You might also like
- The Craving Mind From Cigarettes To Smartphones To Love - Why We Get Hooked and How We Can Break Bad Habits PDFDocument257 pagesThe Craving Mind From Cigarettes To Smartphones To Love - Why We Get Hooked and How We Can Break Bad Habits PDFJacques Savariau92% (13)
- Sequence & Interaction Example PDFDocument1 pageSequence & Interaction Example PDFTAHIR MAHMOODNo ratings yet
- Martin Vs MalcolmDocument17 pagesMartin Vs Malcolmronnda100% (2)
- Qms Interaction ChartDocument1 pageQms Interaction Chartpnagarajj0% (1)
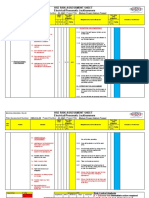
- Internal Audit Plan: Quality Environment Green Management Aspect / Impact IdentificationDocument3 pagesInternal Audit Plan: Quality Environment Green Management Aspect / Impact Identificationchindita hokiana100% (2)
- Quality Training - Audit PreparationDocument40 pagesQuality Training - Audit PreparationHans PunterNo ratings yet
- Yamaha TW 125 Service Manual - 1999Document275 pagesYamaha TW 125 Service Manual - 1999slawkomax100% (11)
- Quality PressDocument56 pagesQuality PressEddie Kuang100% (1)
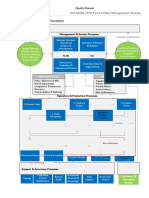
- Quality ManualDocument34 pagesQuality Manualchao gao100% (9)
- Quality Management System Process MapDocument1 pageQuality Management System Process MapN.GanesanNo ratings yet
- Construction Mechanic Basic, Volume 01Document300 pagesConstruction Mechanic Basic, Volume 01Anonymous ntE0hG2TP100% (1)
- A.2 Sequence & Interaction of QMS Processes: Quality ManualDocument1 pageA.2 Sequence & Interaction of QMS Processes: Quality ManualDhananjay PatilNo ratings yet
- Cipc-Pro-L2-002 - Control of Tool and Customer Property Procedure Rev 05 2Document8 pagesCipc-Pro-L2-002 - Control of Tool and Customer Property Procedure Rev 05 2Marvin CubeNo ratings yet
- Buffco Eng AS9100 Quality Manual 2-28-06Document26 pagesBuffco Eng AS9100 Quality Manual 2-28-06savlafNo ratings yet
- Supplier Quality QuestionnaireDocument4 pagesSupplier Quality QuestionnairesutharitesshNo ratings yet
- 10.06.2020 Ims Awareness Training - S-IV-VDocument31 pages10.06.2020 Ims Awareness Training - S-IV-Vyousufali56No ratings yet
- QSP 05 - Corrective ActionDocument4 pagesQSP 05 - Corrective ActionVivek V100% (2)
- Internal Audit Report - HR Department UpiDocument4 pagesInternal Audit Report - HR Department Upitc iaseasNo ratings yet
- Annual Supplier AuditDocument13 pagesAnnual Supplier Auditori wahyuni100% (1)
- Quality ProcedureDocument5 pagesQuality ProcedureMeskela MarachiNo ratings yet
- Waterville TG Inc.: Purchasing GroupDocument35 pagesWaterville TG Inc.: Purchasing GroupShahnawaz PathanNo ratings yet
- Mil STD 1916 PDFDocument33 pagesMil STD 1916 PDFTonatiuh AntonioNo ratings yet
- Determination of Royalty Rates For Trademarks and BrandsDocument31 pagesDetermination of Royalty Rates For Trademarks and BrandsNicole EstefanieNo ratings yet
- Conflict Management and Negotiation - Team 5Document34 pagesConflict Management and Negotiation - Team 5Austin IsaacNo ratings yet
- M-IRM-001 - Quality Management Manual - Rev.13Document40 pagesM-IRM-001 - Quality Management Manual - Rev.13Rael Zorzo Michels100% (1)
- ISO 9001 QMS Standard Certification Documents PDFDocument9 pagesISO 9001 QMS Standard Certification Documents PDFravi00098No ratings yet
- Suez Canal PDFDocument17 pagesSuez Canal PDFjoff_grNo ratings yet
- Quality Assurance ManualDocument29 pagesQuality Assurance ManualpoojanewNo ratings yet
- Quality Assurance ManualDocument65 pagesQuality Assurance Manualmeilantie andhiniNo ratings yet
- Sterling Generators: Submitted in Partial Fulfillment For The Award of The Degree ofDocument63 pagesSterling Generators: Submitted in Partial Fulfillment For The Award of The Degree ofNivesh KumarNo ratings yet
- Quality Manual1111Document35 pagesQuality Manual1111Nizar KhalidNo ratings yet
- NCT SCN 000 E10 00001 - A01 - Quality Requirements For Subcontractors (High Criticality)Document21 pagesNCT SCN 000 E10 00001 - A01 - Quality Requirements For Subcontractors (High Criticality)Charles KingNo ratings yet
- Whitepaper Remanufacturing Liebherr enDocument11 pagesWhitepaper Remanufacturing Liebherr enAyaz İş MakinalarıNo ratings yet
- Afc-Qsm-09 Process Interaction ChartDocument1 pageAfc-Qsm-09 Process Interaction ChartSharif KhanNo ratings yet
- BCMSN30SG Vol.2 PDFDocument394 pagesBCMSN30SG Vol.2 PDFShemariyahNo ratings yet
- The City of GodDocument16 pagesThe City of GodJei Em MonteflorNo ratings yet
- Sample Quality Manual ServiceDocument34 pagesSample Quality Manual ServiceRickey PatelNo ratings yet
- Derlin Construction Limited Quality Policy Manual: Document HistoryDocument30 pagesDerlin Construction Limited Quality Policy Manual: Document HistoryAdams Bruno100% (1)
- Rules For The Certification of Welders of Polyethylene Pipes and FittingsDocument7 pagesRules For The Certification of Welders of Polyethylene Pipes and FittingsprokulisNo ratings yet
- Accreditation For Inspection Bodies Performing NDT - United Kingdom - RG7Document6 pagesAccreditation For Inspection Bodies Performing NDT - United Kingdom - RG7rotero_pujolNo ratings yet
- 25 Procedure For Ultrasonic Thickness Surey PDFDocument3 pages25 Procedure For Ultrasonic Thickness Surey PDFS DattaNo ratings yet
- Sample: Laboratory Manual LMS-001-ADocument15 pagesSample: Laboratory Manual LMS-001-AsejwalNo ratings yet
- Importance of Quality Assurance in TheDocument6 pagesImportance of Quality Assurance in TheniroNo ratings yet
- Ur w35 PDFDocument5 pagesUr w35 PDFBala MuruganNo ratings yet
- Quality Manual ExampleDocument19 pagesQuality Manual ExampleoktaNo ratings yet
- 11c... Acceptable Quality LevelDocument7 pages11c... Acceptable Quality LevelAbhinav VermaNo ratings yet
- Cqa Sample ExamDocument9 pagesCqa Sample Examchakri359No ratings yet
- An Introduction To Mass Metrology in Vacuum PDFDocument44 pagesAn Introduction To Mass Metrology in Vacuum PDFMarcos LoredoNo ratings yet
- Toyota Production SystemDocument55 pagesToyota Production SystemCrina SimionNo ratings yet
- ISO17025Document55 pagesISO17025api-3701058No ratings yet
- PSKL0104 (NDT - DT - Grip) (Recovered 1)Document21 pagesPSKL0104 (NDT - DT - Grip) (Recovered 1)HoangBaoĐenNo ratings yet
- Testing Inspection of Engineering MaterialsDocument1 pageTesting Inspection of Engineering MaterialsSalem GarrabNo ratings yet
- Lmi - Supplier Quality Requirements 2015 SQRM - Rev - UDocument31 pagesLmi - Supplier Quality Requirements 2015 SQRM - Rev - UJHBernardoNo ratings yet
- Guideline: Saudi Standards, Metrology and Quality OrgDocument9 pagesGuideline: Saudi Standards, Metrology and Quality OrgacecNo ratings yet
- Gs 09 PaintingDocument19 pagesGs 09 PaintingAshish PattanaikNo ratings yet
- Supplier Quality Assurance Manual May-20Document78 pagesSupplier Quality Assurance Manual May-20sudhir kumarNo ratings yet
- FFM QA ManualDocument23 pagesFFM QA Manualnurul ain talibNo ratings yet
- Audit Plan: Members ObserverDocument9 pagesAudit Plan: Members ObserveratkveluNo ratings yet
- Sonu Auto PPT 2018.ppsxDocument50 pagesSonu Auto PPT 2018.ppsxSoni Verma SwatiNo ratings yet
- QC ManualDocument65 pagesQC Manualrichard nagassarNo ratings yet
- TQM Unit 3Document168 pagesTQM Unit 3bhuvansparks100% (1)
- Quality Management System ManualDocument46 pagesQuality Management System ManualFaisal JamshedNo ratings yet
- QM Revision April 2010Document74 pagesQM Revision April 2010CristinaNo ratings yet
- Audit - Plan 10521 ERJ 20240205 - 01-02-2024-183926Document7 pagesAudit - Plan 10521 ERJ 20240205 - 01-02-2024-183926umesh.istrainerNo ratings yet
- Mannan Shahid Forgings (PVT) LTD.: Informational Presentation byDocument29 pagesMannan Shahid Forgings (PVT) LTD.: Informational Presentation bybhimraNo ratings yet
- Customer Complaint Form: CCF NoDocument1 pageCustomer Complaint Form: CCF NoyzarvelascoNo ratings yet
- Tcsi Quality Plan: One Ayala Avenue Project Makati City, Metro ManilaDocument20 pagesTcsi Quality Plan: One Ayala Avenue Project Makati City, Metro ManilaEugene Santiago PadillaNo ratings yet
- 1classic Greek SaladDocument6 pages1classic Greek SaladEzekiel GumayagayNo ratings yet
- Coca-Cola Femsa Philippines, Tacloban PlantDocument29 pagesCoca-Cola Femsa Philippines, Tacloban PlantJuocel Tampil Ocayo0% (1)
- GiftsDocument189 pagesGiftsÜJessa Villaflor100% (2)
- English Holiday TaskDocument2 pagesEnglish Holiday Taskchandan2159No ratings yet
- Tu 05Document23 pagesTu 05Yang ElvisQUNo ratings yet
- SoapDocument10 pagesSoapAira RamoresNo ratings yet
- Ad&d - Poison Costs & Poison CraftDocument4 pagesAd&d - Poison Costs & Poison Craftweb moriccaNo ratings yet
- Assessment On The Efficiency of Technology Use in Teaching and Learning Process at Emilio Aguinaldo College Cavite. ResponsesDocument14 pagesAssessment On The Efficiency of Technology Use in Teaching and Learning Process at Emilio Aguinaldo College Cavite. ResponsesZAMORA REYMARNo ratings yet
- Vol. III (B) - FANSDocument8 pagesVol. III (B) - FANSKhaled ELSaftawyNo ratings yet
- The Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisDocument11 pagesThe Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisJan LAWNo ratings yet
- Keong Mas ENGDocument2 pagesKeong Mas ENGRose Mutiara YanuarNo ratings yet
- 7C Environment Test 2004Document2 pages7C Environment Test 2004api-3698146No ratings yet
- 3 Habits For SuccessDocument1 page3 Habits For SuccesssiveramNo ratings yet
- AllisonDocument3 pagesAllisonKenneth RojoNo ratings yet
- Learning Activity 5.2 Concept ReviewDocument4 pagesLearning Activity 5.2 Concept ReviewJames CantorneNo ratings yet
- Karla Beatriz Flores Ochoa 402-12 "C" 20 de Octubre de 2013Document1 pageKarla Beatriz Flores Ochoa 402-12 "C" 20 de Octubre de 2013Chabe CaraNo ratings yet
- 9 Electrical Jack HammerDocument3 pages9 Electrical Jack HammersizweNo ratings yet
- Spoken Word (Forever Song)Document2 pagesSpoken Word (Forever Song)regNo ratings yet
- SMTP/POP3/IMAP Email Engine Library For C/C++ Programmer's ManualDocument40 pagesSMTP/POP3/IMAP Email Engine Library For C/C++ Programmer's Manualadem ademNo ratings yet
- 4TES-9Y 20KW With InverterDocument4 pages4TES-9Y 20KW With InverterPreeti gulatiNo ratings yet
- Creole LanguagesDocument2 pagesCreole LanguagesClaire AlexisNo ratings yet
- NetEco Commissioning Guide (V200R003C01 - 01) (PDF) - enDocument116 pagesNetEco Commissioning Guide (V200R003C01 - 01) (PDF) - enabdo elmozogyNo ratings yet
- 00000000Document4 pages00000000GagoNo ratings yet