You might also like
- Margeau Chapeau: A New Perspective on Classic Knit HatsFrom EverandMargeau Chapeau: A New Perspective on Classic Knit HatsRating: 3.5 out of 5 stars3.5/5 (6)
- Knitting Science Loop Length MeasurementDocument3 pagesKnitting Science Loop Length MeasurementNiaz IslamNo ratings yet
- Fundamentals of Knitting ExplainedDocument15 pagesFundamentals of Knitting ExplainedGarmentLearnerNo ratings yet
- Knitting Fundamentals LecturesDocument44 pagesKnitting Fundamentals LecturesShohan Mohammad WasiuzzamanNo ratings yet
- Lecture - Rib and InterlockDocument40 pagesLecture - Rib and InterlocksidratulsubornaNo ratings yet
- .Knitting-1 Theory-Lecture-For Mid + FinalDocument33 pages.Knitting-1 Theory-Lecture-For Mid + FinalSanaullah MuradNo ratings yet
- Chapter-2 - KnittingDocument33 pagesChapter-2 - KnittingMD Shakil KhanNo ratings yet
- Fleece FabricsDocument6 pagesFleece Fabricsnil006100% (11)
- Knitting TechnologyDocument31 pagesKnitting TechnologyOviya CpNo ratings yet
- Solved QP of Knit Tech April 2023Document4 pagesSolved QP of Knit Tech April 2023RajendrakumarNo ratings yet
- Mid Presentaion FYP-01Document39 pagesMid Presentaion FYP-01LARAIB JARWARNo ratings yet
- Kfs Study Material Unit IIDocument13 pagesKfs Study Material Unit IISivakumar K100% (1)
- Presentation On: Circular Knitting M/C: Prepared By: Tanvir Ahammed RanaDocument20 pagesPresentation On: Circular Knitting M/C: Prepared By: Tanvir Ahammed RanaMoinul Islam NasimNo ratings yet
- Fabric Terms and Definitions GuideDocument89 pagesFabric Terms and Definitions GuideAbhinav KumarNo ratings yet
- Weft Knit DesignDocument6 pagesWeft Knit DesignAhmed AksarNo ratings yet
- Importance of Analysis of Fabric SampleDocument5 pagesImportance of Analysis of Fabric SampleRavi Jain75% (4)
- 2.5 - Basics of Fabric Production (Knitting)Document8 pages2.5 - Basics of Fabric Production (Knitting)R G Panneerselvam100% (1)
- KnittingDocument32 pagesKnittingSandeep Ranjan100% (1)
- 6 Sem. B.Tech (Fashion & Apparel Technology) : PCFT 4304 Knitting & Non WovenDocument20 pages6 Sem. B.Tech (Fashion & Apparel Technology) : PCFT 4304 Knitting & Non WovenBebi WakaNo ratings yet
- KNITTING TECHNOLOGY PRACTICAL-02Document7 pagesKNITTING TECHNOLOGY PRACTICAL-02Manoja SamarasingheNo ratings yet
- Analysis of Plain Single Jersey Fabric & Its DerivativesDocument8 pagesAnalysis of Plain Single Jersey Fabric & Its DerivativesShahadat HossainNo ratings yet
- Knitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanDocument57 pagesKnitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanJazib YaseenNo ratings yet
- 1st PDFDocument14 pages1st PDFzubairNo ratings yet
- Study On Four Truck Circular Knitting Machine.Document3 pagesStudy On Four Truck Circular Knitting Machine.SakibMDShafiuddinNo ratings yet
- Knitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019Document16 pagesKnitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019fekadeNo ratings yet
- WarpingDocument5 pagesWarpingKashif Xahir Khan100% (1)
- Comber Part 1Document31 pagesComber Part 1TuhinNo ratings yet
- Knittinglecture6 220106102527Document6 pagesKnittinglecture6 220106102527hdinterloop2No ratings yet
- Knitting MachineDocument19 pagesKnitting MachineShamima akterNo ratings yet
- Weft Knitting PrincipleDocument11 pagesWeft Knitting PrincipleTamanna AhmedNo ratings yet
- Historical Background of Knitting TechnologyDocument15 pagesHistorical Background of Knitting TechnologyMd.Shoeb Alom RoxyNo ratings yet
- Determination of Twist Per Inch of Yarn LengthDocument5 pagesDetermination of Twist Per Inch of Yarn LengthNaimul Hasan50% (2)
- Juju Cabled Baby PantsDocument5 pagesJuju Cabled Baby PantsJill KrahlingNo ratings yet
- Change of Fabric GSM With Yarn CountDocument21 pagesChange of Fabric GSM With Yarn CountOptimisticPerson100% (2)
- 08-Weft Knitting (Circular) PDFDocument53 pages08-Weft Knitting (Circular) PDFDAWOOD MALIKNo ratings yet
- Knitting Basics for BeginnersDocument8 pagesKnitting Basics for BeginnersfreehoopNo ratings yet
- Knitting 1Document7 pagesKnitting 1Sanaullah MuradNo ratings yet
- Lecture 13Document9 pagesLecture 13Arham BajwaNo ratings yet
- Sectional Warping and Its CalculationsDocument6 pagesSectional Warping and Its CalculationsMANOJNo ratings yet
- MD - Mahadi Hasan Rudro 193003049Document7 pagesMD - Mahadi Hasan Rudro 193003049Mahadi RudroNo ratings yet
- Basic Knits, FabricsDocument28 pagesBasic Knits, FabricsShyam S Sam0% (1)
- Lecture ComberDocument20 pagesLecture ComberMD. Sharifuzzaman Joy100% (1)
- Circular Knitting MachineDocument19 pagesCircular Knitting Machineyaseen aboalmagdNo ratings yet
- The Process Flow of SizingDocument9 pagesThe Process Flow of SizingRehan SaeediNo ratings yet
- Knitting MachineDocument33 pagesKnitting MachineShubham Singh0% (1)
- Hook Study PDFDocument6 pagesHook Study PDFNessre Zeine50% (4)
- Knitting Terms and Definitions GuideDocument12 pagesKnitting Terms and Definitions GuideBirendra MeherNo ratings yet
- FM 1 KnittingDocument28 pagesFM 1 KnittingTextile Department Help Desk.DiuNo ratings yet
- Simplex Machine / Speed Frame/ Flyer Frame/ Roving FrameDocument2 pagesSimplex Machine / Speed Frame/ Flyer Frame/ Roving FrameAbhi KothariNo ratings yet
- ComberDocument15 pagesComberTemesgen RegassaNo ratings yet
- Fabric Manufacturing - I Unit 3Document28 pagesFabric Manufacturing - I Unit 3nikitaNo ratings yet
- Relationship Btween Sland Fabric DiaDocument4 pagesRelationship Btween Sland Fabric DiaMD Riad Hossain MoonNo ratings yet
- NEEDLE POINTS AND FUNCTIONSDocument13 pagesNEEDLE POINTS AND FUNCTIONSAsif AnwarNo ratings yet
- 02 TFE2203 Weft KnittingDocument77 pages02 TFE2203 Weft KnittingShawn TakaonaNo ratings yet
- Warp KnittingDocument44 pagesWarp KnittingEngineer WaleedNo ratings yet
- SFPDocument89 pagesSFPKomol Kabir100% (1)
- 7.1. Count:: Weaving Calculation & Useful FormulasDocument12 pages7.1. Count:: Weaving Calculation & Useful FormulaskreeshnuNo ratings yet
- KnittingDocument13 pagesKnittingrakibNo ratings yet
- Knitting Action and EtcDocument38 pagesKnitting Action and Etcshahadat hossainNo ratings yet
- Textile and Apparel Management-Lecture 2Document7 pagesTextile and Apparel Management-Lecture 2shahadat hossainNo ratings yet
- TeflonDocument12 pagesTeflonshahadat hossainNo ratings yet
- Material ControlDocument11 pagesMaterial Controlshahadat hossainNo ratings yet
- TeflonDocument12 pagesTeflonshahadat hossainNo ratings yet
- Kawabata SystemDocument17 pagesKawabata Systemshahadat hossainNo ratings yet
- Technical TextileDocument10 pagesTechnical Textileshahadat hossainNo ratings yet
- Noise PollutionDocument16 pagesNoise Pollutionshahadat hossainNo ratings yet
- Compact SpinnigDocument17 pagesCompact Spinnigshahadat hossainNo ratings yet
- SQCDocument22 pagesSQCshahadat hossainNo ratings yet
- Process Planning PDFDocument3 pagesProcess Planning PDFshahadat hossainNo ratings yet
- Basic Elements of KnittingDocument15 pagesBasic Elements of Knittingshahadat hossainNo ratings yet
- Classification of Yarn-1Document5 pagesClassification of Yarn-1shahadat hossainNo ratings yet
- QM-QFD (Banna Sir) - 1Document15 pagesQM-QFD (Banna Sir) - 1shahadat hossainNo ratings yet
- Other Tools of TQMDocument16 pagesOther Tools of TQMshahadat hossainNo ratings yet
- 10 - 12 Fancy Yarn-1Document4 pages10 - 12 Fancy Yarn-1shahadat hossainNo ratings yet
- Fabric Design and Analysis (Lab) Worksheet Course Code: TE 3206Document3 pagesFabric Design and Analysis (Lab) Worksheet Course Code: TE 3206shahadat hossainNo ratings yet
- (23537779 - Production Engineering Archives) The Use of QFD Method Advantages and LimitationDocument4 pages(23537779 - Production Engineering Archives) The Use of QFD Method Advantages and LimitationFikryNo ratings yet
- Direct Dye PDFDocument5 pagesDirect Dye PDFshahadat hossainNo ratings yet
- 3,4. Slub YarnDocument2 pages3,4. Slub Yarnshahadat hossainNo ratings yet
- CamScanner Scans PDFs from PhotosDocument3 pagesCamScanner Scans PDFs from Photosshahadat hossainNo ratings yet
- National Institute of Textile Engineering & Research (Niter)Document2 pagesNational Institute of Textile Engineering & Research (Niter)shahadat hossainNo ratings yet
- CamScanner Review: Top Features of the Popular Scanning AppDocument71 pagesCamScanner Review: Top Features of the Popular Scanning Appshahadat hossainNo ratings yet
- TCC LabDocument5 pagesTCC Labshahadat hossainNo ratings yet
- Programs 1Document9 pagesPrograms 1shahadat hossainNo ratings yet
- FSD Job Sheet WovenDocument4 pagesFSD Job Sheet Wovenshahadat hossainNo ratings yet
- Index: National Institute of Textile Engineering & ResearchDocument1 pageIndex: National Institute of Textile Engineering & Researchshahadat hossainNo ratings yet
- Components of T-Shirt, Shirt and Trouser - 1st Off L. ClasssDocument3 pagesComponents of T-Shirt, Shirt and Trouser - 1st Off L. Classsshahadat hossainNo ratings yet
- Knitting TechnologyDocument7 pagesKnitting Technologyshahadat hossainNo ratings yet
- COB/COW/COV/COT Cyber Gauge ManualDocument4 pagesCOB/COW/COV/COT Cyber Gauge ManualBoomer BoomerNo ratings yet
- Digital Program Insertion Ad Server: BenefitsDocument2 pagesDigital Program Insertion Ad Server: Benefitsrainie_hongNo ratings yet
- 2013 Subaru BRZ Electrical Wiring Diagram PDFDocument463 pages2013 Subaru BRZ Electrical Wiring Diagram PDFbenben87002827100% (1)
- Fuse Voltage Drop Chart - Cartridge Fuse PDFDocument2 pagesFuse Voltage Drop Chart - Cartridge Fuse PDFManuel GuillenNo ratings yet
- 1593767037565-UFSBI and Its Applications Presentation - FINAL - S GHOSH - ECR - WEB PresentDocument87 pages1593767037565-UFSBI and Its Applications Presentation - FINAL - S GHOSH - ECR - WEB PresentNaresh KumarNo ratings yet
- HDI Frontier Bully FAT Bully 2 032410Document10 pagesHDI Frontier Bully FAT Bully 2 032410frmarzoNo ratings yet
- Parts Required For Overhaul Himsen H25-33Document4 pagesParts Required For Overhaul Himsen H25-33Rahul SawantNo ratings yet
- AREVA T&D Product RangeDocument10 pagesAREVA T&D Product RangeEduardo SolanoNo ratings yet
- FWDocument16 pagesFWZoebairNo ratings yet
- Ats021 Auto - Tran.Switch Multi VoltageDocument3 pagesAts021 Auto - Tran.Switch Multi VoltageTheo Pozo JNo ratings yet
- Fundamentos Neumatica Electroneumatica FESTODocument1 pageFundamentos Neumatica Electroneumatica FESTOAntonio Maestre LorenzoNo ratings yet
- Daikin DAR SpecsDocument8 pagesDaikin DAR SpecsGian Carlos Gonzales ChaconNo ratings yet
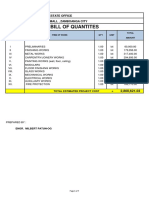
- Proposed Andaluz Estate Office Bill of QuantitiesDocument7 pagesProposed Andaluz Estate Office Bill of QuantitiesMilbert Patun-ogNo ratings yet
- Suport Motor Electric PDFDocument448 pagesSuport Motor Electric PDFTirlea IonutNo ratings yet
- Assembly Manual: MS: SEA 118Document31 pagesAssembly Manual: MS: SEA 118AeroinformadoNo ratings yet
- Project Report on Fractional Horsepower MotorDocument11 pagesProject Report on Fractional Horsepower MotorHARRY2 CARRYNo ratings yet
- Comp Ed 1 Module 2 Unit 2 Week 4Document7 pagesComp Ed 1 Module 2 Unit 2 Week 4jennifer abadNo ratings yet
- EC300 ManualDocument20 pagesEC300 Manualwutbg244No ratings yet
- Brochure - DIGMAX IIDocument4 pagesBrochure - DIGMAX IIHarun VijayakumaranNo ratings yet
- SKF Blohm+Voss Shaft SIMPLAN SealsDocument4 pagesSKF Blohm+Voss Shaft SIMPLAN SealsMarlon Alejandro Arboleda TapiaNo ratings yet
- iF25/S iF15/S: Instruction ManualDocument48 pagesiF25/S iF15/S: Instruction ManualuserNo ratings yet
- Vdocument - in Presentation On Spur GearDocument31 pagesVdocument - in Presentation On Spur GearShokeen SinghNo ratings yet
- PVI-5000 - 6000-TL-OUTD-Quick Installation Guide EN-RevE PDFDocument2 pagesPVI-5000 - 6000-TL-OUTD-Quick Installation Guide EN-RevE PDFSampath KumarNo ratings yet
- Automotive Electrical Systems Course OverviewDocument6 pagesAutomotive Electrical Systems Course OverviewkannanchammyNo ratings yet
- Mek-2500 Rotoforce™: Rotating Consistency TransmitterDocument3 pagesMek-2500 Rotoforce™: Rotating Consistency TransmitterGunandar GunandarNo ratings yet
- Fundamentals of Computer - 100 MCQ Questions MCQ SetsDocument26 pagesFundamentals of Computer - 100 MCQ Questions MCQ SetsSanket ChiksheNo ratings yet
- Ce CB CC ConfigurationDocument4 pagesCe CB CC ConfigurationKrishna GhimireNo ratings yet
- Fujitsu Pds4233 Pds4234w e HDocument36 pagesFujitsu Pds4233 Pds4234w e Hبوند بوندNo ratings yet
- Catalogo Transductores Novotechnik PDFDocument4 pagesCatalogo Transductores Novotechnik PDFGerEspNo ratings yet