You might also like
- Lecture 8 MetalsDocument53 pagesLecture 8 MetalsManga 01No ratings yet
- AlloysDocument91 pagesAlloysNiccoloNo ratings yet
- Metals: Sci 401 Lecture 8Document54 pagesMetals: Sci 401 Lecture 8Niña Viaña BinayNo ratings yet
- Aceros y Hierros InglesDocument19 pagesAceros y Hierros InglesivanbfNo ratings yet
- Production of Steel and Its ClassificationDocument36 pagesProduction of Steel and Its Classificationabdullah anwar100% (1)
- An Overview: MetalsDocument61 pagesAn Overview: MetalsjswldeepNo ratings yet
- Steel Making PresentationDocument80 pagesSteel Making PresentationAlvin Garcia PalancaNo ratings yet
- Sci 401pptDocument107 pagesSci 401pptNiña Viaña BinayNo ratings yet
- Screenshot 2022-12-31 at 7.45.47 PM PDFDocument73 pagesScreenshot 2022-12-31 at 7.45.47 PM PDFHardi HedayatNo ratings yet
- Metals and Alloys & Heat Treatment of Steels 2,4Document82 pagesMetals and Alloys & Heat Treatment of Steels 2,4Vimukthi KumaraNo ratings yet
- Steel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocument23 pagesSteel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanNo ratings yet
- MetallurgyDocument190 pagesMetallurgyJose J. Nuñez100% (2)
- Heat Treatment (Immersion)Document108 pagesHeat Treatment (Immersion)DidSibalNo ratings yet
- Lecture 3 - Metals 2Document49 pagesLecture 3 - Metals 2abdullaharoon458No ratings yet
- Ch13 Materials ApplicationsDocument69 pagesCh13 Materials ApplicationsRhanganath ArivudainambiNo ratings yet
- Ferrous Material Structure and Binary Alloy SystemDocument68 pagesFerrous Material Structure and Binary Alloy SystemUsman FarooqNo ratings yet
- Lesson 11 Steel Steel AlloysDocument13 pagesLesson 11 Steel Steel AlloysCamille SalmasanNo ratings yet
- Steel MakingDocument38 pagesSteel Makings.samNo ratings yet
- Ch13 Materials ApplicationsDocument63 pagesCh13 Materials ApplicationsThefairman UnkownNo ratings yet
- Decarburization and Desulphurization of SteelDocument10 pagesDecarburization and Desulphurization of SteelHitesh KumarNo ratings yet
- Metallurgy of MaterialsDocument15 pagesMetallurgy of Materialscal2_uniNo ratings yet
- Modern Steel - Lecture 1Document54 pagesModern Steel - Lecture 1Jojo Hany100% (1)
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- Unit - Iii: Ferrous and Non Ferrous MetalsDocument101 pagesUnit - Iii: Ferrous and Non Ferrous Metalssenthilkumar tsNo ratings yet
- FC-06-Engineering Material & Metallurgy PDFDocument431 pagesFC-06-Engineering Material & Metallurgy PDFsomnath ghosh100% (1)
- Basics of Steel & CharactersticsDocument66 pagesBasics of Steel & Charactersticsobvert100% (1)
- Carbon Steel: Carbon Steel Is A Steel With Carbon Content From About 0.05 Up To 2.1 Percent by Weight. The Definition ofDocument7 pagesCarbon Steel: Carbon Steel Is A Steel With Carbon Content From About 0.05 Up To 2.1 Percent by Weight. The Definition ofRondeep BoraNo ratings yet
- Steel ManufacturingDocument29 pagesSteel ManufacturingNDTInstructor100% (3)
- Lecture 5 - Processing of Automotive MaterialsDocument34 pagesLecture 5 - Processing of Automotive MaterialsKamal SurenNo ratings yet
- Heat Treatment: Workshop Technology MME 1103Document12 pagesHeat Treatment: Workshop Technology MME 1103Murad Mahmoud Al-hidmiNo ratings yet
- CH 5 - Ferrous Metals and AlloysDocument45 pagesCH 5 - Ferrous Metals and AlloysYhan SombilonNo ratings yet
- Ferrous and Nonferrous Alloys: Issues To CoverDocument20 pagesFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeNo ratings yet
- Non-Ferrous Metals and AlloysDocument14 pagesNon-Ferrous Metals and AlloysGidNo ratings yet
- Carbon Steel - WikipediaDocument40 pagesCarbon Steel - WikipediaBara'ah AlnemrawiNo ratings yet
- Ferrous and NonDocument13 pagesFerrous and NonIrvansyah RazadinNo ratings yet
- Kimia Bahan 3 - BajaDocument47 pagesKimia Bahan 3 - BajaIkeNo ratings yet
- Flux, Iron, Coke Blast Furnace Pig Iron Solid SolidDocument18 pagesFlux, Iron, Coke Blast Furnace Pig Iron Solid SolidMD. ZUBAIR ISLAMNo ratings yet
- 7steel and Heat TreatmentDocument19 pages7steel and Heat TreatmentManoj BallaNo ratings yet
- Lecture-1, Description of Different AlloysDocument30 pagesLecture-1, Description of Different Alloyssatish chinthamNo ratings yet
- Iron and Steel Production-Class LetureDocument30 pagesIron and Steel Production-Class LetureAustin Okoth Omondi100% (1)
- Raw Material Procurement Awareness ProgramDocument65 pagesRaw Material Procurement Awareness ProgramkarthiksaadhanaNo ratings yet
- Toaz - Info Steel Making PRDocument38 pagesToaz - Info Steel Making PRtitiNo ratings yet
- Study Notes M & HDocument15 pagesStudy Notes M & HsushantreshmaNo ratings yet
- Railway Heat TreatmentDocument16 pagesRailway Heat TreatmentEr Vishal Divya JagadaleNo ratings yet
- Weldability of High Strength Low Alloy SteelDocument34 pagesWeldability of High Strength Low Alloy SteelGanesan Veerasamy100% (1)
- Classification of Engineering Materials: by - A.R. GiriDocument20 pagesClassification of Engineering Materials: by - A.R. Giriabhinavgiri17No ratings yet
- Lecture 9 - Ferrous AlloysDocument31 pagesLecture 9 - Ferrous Alloysmahmoud foudaNo ratings yet
- Types of Carbon Steel and Their PropertiesDocument4 pagesTypes of Carbon Steel and Their Propertiesahmed ezwaiNo ratings yet
- Chapter 6 MetalDocument34 pagesChapter 6 MetaltrfuawlachewNo ratings yet
- Iron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiDocument41 pagesIron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiAmrit MallickNo ratings yet
- Basic MetallurgyDocument55 pagesBasic MetallurgyTina Miller100% (2)
- DESIGN 1 NotesDocument7 pagesDESIGN 1 NoteslordyNo ratings yet
- Lec 02Document19 pagesLec 02أمير حامد100% (1)
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- Carbon Steel: StressDocument3 pagesCarbon Steel: StressAtul GaurNo ratings yet
- Ferrous MetalsDocument37 pagesFerrous MetalsGidNo ratings yet
- STEEL Material StudyDocument26 pagesSTEEL Material StudyAishuNo ratings yet
- Metal Alloys, Emailed Aug. 24, 2017Document12 pagesMetal Alloys, Emailed Aug. 24, 2017Romel LeoNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Geothermal Power PlantDocument72 pagesGeothermal Power PlantArt Lemuel LotereñaNo ratings yet
- Member Consumer OwnerDocument9 pagesMember Consumer OwnerArt Lemuel LotereñaNo ratings yet
- PathophysiologyDocument1 pagePathophysiologyArt Lemuel LotereñaNo ratings yet
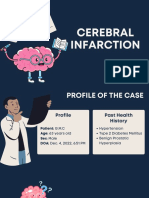
- Cerebral InfarctionDocument21 pagesCerebral InfarctionArt Lemuel LotereñaNo ratings yet
- Especificacion Palas (Cucharas para Pala)Document1 pageEspecificacion Palas (Cucharas para Pala)jose chaveroNo ratings yet
- Brosur Master SteelDocument4 pagesBrosur Master SteelAhmad Hafidz Bukhori IINo ratings yet
- Jender Barreto, Prefijos y SufijosDocument5 pagesJender Barreto, Prefijos y SufijosJender AlexanderNo ratings yet
- Roman ConcreteDocument22 pagesRoman ConcreteHdashottarNo ratings yet
- Bipigard ST Cte Black PDFDocument2 pagesBipigard ST Cte Black PDFKhirod KroutNo ratings yet
- QRM PPT - 3Document24 pagesQRM PPT - 3Mohamed YassinNo ratings yet
- Operations ManagementDocument10 pagesOperations ManagementAK JRNo ratings yet
- BT5 - WoodsDocument34 pagesBT5 - WoodsHatdugNo ratings yet
- Business Directory Samples 301 400Document100 pagesBusiness Directory Samples 301 400Pranav GuptaNo ratings yet
- Engineer's Training Manual-2023Document16 pagesEngineer's Training Manual-2023Jagannath EpeeliNo ratings yet
- Final Thesis Paper Oct 13 - 2021Document127 pagesFinal Thesis Paper Oct 13 - 2021abdulfetah hamidNo ratings yet
- BQ Vertical Lime KilnDocument5 pagesBQ Vertical Lime KilnDilnesa EjiguNo ratings yet
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 pagesManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNo ratings yet
- TAPPI TIP-0402-29 Duplex Welding QualificationDocument27 pagesTAPPI TIP-0402-29 Duplex Welding Qualificationa_parratNo ratings yet
- MCT Sem 4 PanellingDocument22 pagesMCT Sem 4 PanellingKhushi ChauhanNo ratings yet
- NDT PT Level 1Document59 pagesNDT PT Level 1Long BinNo ratings yet
- Martensitic Steel Sheets of 1300 and 1500mpa GradesDocument5 pagesMartensitic Steel Sheets of 1300 and 1500mpa Gradesmohamed ahmedNo ratings yet
- Axxanol 34CDDocument2 pagesAxxanol 34CDSDR COMEXNo ratings yet
- Process Cranes ReferencesDocument62 pagesProcess Cranes ReferencesGogyNo ratings yet
- Company Profile Balaji Defence Engineering Solutions 1 - 1Document29 pagesCompany Profile Balaji Defence Engineering Solutions 1 - 1Balaji DefenceNo ratings yet
- PT 7136 VarioDocument56 pagesPT 7136 VarioNikola ArsenovićNo ratings yet
- Sample Human Resource Plan of A Car Manufacturing Company (Year 1) Strategies Timeframe Person Responsible Budget Other Resources Process 1: StampingDocument2 pagesSample Human Resource Plan of A Car Manufacturing Company (Year 1) Strategies Timeframe Person Responsible Budget Other Resources Process 1: StampingSam ZamoraNo ratings yet
- PaniesDocument4 pagesPaniesNghi PhuongNo ratings yet
- Anpara-D YARD III BOQ With GI Chain Link Fencing - BOQ 675Document5 pagesAnpara-D YARD III BOQ With GI Chain Link Fencing - BOQ 675udithaireshaNo ratings yet
- Pom Project: Inventory Management of Volvo Construction EquipmentDocument23 pagesPom Project: Inventory Management of Volvo Construction EquipmentPrasoon JainNo ratings yet
- GFRP ChinaDocument3 pagesGFRP ChinaKumarNo ratings yet
- Protective Coatings Brochure PDFDocument24 pagesProtective Coatings Brochure PDFClive WongNo ratings yet
- Standard Nail Size Table Chart and Nail TermsDocument4 pagesStandard Nail Size Table Chart and Nail TermsKarthic MannarNo ratings yet
- DGS 0000 002 Rev 2Document71 pagesDGS 0000 002 Rev 2Anoop NairNo ratings yet
- Activity 1Document2 pagesActivity 1GLYDEL JOYCE UBAYNo ratings yet