You might also like
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- Welding and Gas Cutting - by NRCDocument58 pagesWelding and Gas Cutting - by NRCAshish Patel100% (1)
- Gas Cutting & WeldingDocument37 pagesGas Cutting & WeldingSahil SheikhNo ratings yet
- Procedures For Gas Cutting EquipmentDocument11 pagesProcedures For Gas Cutting EquipmentJebaraj VNo ratings yet
- Gas Cutting & WeldingDocument71 pagesGas Cutting & WeldingSUDIPTA BHATTACHARJEE100% (1)
- 02 API 570 Points To RecallDocument6 pages02 API 570 Points To RecallMohammedBujairNo ratings yet
- 0049e CHB AcetyleneDocument1 page0049e CHB AcetyleneBebin Mathew50% (2)
- NSC Welding and Gas CuttingDocument80 pagesNSC Welding and Gas CuttingBharath CjNo ratings yet
- Jindal Steel & Power LTD: Test CertificateDocument2 pagesJindal Steel & Power LTD: Test CertificateAmandeep Singh50% (2)
- Oxy Fuel Cutting Text Cover PageDocument14 pagesOxy Fuel Cutting Text Cover Pagekevin mundaNo ratings yet
- Oxyacetylene WeldingDocument32 pagesOxyacetylene Weldinghassan aliNo ratings yet
- COSH Carbon Dioxide PDFDocument7 pagesCOSH Carbon Dioxide PDFmalisolangiNo ratings yet
- Flame Cutting: BY B.Lakshman 2017109025Document46 pagesFlame Cutting: BY B.Lakshman 2017109025Aswath BalajiNo ratings yet
- Fire SafetyDocument37 pagesFire SafetybhaskarNo ratings yet
- Oxyacetylene CuttingDocument24 pagesOxyacetylene CuttingTan Chin TeeNo ratings yet
- Oxy-Acetylene Safety AwarenessDocument27 pagesOxy-Acetylene Safety AwarenessSajjadul RajibNo ratings yet
- GAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Document21 pagesGAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Mohd Naqiuddeen Khalil93% (45)
- Gas Welding ReportDocument17 pagesGas Welding ReportNorasilah Chan67% (3)
- HSE - Take Care With AcetyleneDocument5 pagesHSE - Take Care With Acetylenesl1828No ratings yet
- Oxy-Acetylene Cutting Systems Basic Set Up Safety and UseDocument34 pagesOxy-Acetylene Cutting Systems Basic Set Up Safety and UseRIDHAMNo ratings yet
- Gas Cylinders and GasesDocument5 pagesGas Cylinders and Gasesjose_mario1128No ratings yet
- Toaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRDocument17 pagesToaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRBhumika SahuNo ratings yet
- Guentner Material Selection 2011 EnglishDocument8 pagesGuentner Material Selection 2011 EnglishHoang100% (1)
- Gas Cutting & WeldingDocument37 pagesGas Cutting & WeldingDhaneswar SwainNo ratings yet
- Gas Cutting SafetyDocument2 pagesGas Cutting SafetyTonmay MajumderNo ratings yet
- Basic Elements of Welding-2Document3 pagesBasic Elements of Welding-2Y GangadharNo ratings yet
- Gas Cutting by GnanasekaranDocument44 pagesGas Cutting by GnanasekaranKavipriyan KaviNo ratings yet
- The Oxyacetylene Process: Safe Practice and Accident AvoidanceDocument6 pagesThe Oxyacetylene Process: Safe Practice and Accident AvoidanceAsan IbrahimNo ratings yet
- Intro To Gas WeldingDocument8 pagesIntro To Gas WeldingMathias NsimbeNo ratings yet
- SubstanceDatasheet-007080 - OXÍGENODocument14 pagesSubstanceDatasheet-007080 - OXÍGENOIMPORQUIVI Cia. LtdaNo ratings yet
- Const - Safety5 Gas CylindersDocument15 pagesConst - Safety5 Gas CylindersshabanNo ratings yet
- Teknologi Dan Rekayasa: Oxy-Acetylene WeldingDocument21 pagesTeknologi Dan Rekayasa: Oxy-Acetylene WeldingGigih AstotoNo ratings yet
- Anhydrous AmmoniaDocument25 pagesAnhydrous AmmoniaAnonymous tlXuid6W3WNo ratings yet
- Gas WeldingDocument28 pagesGas WeldingAbhay Yadav75% (4)
- Gas Welding SafetyDocument31 pagesGas Welding SafetyKavipriyan KaviNo ratings yet
- Production of Bottle Oxygen: CautionDocument4 pagesProduction of Bottle Oxygen: CautionahmedNo ratings yet
- T 1839 F Welding OperationDocument44 pagesT 1839 F Welding OperationrubelNo ratings yet
- Welding and Gas Cutting - by NRCDocument58 pagesWelding and Gas Cutting - by NRCzendaoui amineNo ratings yet
- Gas WeldingDocument83 pagesGas Weldingzodiackiller1960sNo ratings yet
- Oxy Fuel Cutting Systems Basic Setup & Use: Tim TurnerDocument34 pagesOxy Fuel Cutting Systems Basic Setup & Use: Tim TurnermaniscuteNo ratings yet
- Chem c2000Document5 pagesChem c2000Ho Dung Manh0% (4)
- Facts About Acetylene Tcm410 262700Document12 pagesFacts About Acetylene Tcm410 262700Siwakoti HSENo ratings yet
- Acetylene Material Safety Data Sheet (MSDS) : Stoody Industrial and Welding Supply, IncDocument4 pagesAcetylene Material Safety Data Sheet (MSDS) : Stoody Industrial and Welding Supply, Incsami1243No ratings yet
- Oxy Fuel Cutting Systems Basic Setup & Use: Tim TurnerDocument34 pagesOxy Fuel Cutting Systems Basic Setup & Use: Tim TurnersigitNo ratings yet
- Gas Welding and TypesDocument10 pagesGas Welding and TypesDr. Avinash Ravi RajaNo ratings yet
- Fire Fighting AppliancesDocument62 pagesFire Fighting AppliancesAbhimanyu KumarNo ratings yet
- Oxygen/ Fuel Cutting and Welding: by Ryan SaucierDocument36 pagesOxygen/ Fuel Cutting and Welding: by Ryan Saucierprasannaanjaneya sarmaNo ratings yet
- Simple FireDocument9 pagesSimple FireVladNo ratings yet
- Gas Welding Definition Equipment Working Types Advantages Disadvantages Applications With PDFDocument9 pagesGas Welding Definition Equipment Working Types Advantages Disadvantages Applications With PDFDick MariitaNo ratings yet
- AFROX Is A Member of The Linde Group The Stripe Symbol and The Word "AFROX" Group Trademarks. Page 1 of 2Document2 pagesAFROX Is A Member of The Linde Group The Stripe Symbol and The Word "AFROX" Group Trademarks. Page 1 of 2Jonie KieNo ratings yet
- PastesDocument33 pagesPastesblessing akataNo ratings yet
- Material Lab Uet No 14Document7 pagesMaterial Lab Uet No 14m.sheraz malikNo ratings yet
- 06 Oxy Fuel Equipment Heating and CuttingDocument111 pages06 Oxy Fuel Equipment Heating and CuttingBhakti SagarNo ratings yet
- OA Cutting and WeldingDocument24 pagesOA Cutting and WeldingJames Hale0% (1)
- Technical DataDocument29 pagesTechnical DataGregory StewartNo ratings yet
- Module 2 of 2 Basic Arc and Gas WeldingDocument13 pagesModule 2 of 2 Basic Arc and Gas WeldingFranzon MelecioNo ratings yet
- Oxygen - GasDocument4 pagesOxygen - GasyaniNo ratings yet
- Welding Cutting and BrazingDocument24 pagesWelding Cutting and BrazingRagotham BaragurNo ratings yet
- Welding Safe Working PracticesDocument4 pagesWelding Safe Working PracticesmohciuNo ratings yet
- Oxy LanceDocument40 pagesOxy LanceBryan BalebuNo ratings yet
- TS Solar PoweDocument34 pagesTS Solar PoweSaibabu SiripurapuNo ratings yet
- Kurs Zavarivanja Ch-1-2Document9 pagesKurs Zavarivanja Ch-1-2Ivan FemicNo ratings yet
- SUEZ WTS Quality ManualDocument18 pagesSUEZ WTS Quality Manualkarthika18maniNo ratings yet
- Electrical PPT by Vijay 06Document32 pagesElectrical PPT by Vijay 06karthika18maniNo ratings yet
- HSE Management SystemsDocument32 pagesHSE Management Systemskarthika18maniNo ratings yet
- EHS Performance-ITC 04.08.10 RevDocument16 pagesEHS Performance-ITC 04.08.10 Revkarthika18maniNo ratings yet
- Safety in Masonry WorksDocument32 pagesSafety in Masonry Workskarthika18maniNo ratings yet
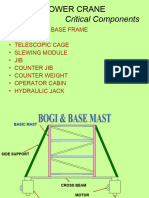
- Tower CraneDocument16 pagesTower Cranekarthika18maniNo ratings yet
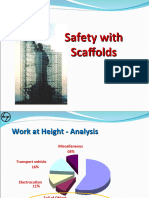
- Safety With Scaffolds RevDocument41 pagesSafety With Scaffolds Revkarthika18maniNo ratings yet
- 9 Work Permit SystemDocument7 pages9 Work Permit Systemkarthika18maniNo ratings yet
- Fire Prevention & Control 26.07.10Document37 pagesFire Prevention & Control 26.07.10karthika18maniNo ratings yet
- Post Lab Discussion ReviewerDocument3 pagesPost Lab Discussion ReviewerAngelica Camille B. AbaoNo ratings yet
- Surfactants, Industrial ApplicationsDocument1 pageSurfactants, Industrial ApplicationsCarlotta C.No ratings yet
- Chemistry Heat of Combustion ReportDocument4 pagesChemistry Heat of Combustion Reportnirvan99No ratings yet
- Cellular Respiration LabDocument6 pagesCellular Respiration Labluckyduck2869100% (1)
- Atlas Aluminium Datasheet 5251 Rev Oct 2013Document3 pagesAtlas Aluminium Datasheet 5251 Rev Oct 2013Spoonful BurnsideNo ratings yet
- SDS-PITTSEAL 444Ns sealant-US-enDocument7 pagesSDS-PITTSEAL 444Ns sealant-US-enChristian DoriaNo ratings yet
- Chemis - Writing Chemical EquationDocument11 pagesChemis - Writing Chemical EquationZahra PriyonoNo ratings yet
- ANNEX III HandoutsDocument7 pagesANNEX III HandoutsJohn Mico BialenNo ratings yet
- CIE - AS - and - A-Level - Chemistry - Coursebook - 2nd-Edition (1) - 99-114Document16 pagesCIE - AS - and - A-Level - Chemistry - Coursebook - 2nd-Edition (1) - 99-114An Trương Nguyễn HoàngNo ratings yet
- 1.0 Morales 2021Document15 pages1.0 Morales 2021Bandita DashNo ratings yet
- St. Vincent College of Cabuyao: Bachelor of Science in CriminologyDocument17 pagesSt. Vincent College of Cabuyao: Bachelor of Science in CriminologyNicole ArguellesNo ratings yet
- Da Vinci SP Camera Reprocessing Instructions (553485-03)Document64 pagesDa Vinci SP Camera Reprocessing Instructions (553485-03)Juan RamirezNo ratings yet
- Chemsheets GCSE 1074 Properties of Structure TypesDocument1 pageChemsheets GCSE 1074 Properties of Structure TypesLanbin CuiNo ratings yet
- Insect PestDocument165 pagesInsect PestMaiko Gil HiwatigNo ratings yet
- Exercises KineticsDocument7 pagesExercises KineticsFahad AlasmiNo ratings yet
- AQUACID 101 EX Lote 1020015695 & BPY0021-01Document1 pageAQUACID 101 EX Lote 1020015695 & BPY0021-01Julio . CNo ratings yet
- Aluminium Alloy 6082 - T6 T651 PlateDocument2 pagesAluminium Alloy 6082 - T6 T651 Platehardik033No ratings yet
- ChE 311 Problem Set With Answer KeyDocument5 pagesChE 311 Problem Set With Answer KeyGian BanaresNo ratings yet
- UHDE Specs Section 9 PaintingDocument12 pagesUHDE Specs Section 9 Paintingprabhash kumarNo ratings yet
- 15+cancer Fighting+Foods+That+Enhance+Detox+&+Rejuvenation+Document17 pages15+cancer Fighting+Foods+That+Enhance+Detox+&+Rejuvenation+Mirta Brajkovic KurkutovicNo ratings yet
- ACIDS, BASES & MIXTURES - Full NoteDocument18 pagesACIDS, BASES & MIXTURES - Full NoteGabbyNo ratings yet
- Solutions To Exercise 4 in TBT4102 Biochemistry 1: B Uncat CatDocument4 pagesSolutions To Exercise 4 in TBT4102 Biochemistry 1: B Uncat CatBiniyam haileNo ratings yet
- FSTEM, CTD, Philippine Normal University, Taft Avenue, Malate, ManilaDocument5 pagesFSTEM, CTD, Philippine Normal University, Taft Avenue, Malate, ManilaRENYRICK MANALOTONo ratings yet
- Posmac: Posco Magnesium Aluminium Alloy Coating ProductDocument48 pagesPosmac: Posco Magnesium Aluminium Alloy Coating ProductCatherine DussnNo ratings yet
- MSDS Ucarsol GT-10 ANTIFOAMDocument12 pagesMSDS Ucarsol GT-10 ANTIFOAMmochfaridNo ratings yet
- USGS Method I 1030 (Alkalinity)Document2 pagesUSGS Method I 1030 (Alkalinity)link815No ratings yet
- GCSE Edexcel Biology Self-Studying TextbookDocument89 pagesGCSE Edexcel Biology Self-Studying TextbookDhuhaa YusufNo ratings yet