You might also like
- New Free Version of Growthink's Ultimate Marketing Plan TemplateDocument22 pagesNew Free Version of Growthink's Ultimate Marketing Plan TemplateRohit Chhabra100% (1)
- Opm QaDocument4 pagesOpm QaMabvuto PhiriNo ratings yet
- SCM Combined Unit 3&4Document23 pagesSCM Combined Unit 3&4Alok Arun MohapatraNo ratings yet
- What Is Lean Manufacturing?: Costs and Improved Product QualityDocument8 pagesWhat Is Lean Manufacturing?: Costs and Improved Product QualityMuruga SriNo ratings yet
- A Project ON Lean Manufacturing Prepared BY Kunal Bansal Ty-D ROLL NO: 3204Document10 pagesA Project ON Lean Manufacturing Prepared BY Kunal Bansal Ty-D ROLL NO: 3204Kunal BansalNo ratings yet
- ReportsssDocument6 pagesReportsssVia SahipaNo ratings yet
- Strategic Issues in SCDocument35 pagesStrategic Issues in SCSahil SharmaNo ratings yet
- ReportsssDocument7 pagesReportsssSAHIPA, Via S.No ratings yet
- Topic 3 BPR in Manufaturing IndustryDocument9 pagesTopic 3 BPR in Manufaturing Industryneyom bitvooNo ratings yet
- Agile ManufacturingDocument17 pagesAgile ManufacturingRaj KumarNo ratings yet
- BPM - Lean Unit 4Document22 pagesBPM - Lean Unit 4Srinivas VissapragadaNo ratings yet
- Lean MFGDocument22 pagesLean MFGAsma KhanNo ratings yet
- Technique For Auto Industries". Lean Manufacturing System Is Modern Production StrategiesDocument16 pagesTechnique For Auto Industries". Lean Manufacturing System Is Modern Production StrategiesAmbarishNo ratings yet
- Quality Function Deployment (QFD) : UNIT-5 Total Qulaity ManagementDocument15 pagesQuality Function Deployment (QFD) : UNIT-5 Total Qulaity ManagementnannnuNo ratings yet
- Lean ManufacturingDocument8 pagesLean ManufacturingelitesachinNo ratings yet
- LEANDocument24 pagesLEANnasayaobeladonaNo ratings yet
- Universiy of Cebu Lapu-Lapu and Mandaue Campus College of Business AdministrationDocument3 pagesUniversiy of Cebu Lapu-Lapu and Mandaue Campus College of Business AdministrationCyril Grace Alburo BoocNo ratings yet
- 2 Lean ManufacturingDocument3 pages2 Lean ManufacturingCyril Grace Alburo BoocNo ratings yet
- Agile Manufacturing PDFDocument21 pagesAgile Manufacturing PDFAravindhan PalaniswamyNo ratings yet
- "Diploma in Procurement and Supply Chain": Instructors: - Mba, MS, LLB, CSCP - Mba, PGD SCM, CipsDocument57 pages"Diploma in Procurement and Supply Chain": Instructors: - Mba, MS, LLB, CSCP - Mba, PGD SCM, CipsMubashir KhanNo ratings yet
- Ams Unit-1 NotesDocument23 pagesAms Unit-1 Notesrajasekar cNo ratings yet
- Lean ManufacturingDocument17 pagesLean ManufacturingAmbarish100% (6)
- IntroductionDocument19 pagesIntroduction1993richardkNo ratings yet
- What Is LeanDocument19 pagesWhat Is LeanRudford GectoNo ratings yet
- Institutional Strategy For Operations, Logistics and Supply Chain of RID Projects Within The University.Document9 pagesInstitutional Strategy For Operations, Logistics and Supply Chain of RID Projects Within The University.Laimi MutikishaNo ratings yet
- Agile Manufacturing - : Vikram R. ParanjpeDocument16 pagesAgile Manufacturing - : Vikram R. ParanjpeVikram R ParanjpeNo ratings yet
- A Study On The Benefits and Challenges Based On The Implementing of Lean Management With Respect To SmesDocument4 pagesA Study On The Benefits and Challenges Based On The Implementing of Lean Management With Respect To SmesSreeja sathyanarayananNo ratings yet
- Operations and Supply Chain Chapter 12Document5 pagesOperations and Supply Chain Chapter 12Arturo QuiñonesNo ratings yet
- Peration ManenemtDocument8 pagesPeration ManenemtCool BuddyNo ratings yet
- Unit 6Document64 pagesUnit 6ALFRED KIRUBARAJ A. (1199)No ratings yet
- Lean Project 1Document14 pagesLean Project 1Siddharth SinghNo ratings yet
- TQM Assignment-6Document5 pagesTQM Assignment-6api-282599777No ratings yet
- Operations Management Module1Document7 pagesOperations Management Module1christy bijuNo ratings yet
- Agile ManufacturingDocument3 pagesAgile ManufacturinganurajNo ratings yet
- Saumitra Thakur - (4th-10th July)Document3 pagesSaumitra Thakur - (4th-10th July)SAUMITRA THAKURNo ratings yet
- Agile & Lean ManufacturingDocument5 pagesAgile & Lean ManufacturingGagan RajpootNo ratings yet
- Pointers To ReviewDocument6 pagesPointers To ReviewVicky rederaNo ratings yet
- LOMDocument6 pagesLOMrajkumar0507No ratings yet
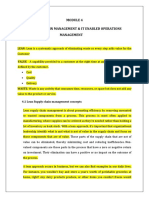
- Lean Supply Chain Management & It Enabled Operations ManagementDocument13 pagesLean Supply Chain Management & It Enabled Operations Managementchristy bijuNo ratings yet
- Dokumen - Tips - Quality Engineering and ManagementDocument32 pagesDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNo ratings yet
- Module 1Document3 pagesModule 1Srinivasan KrishanmoorthyNo ratings yet
- PDD Unit 1 - Notes (Updated)Document26 pagesPDD Unit 1 - Notes (Updated)Clash ClanNo ratings yet
- Process Management: Just in Time and Total Quality ManagementDocument26 pagesProcess Management: Just in Time and Total Quality ManagementChesca Camille Marzan Bautista - BagnolNo ratings yet
- Os 2Document37 pagesOs 2Soumyadeep SasmalNo ratings yet
- Lean Manufacturing Research PaperDocument6 pagesLean Manufacturing Research Papercan8t8g5100% (1)
- Chap 5Document29 pagesChap 5Vijayan KumarNo ratings yet
- Lean ManufacturingDocument66 pagesLean Manufacturingmanpreetsodhi08No ratings yet
- LAM Lecture 2-3 PDFDocument19 pagesLAM Lecture 2-3 PDFHayl KhadhamiNo ratings yet
- Supply Chain ManagementDocument25 pagesSupply Chain ManagementshikinNo ratings yet
- LEANDocument29 pagesLEANkmsteamNo ratings yet
- What Is Corporate Strategy?Document28 pagesWhat Is Corporate Strategy?Harpinder SinghNo ratings yet
- Operations StartegyDocument23 pagesOperations Startegyastrobat69No ratings yet
- Operation Management (Unit - 1)Document14 pagesOperation Management (Unit - 1)ahamedafreed521No ratings yet
- Question No:01: What Do You Understand by Process Strategy and Process Analysis?Document5 pagesQuestion No:01: What Do You Understand by Process Strategy and Process Analysis?richard gomesNo ratings yet
- Assignment Module 1 OMDocument5 pagesAssignment Module 1 OMAkash Singh Rajput0% (1)
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDocument7 pagesProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaNo ratings yet
- ChaPter V - 20231208 - 155040 - 0000Document24 pagesChaPter V - 20231208 - 155040 - 0000Kurt BongolNo ratings yet
- Reviewer TQMDocument10 pagesReviewer TQMch4 knuNo ratings yet
- PQMDocument5 pagesPQMRahul SoniNo ratings yet
- LEAN ENTERPRISE: Transforming Organizations Through Agile Principles and Continuous Improvement (2023 Guide for Beginners)From EverandLEAN ENTERPRISE: Transforming Organizations Through Agile Principles and Continuous Improvement (2023 Guide for Beginners)No ratings yet
- Agile Product Management: Streamlining Product Development with Agile PrinciplesFrom EverandAgile Product Management: Streamlining Product Development with Agile PrinciplesNo ratings yet
- Cs8383 Oops Lab ManualDocument81 pagesCs8383 Oops Lab ManualKarthik Subramani83% (12)
- SkyEdge II-c GeminiDocument2 pagesSkyEdge II-c GeminiGustavo Acosta100% (1)
- Spare Parts EBA 200 208-240V 1800ENDocument2 pagesSpare Parts EBA 200 208-240V 1800ENSerhii HolovizninNo ratings yet
- PCS-978 - X - Instruction Manual - EN - Overseas General - X - R2.11 PDFDocument512 pagesPCS-978 - X - Instruction Manual - EN - Overseas General - X - R2.11 PDFjayofo8363100% (1)
- Tutorials - Simple Way To Maximized The Use of Your Processor - Team OS - Your Only Destination To Custom OS !!Document19 pagesTutorials - Simple Way To Maximized The Use of Your Processor - Team OS - Your Only Destination To Custom OS !!haimi708-1No ratings yet
- Star Wars HomeworkDocument4 pagesStar Wars Homeworkafnajeeceiakxb100% (1)
- Emptiness A Study in Religious Meaning: SearchDocument3 pagesEmptiness A Study in Religious Meaning: SearchHen8No ratings yet
- Unit 3 Process Scheduling and DeadloackDocument19 pagesUnit 3 Process Scheduling and DeadloackONLy bossNo ratings yet
- IT3306 - 04 - Distributed DB SystemsDocument92 pagesIT3306 - 04 - Distributed DB SystemskkNo ratings yet
- Restaurant Management Software (Brochure)Document2 pagesRestaurant Management Software (Brochure)Amit TimalsinaNo ratings yet
- It Design An Enterprise Architecture Strategy Phases 1 4 V1Document148 pagesIt Design An Enterprise Architecture Strategy Phases 1 4 V1Alejandro Giraldo M.100% (2)
- Iso Asme 14414 2019Document15 pagesIso Asme 14414 2019Bare WolfNo ratings yet
- Road Condition Monitoring Using Smart Sensing and ArtificialDocument27 pagesRoad Condition Monitoring Using Smart Sensing and Artificialpepoahmed12No ratings yet
- Alternator Parts: Dynamo Onderdelen Lichtmaschine Teilen Piezas de Alternador Pièces d'Alternateur Запчасти ГенератораDocument63 pagesAlternator Parts: Dynamo Onderdelen Lichtmaschine Teilen Piezas de Alternador Pièces d'Alternateur Запчасти ГенератораFernando Sanchez SanchezNo ratings yet
- 225-Article Text-607-3-10-20230329Document5 pages225-Article Text-607-3-10-20230329markbarruetaupcNo ratings yet
- Reading Material Bibliometric Analysis and Review of BIM LiteratureDocument19 pagesReading Material Bibliometric Analysis and Review of BIM LiteratureBhavin DevaniNo ratings yet
- 001 ISSES Web Hacking v002Document55 pages001 ISSES Web Hacking v002Nemanja StankovicNo ratings yet
- ICE Checklist #4: Cleaning and Disinfection of The Dialysis StationDocument1 pageICE Checklist #4: Cleaning and Disinfection of The Dialysis StationAbidi Hichem100% (2)
- 35kV Deadbreak CapDocument2 pages35kV Deadbreak CapChetram Jared GeorgeNo ratings yet
- MSM MBA DMT Individual Assignment September 2021 A05600aede79bfDocument46 pagesMSM MBA DMT Individual Assignment September 2021 A05600aede79bfJoseph MainaNo ratings yet
- Change Data Capture Using Snowflake Streams - by Alexander - Snowflake - MediumDocument5 pagesChange Data Capture Using Snowflake Streams - by Alexander - Snowflake - MediumConsultores DatateamNo ratings yet
- Software Engineering: Lab 2 Requirement Analysis and ElicitationDocument11 pagesSoftware Engineering: Lab 2 Requirement Analysis and ElicitationMuhammad NoumanNo ratings yet
- Ev Battery System: SectionDocument904 pagesEv Battery System: Sectionалексей ЛфNo ratings yet
- Aplasia MedularDocument29 pagesAplasia MedularSayu PadillaNo ratings yet
- MOS Layers: Four Basic Layers N-Diffusion P-Diffusion Polysilicon MetalDocument12 pagesMOS Layers: Four Basic Layers N-Diffusion P-Diffusion Polysilicon MetalNivedita Shettar100% (1)
- Chilled Water Pipe Sizing TableDocument3 pagesChilled Water Pipe Sizing TableMohamedNo ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- RD Dcu Digital Card UnitDocument2 pagesRD Dcu Digital Card UnitАнатолий РябухаNo ratings yet
- ABB - Composite Hollow Core InsulatorDocument8 pagesABB - Composite Hollow Core InsulatorAnu SunNo ratings yet