You might also like
- Kubera-Petroleum Product PassportDocument2 pagesKubera-Petroleum Product Passportptintimaritimsekawan100% (1)
- Dissolved Gas Analysis Serminal Tutorial Solution 27 June 2013Document15 pagesDissolved Gas Analysis Serminal Tutorial Solution 27 June 2013သူ ရိန်No ratings yet
- Bio Diesel b20, En590 b5 SpecificationsDocument1 pageBio Diesel b20, En590 b5 Specificationsmohammed wajidNo ratings yet
- 05 - 2 Heat Balance - Practice Problem - InstructorDocument31 pages05 - 2 Heat Balance - Practice Problem - Instructorsawitri diah ayu komala100% (2)
- Boudouard ReactionDocument5 pagesBoudouard ReactionHailey17100% (1)
- Pietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFDocument16 pagesPietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFRichard YentumiNo ratings yet
- Biodeisel Using FuelProDocument4 pagesBiodeisel Using FuelProSylab InstrumentsNo ratings yet
- Precision Data Working Product Wise For Various Modes of TransportDocument24 pagesPrecision Data Working Product Wise For Various Modes of TransportrsvasanNo ratings yet
- 6817-PR-CN-0601 Att 3 - RevADocument1 page6817-PR-CN-0601 Att 3 - RevANhật Quang PhạmNo ratings yet
- Base OIL SN-650: CharacteristicsDocument1 pageBase OIL SN-650: CharacteristicsAlzahraa TradingNo ratings yet
- Opteon SF80: Technical InformationDocument4 pagesOpteon SF80: Technical InformationtiagoNo ratings yet
- SN-150 en MadakDocument1 pageSN-150 en MadakMohsen MansourNo ratings yet
- Go 500PPMDocument2 pagesGo 500PPMRohitNo ratings yet
- Dani - An156 - RgaDocument6 pagesDani - An156 - RgaandreililioanceaNo ratings yet
- A 1836 CintaDocument2 pagesA 1836 Cintasatria jayaNo ratings yet
- N-Propanol: Petrochemicals Technical InformationDocument4 pagesN-Propanol: Petrochemicals Technical Informationsharmi2011No ratings yet
- Bouri Crude Oil1Document24 pagesBouri Crude Oil1زينب فرجNo ratings yet
- Standard Spec FAME-EBTKE+PETDocument1 pageStandard Spec FAME-EBTKE+PETMuhamad Firmansyah Hermana PutraNo ratings yet
- Calculation of Dew Point of Flue Gas 4x135 MW Jindal, AngulDocument2 pagesCalculation of Dew Point of Flue Gas 4x135 MW Jindal, AngulAshitava SenNo ratings yet
- 1157 - Sizing CT-s 570-E July 13 PDFDocument16 pages1157 - Sizing CT-s 570-E July 13 PDFpenjualgasNo ratings yet
- Tugas Proteksi Dan PengamananDocument7 pagesTugas Proteksi Dan PengamananArman Amardi PutraNo ratings yet
- BASF E-CPI 1026e ButylglycolDocument5 pagesBASF E-CPI 1026e ButylglycolMohamed SalemNo ratings yet
- Presentation For PresDocument11 pagesPresentation For PresMaverick P.No ratings yet
- CP 4600 100Document2 pagesCP 4600 100kuanyiNo ratings yet
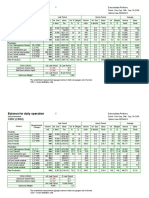
- Balance For Daily Operation: CDU1 (CRU1)Document25 pagesBalance For Daily Operation: CDU1 (CRU1)Leonardo SaulNo ratings yet
- Seplat Energy PLC: Ohaji South Flare Out ProjectDocument6 pagesSeplat Energy PLC: Ohaji South Flare Out ProjectELIJAH OKONNo ratings yet
- 20V12 Wissbaum Getting The Most Out of Your SRU Performance Test PDFDocument25 pages20V12 Wissbaum Getting The Most Out of Your SRU Performance Test PDFRiyesh KpNo ratings yet
- Inspection Cert StafDocument1 pageInspection Cert Stafacr84No ratings yet
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- HT - ButylglycolDocument5 pagesHT - Butylglycolxibs2009No ratings yet
- Evaco 2 FDocument5 pagesEvaco 2 Fsahil gohadNo ratings yet
- Rigid 10k DatasheetDocument2 pagesRigid 10k DatasheetAna Maria RodrigoNo ratings yet
- PDS Corsol 150Document1 pagePDS Corsol 150Autopartes AMVIR CANo ratings yet
- Daphne Alpha Cleaner Series: Lubricant Product InformationDocument2 pagesDaphne Alpha Cleaner Series: Lubricant Product InformationChart ChNo ratings yet
- Reclamation of Transformer OilDocument39 pagesReclamation of Transformer Oilgaurang1111No ratings yet
- En 590Document1 pageEn 590anil divveNo ratings yet
- ASTM D6751 - 07aDocument1 pageASTM D6751 - 07aSYAMSUL BACHRIENo ratings yet
- Pages From PVU Refinery Mass BalancesDocument1 pagePages From PVU Refinery Mass BalancesDuong Chi TrungNo ratings yet
- 7.lecture Note On Air Standard CyclesDocument66 pages7.lecture Note On Air Standard Cyclessujit kcNo ratings yet
- BASF Technical Leaflet AdBlue ENG July 2016Document6 pagesBASF Technical Leaflet AdBlue ENG July 2016LUCKY CHOPRANo ratings yet
- Condensate Specs and TBP 1Document1 pageCondensate Specs and TBP 1asad razaNo ratings yet
- Ten Blend 2019Document4 pagesTen Blend 2019Para DiseNo ratings yet
- Technical Data Sheet Rigid 4000Document2 pagesTechnical Data Sheet Rigid 4000dikimanNo ratings yet
- Epower PetrolDocument2 pagesEpower PetrolDaniel ReyesNo ratings yet
- HFC R32 SuperheatDocument5 pagesHFC R32 SuperheatWeka Fajar0% (1)
- Ethanol 12Document19 pagesEthanol 12Andrea LeonNo ratings yet
- TBP Distribution of CrudeDocument16 pagesTBP Distribution of CrudeAayushi AggarwalNo ratings yet
- RFCC1Document35 pagesRFCC1alexHuy88No ratings yet
- DASPRO B - NRP (17019 Dan 17028)Document8 pagesDASPRO B - NRP (17019 Dan 17028)Abid UbaidillahNo ratings yet
- Two Stage Evaporator: InputsDocument5 pagesTwo Stage Evaporator: InputsHina JagnikNo ratings yet
- NGL Fractionation - Full PaperDocument5 pagesNGL Fractionation - Full PaperArash EsmaeiliNo ratings yet
- Core Laboratories: Compositional Analysis of ARJONA-4 To C12+Document1 pageCore Laboratories: Compositional Analysis of ARJONA-4 To C12+Miguel De La Cruz SimancaNo ratings yet
- Acetone: Shell ChemicalsDocument3 pagesAcetone: Shell ChemicalsUzair BukhariNo ratings yet
- Poster RecycledDocument1 pagePoster RecycledEko PriyadiNo ratings yet
- Nat R422B SSDocument2 pagesNat R422B SSGUSTAVOSEPULVEDA63No ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- 7th International İstanbul Bunker Conference Chris Fisher PDFDocument39 pages7th International İstanbul Bunker Conference Chris Fisher PDFBatul KhuzemaNo ratings yet
- Acetaldehyde Production From Ethanol by Eco-Friendly Non-Chromium Catalysts Consisting of Copper and Calcium SilicateDocument6 pagesAcetaldehyde Production From Ethanol by Eco-Friendly Non-Chromium Catalysts Consisting of Copper and Calcium SilicateSARATH BALANo ratings yet
- Sulfuric AcidDocument21 pagesSulfuric Acidbakhtawar saeedNo ratings yet
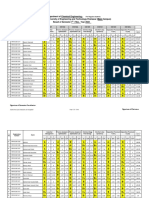
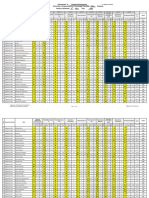
- 7th Semester Final Result - Fall 2022Document10 pages7th Semester Final Result - Fall 2022bakhtawar saeedNo ratings yet
- 5th Semester Final Result - Fall 2022Document3 pages5th Semester Final Result - Fall 2022bakhtawar saeedNo ratings yet
- 3rd Semester Final Result - Fall 2022Document6 pages3rd Semester Final Result - Fall 2022bakhtawar saeedNo ratings yet
- Apch Prac Report 1Document5 pagesApch Prac Report 1sthembisoandile059No ratings yet
- An International Peer-Reviewed Journal A Publication of The ... - SMEDocument60 pagesAn International Peer-Reviewed Journal A Publication of The ... - SMETrương Tấn DươngNo ratings yet
- Assignment #1 - Themro II - Spring 2024Document3 pagesAssignment #1 - Themro II - Spring 2024Mai DweikatNo ratings yet
- Solid StateDocument61 pagesSolid Statelopa39018No ratings yet
- OBM Manual (Tour Report)Document25 pagesOBM Manual (Tour Report)faraz siddiquiNo ratings yet
- Star Q Ipe Chemistry 11th ClassDocument13 pagesStar Q Ipe Chemistry 11th ClassRAYEES UNNISANo ratings yet
- Solutions ISC QuestionsDocument8 pagesSolutions ISC Questionsjjprakash82chemNo ratings yet
- Interpreting IR Specta - A Quick Guide - Master Organic ChemistryDocument32 pagesInterpreting IR Specta - A Quick Guide - Master Organic Chemistryteam TSOTARENo ratings yet
- 2024 CHEMISTRY FORM 1 SCHEMES OF WORK .Doc..bakDocument17 pages2024 CHEMISTRY FORM 1 SCHEMES OF WORK .Doc..bakhotbytecyber991No ratings yet
- Degreasing Process and His Aplications in IndustryDocument3 pagesDegreasing Process and His Aplications in Industrysilicon14labsNo ratings yet
- March-July 2016 TEST 1 CHM420Document6 pagesMarch-July 2016 TEST 1 CHM4202022899586No ratings yet
- MSDS Fragrance Oil FigDocument6 pagesMSDS Fragrance Oil Figzhaa ichaaNo ratings yet
- Order of ReactionDocument6 pagesOrder of ReactionSherenaiah GacoteNo ratings yet
- (2nd Month) STM 128 - General Chemistry 2Document36 pages(2nd Month) STM 128 - General Chemistry 2ibnolyn2003No ratings yet
- UACE Chemistry 2019 Paper 3Document10 pagesUACE Chemistry 2019 Paper 3UV Vïpêr UnïcôrnNo ratings yet
- FHJP010R25Document25 pagesFHJP010R25杜廷琦No ratings yet
- Halox 550WF TDSDocument1 pageHalox 550WF TDSvikram.iitkgpNo ratings yet
- Astm Nace Astmg193 12dDocument10 pagesAstm Nace Astmg193 12dZia ur rehmanNo ratings yet
- 1 s2.0 S2589004221014358 MainDocument44 pages1 s2.0 S2589004221014358 Mainhamed aslannejadNo ratings yet
- Propoxylated EmulsifierDocument1 pagePropoxylated EmulsifierFadhli KusumaNo ratings yet
- Important Notice: Additional Combined Science 5130 GCE O Level 2007Document37 pagesImportant Notice: Additional Combined Science 5130 GCE O Level 2007rodel.verzosaNo ratings yet
- Astm A 269Document7 pagesAstm A 269Victor Martinez MartinezNo ratings yet
- Checkpoint 2020 April Secondary Science 1113 01 Question PaperDocument20 pagesCheckpoint 2020 April Secondary Science 1113 01 Question PaperrustychakuaNo ratings yet
- June 2020 MSDocument21 pagesJune 2020 MSJohn SonbolNo ratings yet
- SDS Wash & Walk EcoLabDocument12 pagesSDS Wash & Walk EcoLabjonathan.gamboaNo ratings yet
- Waldner 2000Document16 pagesWaldner 2000Vitor MiguesNo ratings yet
- Lesson 2.5 Chemical NomenclatureDocument6 pagesLesson 2.5 Chemical NomenclaturerejymolNo ratings yet
- M4 Colligative PropertiesDocument46 pagesM4 Colligative Propertiesicebear1333No ratings yet
- Maleic Anhydride ImportDocument4 pagesMaleic Anhydride Importmarketing1No ratings yet
- RF Value of Amino AcidsDocument5 pagesRF Value of Amino Acidsshazeen shoaibNo ratings yet