magazine PDFDocument62 pagesNew Bio of Sabina Spielrein: Raped by Carl Jung, Then Murdered by The Nazis - Tablet Magazine PDFMarinaNo ratings yet
- 30 Days Fresh Healthy Juicing RecipesDocument40 pages30 Days Fresh Healthy Juicing Recipest_wangwang100% (1)
- Solubility Enhancement of Poorly Water Soluble Drug by Using NanosuspensiontechnologyDocument8 pagesSolubility Enhancement of Poorly Water Soluble Drug by Using Nanosuspensiontechnologydini hanifaNo ratings yet
- Traffic Engineering MicroprojectDocument13 pagesTraffic Engineering MicroprojectSohel Torane100% (1)
- Hydraulic Filter Division Automotive CatalogDocument147 pagesHydraulic Filter Division Automotive Catalogsuphanat joomjanNo ratings yet
- Population and Responsible Parenthood: Group 2 Written ReportDocument15 pagesPopulation and Responsible Parenthood: Group 2 Written ReportJo Anne May BalnajaNo ratings yet
- Specifications: Exterior FinishesDocument14 pagesSpecifications: Exterior FinishesanaNo ratings yet
- Services PPT Dupont Plaza Hotel and CasinoDocument20 pagesServices PPT Dupont Plaza Hotel and CasinoShivangi Shankar100% (1)
- Piping and Instrumentation DiagramsTutorials IDocument3 pagesPiping and Instrumentation DiagramsTutorials Inishant9999100% (1)
- Giving Advice Tests Warmers Coolers - 17176Document1 pageGiving Advice Tests Warmers Coolers - 17176Angelia Vika SeptianaNo ratings yet
- Apom Fuchs (Dens) AP Post Oblique Ant Oblique Measure Filter/Shield SID Tube Angle Film Size ID Position Marker PositioningDocument4 pagesApom Fuchs (Dens) AP Post Oblique Ant Oblique Measure Filter/Shield SID Tube Angle Film Size ID Position Marker PositioningRaymondNo ratings yet
- Sample 20845Document16 pagesSample 20845Shashidhar Shashi0% (1)